
使用高铬镍奥氏体焊材无热处理焊接ASTM A335 Gr.P22管材
2017-12-24 13:28:25姜庆新牛纬涛古永安
石油工程建设 2017年6期
姜庆新,牛纬涛,古永安
中国石油天然气第七建设公司,山东青岛 266300
使用高铬镍奥氏体焊材无热处理焊接ASTM A335 Gr.P22管材
姜庆新,牛纬涛,古永安
中国石油天然气第七建设公司,山东青岛 266300
ASTM A335 Gr.P22材料焊接性较差,由于受到现场施工条件及焊缝位置等的限制,该类母材部分焊缝不便于进行局部热处理,为此采用了高铬镍焊材,不预热、后热及焊后热处理的焊接工艺进行焊接。试样的力学性能试验及金相分析表明,力学性能符合要求,金相组织良好,焊接工艺满足NB/T47017-2011规定要求;该焊接工艺用于国内某炼厂ASTM A335Gr.P22孔板法兰与引压短管角焊缝的焊接工程实践表明,装置自2014年投产运行至今采用该工艺施焊的所有焊缝均正常。
ASTM A335 Gr.P22材料;高铬镍焊材;无热处理;焊接
SH/T3520-2015《石油化工铬钼钢焊接规范》中条款7.2.5规定:当施工条件限制不能进行焊后热处理时,经设计或建设单位同意,可采用奥氏体或镍基材料焊接,在设计温度不高于315℃时,可选用高铬镍(25%Cr-13%Ni)奥氏体焊接材料,在设计温度高于315℃时,可选用镍基材料[1]。ASTM A335 Gr.P22作为珠光体耐热钢的一种,一般在预热状态下焊接,焊后进行热处理[2]。为解决ASTM A335 Gr.P22在特殊情况下不好进行局部加热处理的问题,现场试验对采用高铬镍焊材,不预热、后热及焊后热处理的焊接工艺进行了评定。
1 试验材料及设备
试验母材采用规格为准168.3 mm×18.26 mm、材质为ASTM A335 Gr.P22的管道,其化学成分见表1;焊接材料选用了国内某品牌ER309焊丝及E309-16焊条,其化学成分见表2~3;焊机选用ZX7-400焊机。

表1 母材化学成分(质量分数)/%

表2 ER309焊丝熔敷金属化学成分(质量分数)/%

表3 E309-15焊条熔敷金属化学成分(质量分数)/%
2 试验程序与试验结果
2.1 试验程序
(1)试验前采用机加工方法将试件末端加工为60°坡口,并打磨坡口两侧各20 mm范围内的区域。
(2)点焊水平固定试件,封堵试件两端及坡口外表面。
(3)向试件内部充氩气,以形成背面保护。
(4)检验氩气纯度,符合要求后,采用GTAW进行根部焊道焊接。
(5)采用SMAW进行填充、盖面,焊接工艺参数见表4。
(6)清理焊缝表面,试件自然冷却、外观检测合格24 h后进行无损检测。
(7)无损检测合格后进行理化及力学性能试验。
2.2 试验结果
力学性能试验[3]结果见表5,金相试验结果见图1~3。

表4 焊接工艺参数

表5 标准试样室温下机械性能
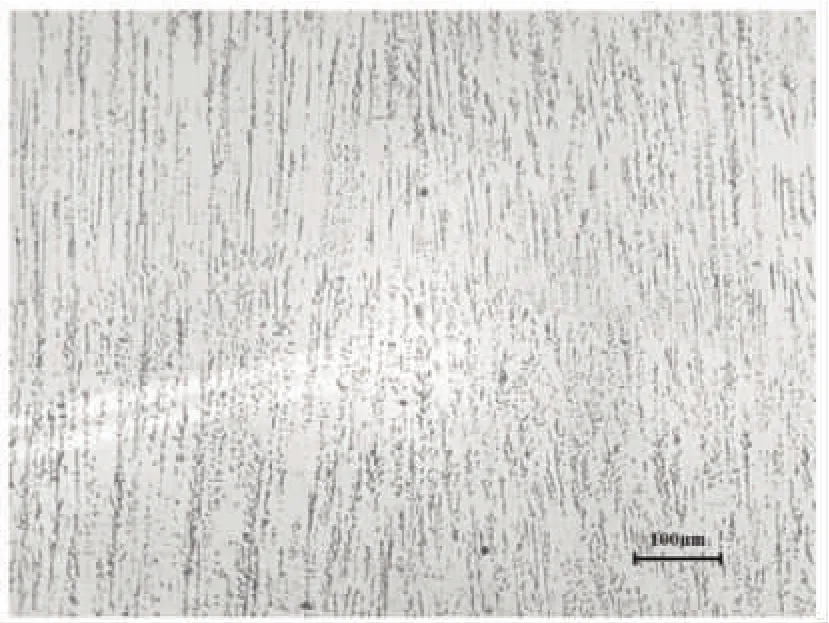
图1 焊缝金相组织(×100)

图2 熔合线金相组织(×100)

图3 母材金相组织(×100)
试样的力学性能试验及金相分析表明,力学性能符合要求,金相组织良好,未出现有害组织,焊接工艺满足NB/T47017-2011规定要求,评定合格。
3 结束语
该焊接工艺用于国内某炼厂ASTM A335Gr.P22孔板法兰与引压短管角焊缝的焊接,焊接完成和无损检测合格后,装置自2014年投产运行至今,采用该工艺施焊的所有焊缝均正常,满足装置生产需求。该工艺避免了局部加热不当可能造成的焊接质量问题,在降低施工难度的同时,获得了满足性能要求的焊缝,本文可用于指导现场不便采用常规手段施焊的ASTM A335 Gr.P22焊缝施工。
[1]NB/T47014-2011,承压设备焊接工艺评定[S].
[2]李亚江.焊接冶金学-材料焊接性[M].北京:机械工业出版社,2007:94-102.
[3]SH/T3520-2015,石油化工铬钼钢焊接规范[S].
Utilizing welding consumable of high Cr and Ni contents to weld ASTM A335 Gr.P22 pipe without needing heat treatment
JIANG Qingxin,NIU Weitao,GU Yong'an
PetroChina Seventh Construction Company,Qingdao 266300,China
ASTM A335 Gr.P22 is a kind of material of poor weldability.Preheat and PWHT are not applicable in site welding of ASTM A335 Gr.P22 due to limitations of site condition and weld position.To solve the problem,the welding process of using welding consumable of high Cr and Ni contents,no preheat,no heating and no PWHT is adopted.The welding process is in line with NB/T 47017 2011,the mechanical performance and metallographic microstructure of the test coupon are qualified by lab testing.The welding process has been utilized for the fillet welds of ASTM A335Gr.P22 orifice flange and impulse tube in a domestic refinery.The unit has been put into production since 2014 tillnow,allthe welds by applying this welding process are in good condition.
ASTM A335 Gr.P22;welding consumable of high Cr and Nicontents;withot PWHT;welding
10.3969/j.issn.1001-2206.2017.06.021
姜庆新(1988-),男,山东兖州人,工程师,2012年毕业于西安石油大学材料成型及控制工程专业,现从事石油工程建设工作。Email:jqx126@126.com
2017-07-03
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
中国金属通报(2022年1期)2022-06-02 02:09:56
节能与环保(2022年3期)2022-04-26 14:32:36
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
中国铸造装备与技术(2017年3期)2017-06-21 11:33:47
中国神经再生研究(英文版)(2017年4期)2017-01-12 02:48:06
焊接(2016年9期)2016-02-27 13:05:20
大型铸锻件(2015年4期)2016-01-12 06:35:27
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
应用科技(2015年5期)2015-12-09 07:10:09
