
SUS304不锈钢储罐焊接的变形量控制
2017-12-24 13:28:24寇建峰
石油工程建设 2017年6期
寇建峰
大庆油田工程建设有限公司油建二公司,黑龙江大庆163000
SUS304不锈钢储罐焊接的变形量控制
寇建峰
大庆油田工程建设有限公司油建二公司,黑龙江大庆163000
SUS304不锈钢线膨胀系数是碳钢的1.5倍,焊接应力不易释放,焊接变形大,焊后纠正较难。确保储罐焊接变形一次性控制在规范允许范围内,以减少储罐返修量是重点需解决的问题。结合大庆炼化公司年度重点项目——丙烯酰胺装置安装工程II标段的工程施工,在简要分析了产生焊接变形原因的基础上,较为详细地论述了在对SUS304不锈钢储罐进行焊接时,采取加强员工培训、加强质量管理、合理制订工艺参数、选择合理的焊接次序、适当使用反变形和强制变形手段等管理与技术措施,成功地完成施工任务的内容。
SUS304不锈钢;储罐;焊接变形;控制措施
2009年,大庆油田工程建设有限公司承担了大庆炼化公司丙烯酰胺装置安装工程II标段的施工任务,主要工程内容是:新建1 000 m3不锈钢储罐3座、100 m3不锈钢储罐2座、200 m3和300 m3不锈钢储罐各1座,罐板材质为SUS304(0Gr18Ni9)不锈钢。罐顶、罐壁、罐底均采用对接焊接。由于SUS304不锈钢线膨胀系数是碳钢的1.5倍[1],因此焊接应力不易释放,焊接变形大,不易控制,焊后纠正较难。如何尽量确保储罐焊接变形一次性控制在规范允许范围内,减少储罐返修量是急需研究和解决的问题。
不锈钢储罐罐底容易产生角变形、局部凹凸变形和波浪变形,罐壁板立缝容易产生挠曲变形和角变形(主要是内凹变形),罐壁环缝主要产生角变形(局部内凹变形即掐腰),储罐接管等也容易产生内凹变形,而罐顶焊接方式与罐底相同,产生的变形相似。因此,要减少SUS304不锈钢储罐焊接的变形量,就要认真分析找到产生变形的原因,从而有针对性地加以控制,达到理想的控制要求。
1 产生焊接变形的原因
通过调查分析,得到以下几条导致储罐发生变形的主要原因:其一,员工操作技能不熟练;其二,质量管理不到位;其三,焊接参数不当;其四,焊接顺序选择不当;其五,未采取反变形措施或措施使用不当;其六,工装卡具使用不当或未使用。
2 相关技术措施
2.1 加强员工培训
为了使员工对不锈钢材质有一个清晰的认识,聘请了焊接专业的大学教授和炼化公司基建管理部门的有关领导给员工讲解不锈钢焊接方面的知识。同时,还专门聘请了具有丰富施工经验的专业人员,针对不锈钢储罐施工的全过程进行授课,并对关键技术难题进行讲解,在讲解的基础上,有针对性地进行各工种技术培训。培训内容上特别设计安排了模拟储罐平焊、立焊、横焊的课程。
2.2 加强质量管理
加强对质量管理人员的培训工作,针对不锈钢焊接变形问题,强化相关标准规范的学习,以加强现场质量管理。强化职工思想教育,完善各项管理制度,加大考核力度,实行奖罚制度。对工人采取分组管理,成立铆工和焊工各一组,分别由各组组长负责管理。当管理人员发现储罐出现质量问题时,分别由两个小组长参与分析,找出原因,落实奖罚。其一是能做到赏罚分明,其二是能让各小组认识到问题产生的原因,从而在后续施工中采取相应的措施加以预防。通过分组管理,不仅增强了员工个人的质量意识,而且加强了团队合作能力。比如:焊工明确了严格执行工艺参数、实现焊工作业的同步性等,尽量减少返修给铆工带来的麻烦;铆工尽量控制组对精度,以减少给焊工带来的困难。
2.3 合理制订工艺参数
根据设计要求进行了不锈钢储罐焊接模拟试验,并对试验的参数进行收集,最终得出比较符合实际的工艺参数,参数的执行和修改设专人管理。施工过程中由于导线过长、环境情况不同等原因,需要适当调整焊接参数时,可向参数管理人员申请,管理人员会组织有关人员进行焊接参数试验,并运用统计方法分析数据,给出合适的焊接参数并作调整记录,而焊工不得随意改变参数。
无论在何种位置焊接,焊接参数选用的原则是[2]:尽量采用小电流、快焊速、窄焊道、多层多道焊的工艺,并控制层间温度在100℃以下。
通过采用合理的工艺参数,适当减少热输入量等,从而有效地控制了焊缝收缩与焊接变形。表1~表3所示为1 000 m3储罐的部分焊接工艺参数。

表1 罐底板平焊焊接参数
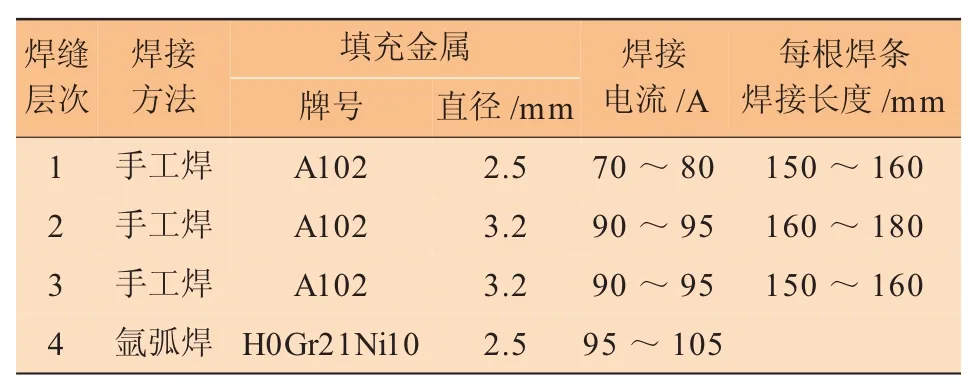
表2 罐壁板立缝焊接参数

表3 罐壁板横缝焊接参数
2.4 选择合理的焊接次序
(1)罐底板焊接时先焊短焊缝,后焊长焊缝。短焊缝焊接时先焊外侧,后焊与介质接触的内侧,焊接内侧前,先进行清根。打底焊接时应从中心向两端分段退焊,分段长度为隔300 mm焊150 mm。焊接时由一名焊工完成。长焊缝焊接时,由2名焊工同时从中间向两侧分段退焊,严格控制焊接速度,尽量将焊接速度保持一致。分段长度可适当加长,一般以隔400 mm焊200 mm为宜。分段退焊可有效防止波浪变形产生,见图1。而长焊缝焊接最重要的是控制总体先后焊接顺序,正确的焊接次序可有效防止局部凹凸变形,见图2。底板焊接时必须严格执行焊接次序,在上道工序焊缝未焊接完毕之前,不得进行下道焊缝的点焊固定。
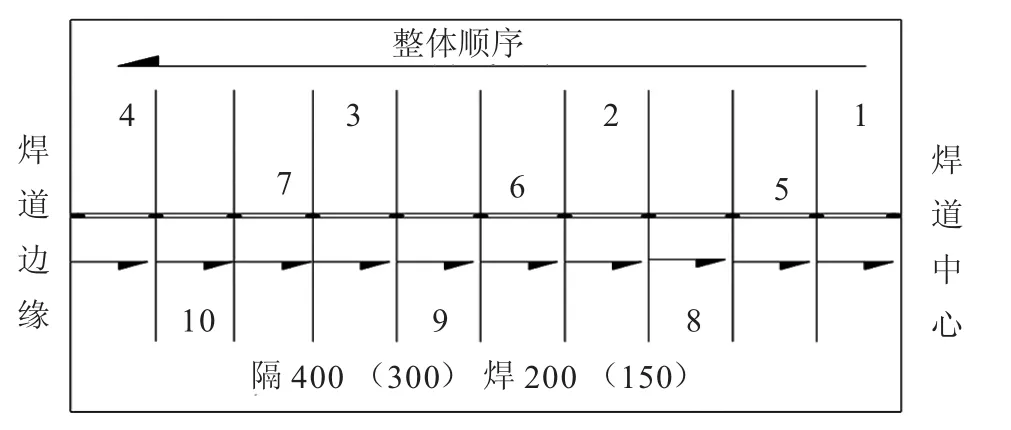
图1 分段退焊示意
(2)罐壁纵缝外侧打底焊时,首先应从罐壁纵缝中心开始,向焊缝上边缘的方向焊接,然后再由焊缝的底部开始,向焊缝的中部方向焊接,见图3。根焊采用分段焊,分段长度不宜过长,一般采用隔200~300 mm焊100~150 mm为宜。填充焊时可将分段长度增加至隔600 mm焊300 mm,而盖面焊接时可从底部开始向上依次焊接,但必须注意焊接参数。采用该焊接顺序,可有效防止挠曲变形和未焊透缺陷产生。应该注意的是,所有纵焊缝必须在环焊缝开始之前全部完成并冷却,否则未焊接的纵焊缝会出现严重内凹现象,且不易矫正。
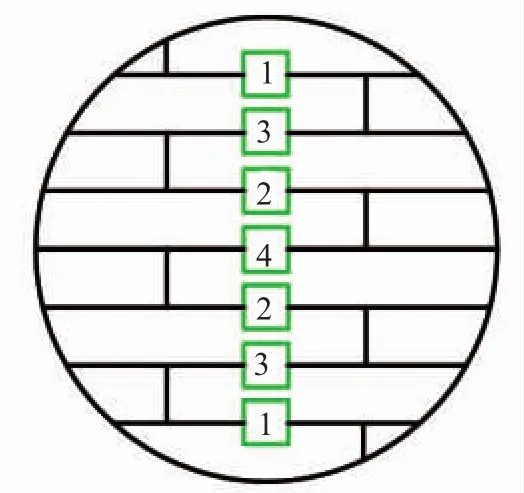
图2 长缝焊接次序示意
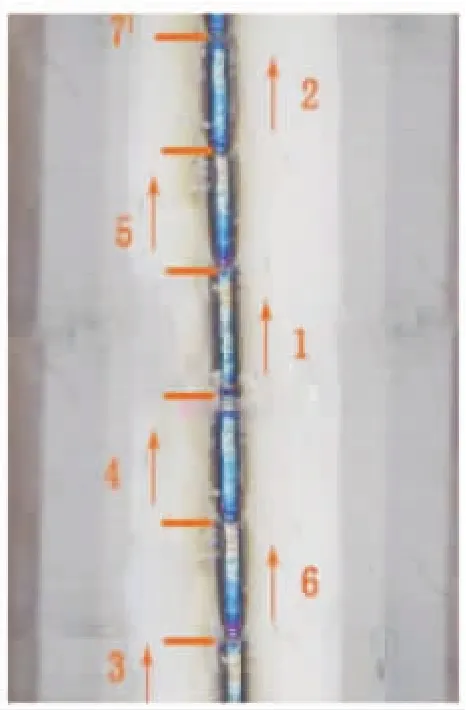
图3 纵缝焊接顺序
(3)壁板环缝焊接时先焊内侧焊缝,再焊外侧焊缝,打底焊接时由6名焊工沿罐壁一周均匀分布,同时同向进行分段退焊,见图4。每一层焊道焊接结束前,任何焊工不得单独开始进行下一层焊道的焊接。填充焊接时可不采用退焊,分段长度也可适当增加。盖面焊时,同时同向依次焊接。环缝焊接最重要的是焊工同步问题。
2.5 适当使用反变形和强制变形措施
(1)罐底反变形和强制措施。第一,针对罐底焊缝存在的角变形,通过试验最终确认罐底短焊缝的角变形可通过反变形方式加以控制,即焊接前将短焊缝做大约2°~3°的反变形。采用试验得出的焊接参数和焊接顺序完成的短焊缝,正好能将反变形角度抵消。第二,罐底长焊缝由于下设垫板,反变形角度不易保持,且部分位置反变形角度没达到要求,焊接完毕后,角变形仍不同程度存在,由于焊缝间隙不均匀、反变形量不均匀等原因,还会产生较为严重的波浪变形。通过大量的试验,最终引入反变形压杠,见图5、6,采用该法既能保持所作的反变形角度,又能在焊道两侧施加反作用力而与焊接应力相抵消,从而较好地控制了角变形、波浪变形。

图4 环缝焊接顺序
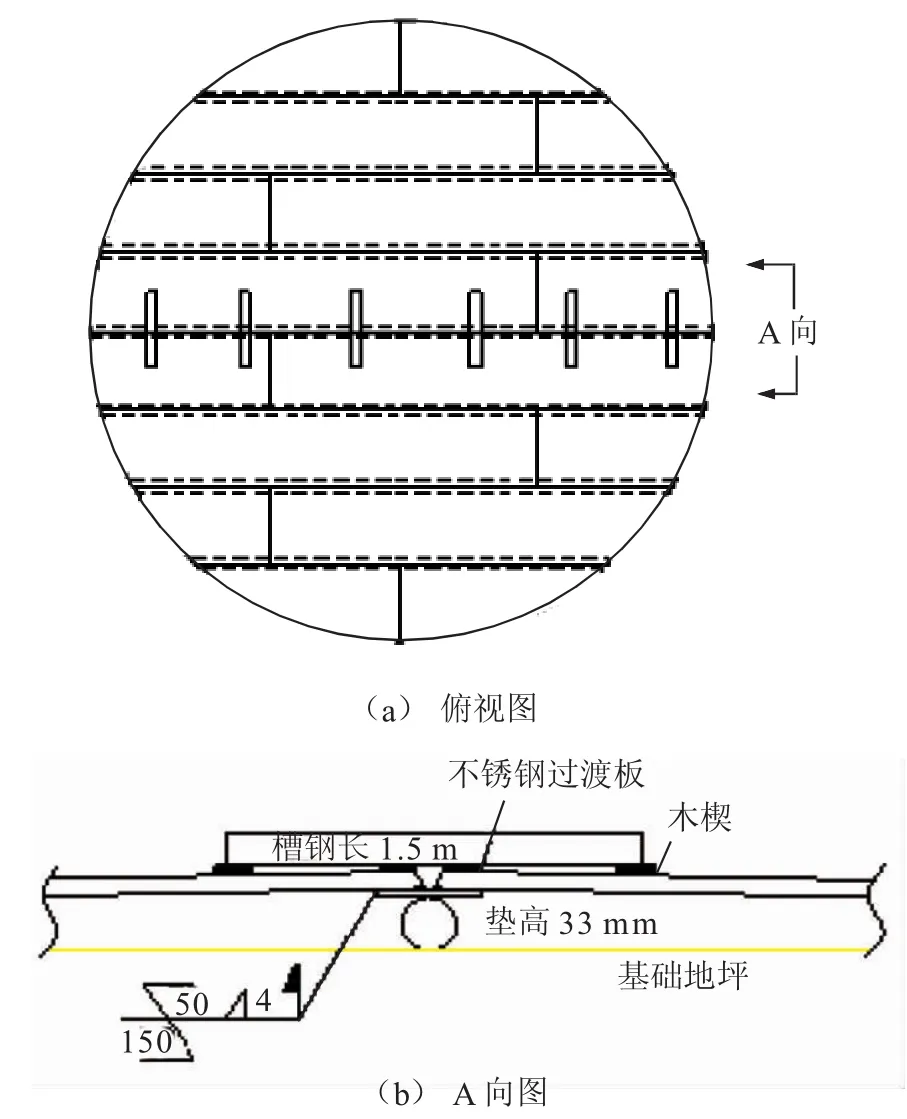
图5 底板长焊缝防变形措施
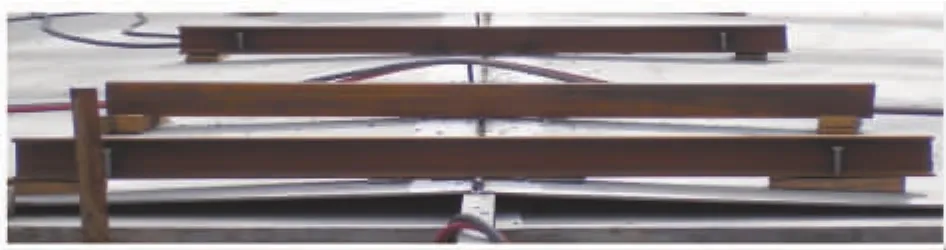
图6 底板长焊缝施工现场
(2)罐壁板纵缝反变形和强制措施。顶圈壁板纵缝焊接时必须先在罐内壁距纵缝上下边缘约300 mm的位置和中部,各焊接一块与罐壁曲率相同的不锈钢防变形弧板(1 000 mm×400 mm×8 mm),弧板与焊缝接触处留10 mm宽的窄缝,便于焊内侧焊缝时焊条通过,见图7。可有效地控制纵焊缝内凹变形和挠曲变形。其他圈壁板纵缝焊接时,由于所焊壁板包在内圈壁板外,纵焊缝变形不大,但施焊前必须在收尾缝位置,用手拉葫芦收紧。而每圈收尾焊道施焊时,必须按照上述步骤,采取加强弧板的方式,必要时在外侧离焊道100 mm位置加一道筋板。实践证明,纵焊缝最容易产生变形的位置即为收尾焊缝,所以必须按上述措施执行。
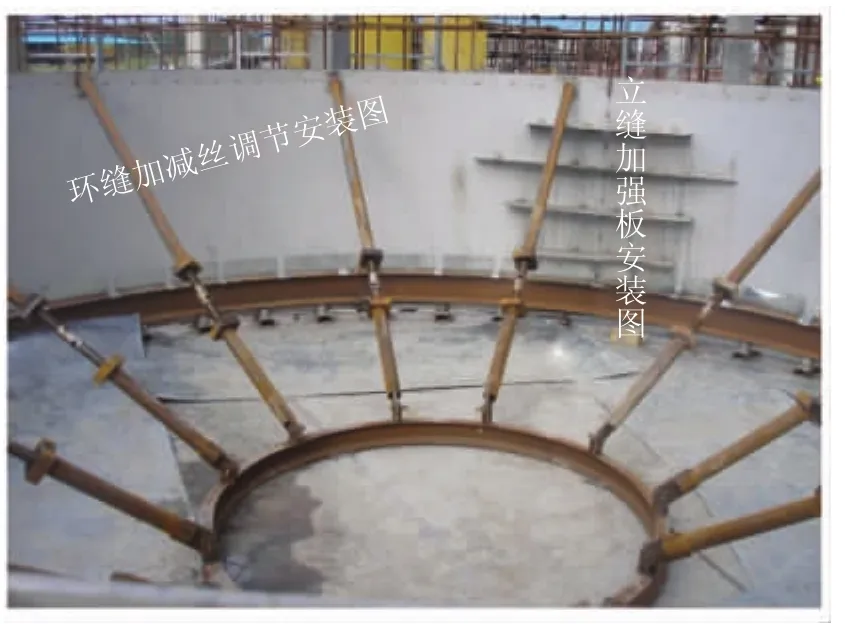
图7 立缝加强板、环缝加减丝安装
(3)罐壁板横缝反变形和强制措施。环形焊缝产生的主要缺陷是掐腰,防止该变形的主要方式是靠胀圈来控制,可以通过减小焊道与胀圈之间的距离、增加胀圈胀紧力、矫正胀圈椭圆度等措施,来防止内凹变形。
(4)顶圈壁板组对时,加减丝主要用来调节罐壁垂直度、上口水平度和椭圆度,而在该圈纵焊缝、包边角钢焊接时,也能起到较好的强制固定作用。加减丝安装方式见图8。
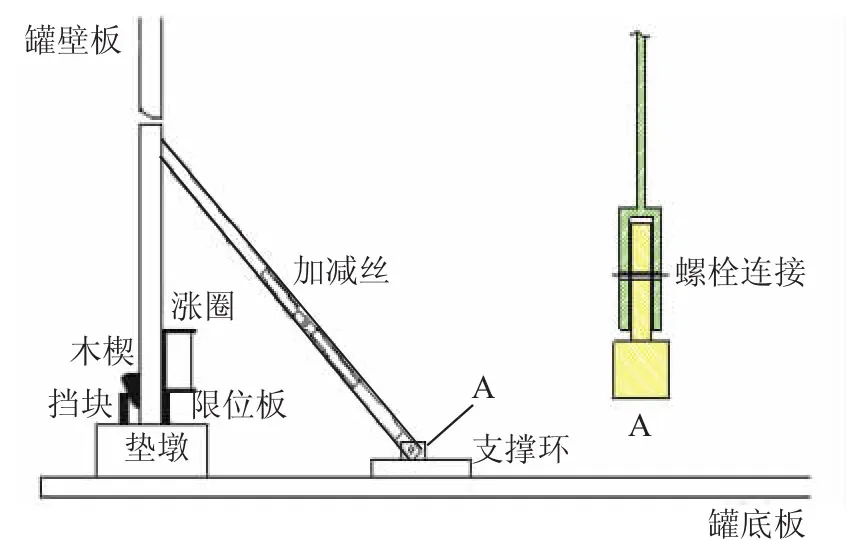
图8 加减丝固定
其他圈壁板环缝组对时,加减丝可以调节下圈板垂直度、坡口水平度,也可控制内壁错皮。在实际施工中,往往由于环焊缝间隙不均匀、坡口角度不均匀等造成局部内凹严重,通过反复试验,最终也通过加减丝调节技术有效控制了局部内凹变形。方法是:当环焊缝局部间隙过大或坡口角度过大时,在打底焊完毕后调节该部位的加减丝长度,给该部位一个向外的预应力,待填充盖面焊完毕冷却后,将加减丝拆除,使施加的预应力与焊接应力相抵消,防止了内凹发生。
3 施工注意事项
第一,施工人员进入施工现场,必须戴安全帽,穿劳动保护用品。第二,施工现场设专职安全员,施工班组设兼职安全员,以预防事故发生。第三,使用撬棍时,不得用脚踩撬棍,不要用力过猛,以勉撬棍滑脱伤人。第四,避免碳钢直接与罐体接触,以防发生渗碳。第五,注意罐底板长焊缝、罐壁板纵焊缝、罐壁板环焊缝的焊接次序,以防发生严重变形。第六,环缝局部凹陷等,可通过加减丝调节;环缝错皮严重时,可采用龙门板加背杠的方式调节,注意掌握反变形规律和特点。第七,焊缝出现返修时,要做好强制变形和反变形措施。
4 结束语
SUS304不锈钢的材质特性决定其焊接性能差,变形严重,如果不掌握安装和焊接方面的知识,一旦造成严重的变形是无法修复和整改的。因此严格控制好焊接过程的每一道工序,才能保证不锈钢储罐的焊接质量。
[1]刘政军,徐德昆.不锈钢焊接及质量控制[M].北京:化学工业出版社,2015.
[2]张其枢.不锈钢焊接技术 [M].北京:机械工业出版社,2015:60-80.
Welding deformation control of SUS304 stainless steel storage tank
KOU Jianfeng
Daqing Oilfield Engineering Construction Second Company,Daqing 163000,China
The linear expansion coefficient of SUS304 stainless steel is 1.5 times as large as carbon steel.Its stainless steel welding stress is not easy to release.The welding deformation is large and its correction after welding is difficult.To ensure the tank welding deformation within the scope of the specifications and to reduce the amount of storage tank repair work are the key problems to solve.Combined with the annualkey project of acrylamide unit installation in Daqing Refinery Company,the management and technical measures are adopted in SUS304 stainless steel tank welding,including enhancing personnel training and quality management, determining rational welding parameters, selecting rational welding sequence,properly applying distortion resistance or enforcement means.Finally,the construction task is successfully completed.
SUS304 stainless steel;storage tank;welding distortion;controlmeasure
10.3969/j.issn.1001-2206.2017.06.020
寇建峰(1981-),男,河北定州人,工程师,2007年毕业于大庆石油学院石油化工专业,现主要从事油田地面工程焊接施工与技术研究工作。Email:2499107898@qq.com
2017-08-01
猜你喜欢
江苏安全生产(2024年3期)2024-04-10 09:01:48
煤气与热力(2022年4期)2022-05-23 12:44:58
建材发展导向(2021年14期)2021-08-23 00:56:22
隧道建设(中英文)(2021年6期)2021-07-05 03:14:58
民用飞机设计与研究(2020年1期)2020-05-21 07:24:48
昆钢科技(2020年6期)2020-03-29 06:39:32
制造技术与机床(2018年10期)2018-10-13 06:36:34
智富时代(2018年5期)2018-07-18 17:52:04
城市轨道交通研究(2017年4期)2017-05-10 08:09:44
—— 储罐
党员干部之友(2016年6期)2016-08-01 06:06:49
