核电厂全绝缘浇注母线可靠性分析
2017-12-23 06:18深圳中广核工程设计有限公司翟长春
电力设备管理 2017年11期
深圳中广核工程设计有限公司 翟长春
核电厂全绝缘浇注母线可靠性分析
深圳中广核工程设计有限公司 翟长春
近年来全绝缘浇注母线设备在核电厂已多次发生短路故障,为提高运行的可靠性,进一步优化中压大电流回路的方案设计,结合核电厂的特点及事故现场的经验反馈,对全绝缘浇注母线在工程应用中存在不足和原因进行了分析,分析结果表明其绝缘结构和现场浇注工艺水平是造成事故的主要原因。
全绝缘浇注母线;短路故障;可靠性;改进措施
1 引言
核电厂中压导体通常采用金属封闭母线和交联聚乙烯电缆,由于多地处滨海厂址,环境湿热,金属封闭母线设备的支撑绝缘子表面及箱体内壁会存在着不可避免的凝露现象[1][2],部分火电厂也存在类似的问题,这在很大程度上分降低母线的绝缘强度,给机组的运行带来安全隐患。
核电厂中压厂用电系统大多采用中性点不接地系统,其主要目的是为保证安全级工艺系统的供电连续性,目前仅有AP1000因无安全级交流电源的供电要求而采用了中性点小电阻接地方式。核电厂如采用交联聚乙烯电缆方案,高厂变及辅变低压侧均为大电流回路,最多采用18根(3×6×500mm2或3×6×630mm2)大截面单芯电缆,且敷设路径较长,电容电流超限又会成为一个普遍性问题,部分电厂的电容电流已超过20A。中性点不接地系统发生单相接地故障时,电容电流过大造成的电弧反复重燃是产生弧光过电压的根本原因,也是发生发电厂电气火灾的主要原因之一。
为解决上述问题,数年前核电厂开始尝试应用一种新的替代方案—全绝缘浇注母线,该产品具有良好的绝缘、耐火、耐腐蚀、耐老化、低烟无卤性能,可有效地解决核电厂存在的凝露和电容电流超限的问题,产品尺寸较小,布置相对灵活,比较适合核电厂地下廊道敷设条件。
中压全绝缘浇母线技术源于比利时的Eta-com betobar公司,主绝缘采用无机矿物质和环氧树脂复合绝缘材料,整体浇注成型,全球已有数十年的生产历史。上世纪八十年代后期与中国台湾安达康公司合作生产,并逐步在中国大陆小批量推广,火电、水电、核电均有小规模的应用。近年来国内数家母线制造企业也研发了同类产品,产品结构型式和工艺制造流程相似,在国内的运行业绩也逐渐增多[3][4],但挂网运行时间均较短,近年来也时有事故发生,产品的长期可靠性仍待进一步验证。
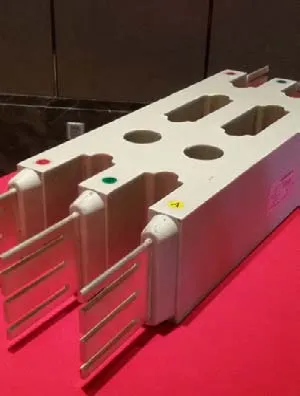
图1 全绝缘浇注母线外形图

图2 全绝缘浇注母线断面示意图
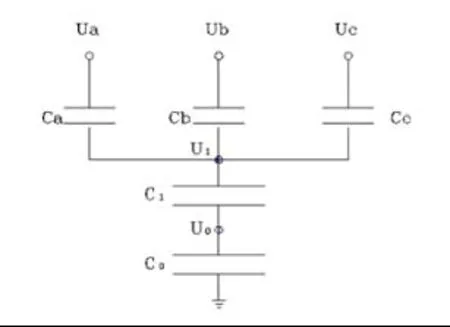
图3 全绝缘浇注母线电容分布示意图
2 全绝缘浇注母线在核电厂的应用及存在问题
国内目前有多个在建或在运的核电厂在高厂变或备用变中压侧回路采用了全绝缘浇注母线产品,最长的运行时间已超过5年,总长度超过8公里。
全绝缘浇注母线通过合理的绝缘材料配方可以达到较优异的电气绝缘性能,也具有非常好的防护等级,可以有效解决共箱母线内部凝露问题。同时相对电缆而言由于固体绝缘介质和空气的串联电容结构,相当于加大了极板间的距离,可以大大降低中压厂用电系统的电容电流。同时由于复合绝缘材料的导热系数比较高,可以有效地降低导体的温升,所以产品的载流能力有也有了较大程度的提升。
由于核电厂是初次采用此类产品,国内电力工程项目的应用案例也不是非常丰富,对于全绝缘浇注母线的性能和可靠性仍需要根据运行情况作全面评估。设计单位对设备的现场安装及验收试验进行了全程的跟踪,同时定期地了解电厂商运后的设备运行情况。总的来说,设备的总体性能良好,基本可以满足使用要求,但也存在一些较为突出的问题,亟需对产品进行一些改进,主要体现在以下几方面。

图4 母线隧道布置示意图
2.1 母线表面电压高
核电在建项目现场电气调试在电气廊道中压浇注母线送电后发现,浇注母线潮湿部位有放电现象,运行人员靠近浇筑母线时,会有毛发吸附感,经测量其绝缘材料表面的对地电压为1000V左右,局部转角部位最高达到1547V。
同时相邻回路浇注母线存在互感,一回路带电,另一回路母线安装时也会有较强烈的吸附和麻刺感。
2.2 电压不平衡
三相电压存在存在不平衡现象,尤其是空载时相电压偏差较大,有时开口三角电压实测会超过16V,高于整定值12V,存在保护误报或误动的风险。
2.3 电磁干扰
全绝缘浇注母线由于没有金属外壳的有效屏蔽作用,将会造成外部空间的电磁环境恶化,会对控制测量电缆以及弱电设备的电磁兼容性要求提出一定的挑战。
现场巡检过程中工作人员也多次发现随身携带的试电笔一直处于闪发报警状态,这也从另一个侧面验证了确实会存在电磁干扰的隐患。
2.4 安装维护不便
中压浇注母线约6米一段,单段重量500余公斤,在封闭的隧道中吊装不便,所在的安装活动均需人工完成;两段之间接头现场浇注,长距离回路中间接头数量庞大。整体的安装工程量和电缆相比而言,大概是数倍乃至十倍以上的关系,给现场工作带来很大的不便,也大大增加了安装费用,此部分费用尽管未体现在设备的直接采购成本中,最终终归是要计入工程总投资当中。我们在方案技术经济比较时只关注设备本身的采购成本,常常忽略了由于方案变化带来的其他隐性成本的增加,可能也会干扰我们的技术判断和最终方案的确定,此点也是需要我们关注的。
由于浇注母线表面静电电荷的存在,极易吸附灰尘,尤其在廊道等封闭潮湿的环境当中,很难保证表面的清洁,且不方便清扫积尘。
2.5 电气绝缘隐患
由于现场增加了数量庞大的中间接头或伸缩节,都需要人工现场安装或浇注,无论是现场环境还是浇注环节 ,和工厂内产品浇注工艺水平相比还是存在很大的不足,所以众多接头将是绝缘最薄弱的环节,也是最易发生放电和绝缘击穿的部位,接头处的防护等级基本上达不到产品所标称的IP67的防护等级。
根据现场的经验反馈,当母线淋水或潮湿天气时,母线的绝缘电阻会显著降低,比如浇筑母线绝缘干燥后测量为40兆欧,淋水后测量可能会变为4兆欧。
当母线回路路径过长,每超过一定长度,需要设置母线伸缩节以吸收材料本身的冷热变形量。伸缩节部位外露铜排需外包热缩材料,固体浇料与热缩材料交界处必然会地存在微小的气隙,绝缘结构也就多单一的固体绝缘过渡到固气同时存在的复合绝缘,绝缘强度远低于单一固体或气体绝缘材料的绝缘强度,而且相间母排根部的绝缘距离7.2kV母线约100mm,12kV母线约150mm,为整个产品绝缘结构中的薄弱环节。
实际的运行情况确也验证也以上判断,核电厂已多次发生浇注母线接头和伸缩节部分对地或相间短路故障,故障后需要更换故障部位元件,按照备件准备、专用工具准备、故障母线切割、元件安装、现场浇注、表面打磨、现场检查、绝缘试验、恢复送电等一系列事故处理流程,按24小时三班制作业大概需要3天左右的故障修复时间。

图5 金属铠装中压浇注母线

图6 复合屏蔽封闭绝缘管母线
最令人担忧的安全隐患还不于此,有一种情况假设母线上部绝缘体出现裂隙或劣化纹路,而此时由于绝缘体仍有足够的沿面爬距,足以耐受对地电压而未发生闪络,但如果此时有运行人员不谨触及上部绝缘损伤部位会可能直接对过人体对地击穿。基于以上担忧,部分核电厂沿地下廊道人员通道两侧增设了金属护网,避免运行人员触及母线,也就变相地增加了成本和维护工作量。
3 根本原因分析
3.1 母线表面电压的问题
由于中压全绝缘浇注母线自身的结构特点,它由于没有金属外壳(如图2),无法强制接零,和失地后的高压单芯电缆金属护套的悬浮电压情况非常类似[5]。浇注母线与大地之间存在多种绝缘介质,对地电容的分布相对比较复杂,如图3所示,主绝缘电容(Ca Cb Cc)、绝缘底座绝缘体电容(C1)、空气及其杂散电容(C0)等各部分形成了串联电容,由于电容分压效应造成主绝缘外表面始终存在着悬浮电位(U1),绝缘底座表面也会有一定的电位电压(U0)。由于本文中对地电容是形成绝缘表面电位的主要原因,对相间电容分布暂不作展开讨论。
3.2 电磁干扰的问题
根据核电厂部分运行经验反馈,因为动力电缆电磁干扰造成的电子设备误动也偶有发生,且有一定的随机性,并难以确定真实的干扰源,所以抑制电磁干扰是必须考虑的问题。
核电厂内各种电子设备本身的电磁兼容性能基本上可以满足常规的电磁环境条件,但对于不加屏蔽的高压导体,其电磁环境和裸导体基本无异,对弱电设备的可靠性会有不确定性的影响。核电厂的浇注母线和大量电缆共用一个隧道,如前文所述,浇注母线和电缆有一个明显的区别是没有金属屏蔽层,与电缆尤其是弱电回路电缆共用通道在电力工程上并无类似先例(如图4所示),尽管目前尚未发生相关的问题,但理论上对弱电设备以及控制测量电缆始终存在一定的安全隐患。对于类似的可能产生电磁干扰的因素,应尽量在设计阶段予以避免或限制。
3.3 电气绝缘问题
中压全绝缘浇注母线的大部分绝缘材料为粉状无机材料,已很大程度上改变了原有的矿物分子或结晶体结构,需添加环氧树脂等有机材料进行粘结固化,本身材料的特性容易沾染灰尘,且不易清理,且具有较强的吸湿性,所以通常会随环境湿度的变化显现较为明显的绝缘电阻差异。
同时现场中间接头部位的浇注工艺和工厂也存在较大的差异,经过小型设备的搅拌后,用料桶倒入模具,打平、凝固、打磨,其实和真空浇注的概念是有差异的,类似土建施工中的混凝土浇注工艺,微小的气泡是无法避免,气隙内的高场强是引发局放和绝缘劣化损伤的重要因素。
4 结论及建议方案
对于中压全绝缘浇注母线这样一种产品,其实也并非新生事物,全球已经有数十年的生产历史,但一直未得到大量推广,目前在国内电力行业应用方面尚存在一定的争议。
中压全绝缘浇注母线具有绝缘优异、载流能力强、耐老化、体积小、零维护等产品特征,其基本性能可以满足特定工作环境的使用要求,在很多方面也确有一定的优势。但是否可以认为是传统共箱母线的理想升级产品,仍需要运行数据来验证。
尽管世界上没有任何一种产品是完美的,但努力提高电气设备的可靠性永远是我们追求的目标,文中所提及的中压全绝缘浇注母线的一些问题是客观存在的,结合我们在核电工程遇到的一些问题,对于类似的工程项目提出如下建议:
(1)对于户外或户内高位安装,而人员不易触及的母线布置型式,建议可以采用中压全绝缘浇注母线,可以充分发挥其防凝露、低电容电流、耐老化的优势;
(2)对于户内或地下廊道布置型式,中压全绝缘浇注母线和控制测量电缆应严格分通道敷设,避免电磁干扰问题,以免引起DCS和电气保护的误报、误跳;
(3)针对母线中间接头部位故障率高的问题,建议制造商应提高现场浇注封装工艺水平,解决工厂和现场浇注工艺的差异,提高设备的运行可靠性;
(4)针对母线中间伸缩节部位的绝缘结构进行优化,加大相间绝缘距离,并在母排包裹工艺上消除根部的气隙;
(5)建议全绝缘浇注母线出厂前增加一道施釉工艺,改善母线表面质量和电气性能,以解决易吸湿、易沾污的问题,提高绝缘强度;
(6)针对中压全绝缘浇注母线表面悬浮电位的问题,建议选用如图5所示的金属铠装、单相浇注、双重绝缘的中压浇注母线,电磁兼容性好,基本可以做到免维护;或者采用图6所示的无卤素的复合屏蔽封闭绝缘管母线,此类产品在电网有非常多的运行经验,同样可以解决母线表面安全接零的问题。
综上所述,三相一体式的中压全绝缘浇注母线在国内的应用尚不广泛,其产品结构特征存在一定的局限性。尤其是国内制造企业大多处于小批量生产阶段,产品的性能仍需通过一定时间的挂网运行来进一步检验,然后根据运行的经验反馈进入一个逐步改进、提高、完善的良性阶段。我们要客观地正视产品可能存在的问题,吸取运行经验,不断地改进优化,消除隐患的存在,争取早日做到真正意义上的产品升级。
[1]刘建华.大型发电厂6kV封闭母线绝缘低的处理对策 [J].中国电力,2002,(04):71-72.
[2]豆占良;张立功; 宋柏阳.电厂封闭母线绝缘下降的原因分析与处理措施 [J].电力科学与工程,2016,(02):37-42.
[3]徐进军.全浇注绝缘母线在水利水电工程的选型及应用[J].水电站机电技术,2015,(05):48-51.
[4]徐宇骏.全浇注绝缘母线在发电机组励磁系统的应用.安徽电力,2015(06):23-25.
[5]丛光,韩晓鹏,等.高压单芯电缆接地系统破坏后的悬浮电压分析.供用电,2009(05):61-64.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
设备管理与维修(2022年21期)2022-12-28
中国特种设备安全(2022年1期)2022-04-26
防爆电机(2021年3期)2021-07-21
电子制作(2018年19期)2018-11-14
电子制作(2018年10期)2018-08-04
电子制作(2017年7期)2017-06-05
中国核电(2017年1期)2017-05-17
电测与仪表(2016年9期)2016-04-12
电测与仪表(2016年10期)2016-04-12