
基于Aspen plus对甲醇精制工段的模拟与优化
2017-12-20 02:45:59侯国安马少宁
山东化工 2017年22期
周 凯,侯国安,马少宁
(银川能源学院,宁夏 银川 750100)
化工设计
基于Aspen plus对甲醇精制工段的模拟与优化
周 凯,侯国安,马少宁
(银川能源学院,宁夏 银川 750100)
以神话宁煤集团甲醇精致装置为研究对象,利用先进的Aspen Plus工程设计软件对甲醇精致工段进行全流程模拟,分析了模拟结果,并通过软件中"Sensitivity"功能对精馏塔的回流比、进料位置等操作条件进行优化,从而指导实际生产,为工艺方案比对,优化设计提供模拟和预测。
甲醇精馏;流程模拟;Aspen plus;系统优化
从20世纪70年代美国麻省理工研发Aspen plus流程模拟软件并后续将其推入市场投其化工生产中到现在为止,在这期间,甲醇精馏在化工生产中的发展需求随着Aspen plus模拟的发展而更加的迅速,准确[1]。从第一次将Aspen plus模拟应用于精馏工艺中到近年来,人类锲而不舍的改良软件的功能特性,对精馏的模拟方法进行深入的研究。
现如今,利用Aspen plus模拟精馏工段早已出现,但是国外凭借已有多年的开发与应用经验,在此基础上又推出了更多的化工流程模拟并且迅速的应用于实际生产中,然而,近几年来,国内才开始重视并且将其应用,尚未普遍、广泛的应用于各大企业[2]。 本文采用神华宁煤集团甲醇精制四塔精馏工艺,通过实际生产和流程模拟进行相互结合,包括预塔、加压塔、常压塔及回收塔,预塔的目的除去粗甲醇中的溶解气体及低沸点组分;加压塔和常压塔主要的目的是除去水及高沸点杂质获得纯度较高的甲醇;回收塔的目的为了减少废水排放进一步回收甲醇,同时也减少了废水中甲醇的含量[4]。
1 模拟计算
1.1 模拟流程概述
来自甲醇合成工段的粗甲醇首先进入粗甲醇换热器(E-1001),换热至72℃后进入预精馏塔(T-1001),预精馏塔中设置的冷凝器将塔内上升气中的甲醇大部分冷凝下来后到塔底,未被冷凝的甲醇蒸汽、不凝气及轻组分再次被继续冷却。预精馏塔底的甲醇水溶液经加压泵送至加压塔(T-1002),和预精馏塔精馏过程相似,塔顶甲醇蒸汽进入冷凝器/再沸器,作为常压热源。被冷凝的甲醇蒸汽进入加压塔回流槽被冷却,一部分由加压回流泵升压送至塔顶作回流,其余经冷却器(E-1004)冷却至40℃以下作为AA级精甲醇送至甲醇槽。由加压塔底排出的甲醇液降温进入常压塔(T-1003),由常压塔顶甲醇蒸汽经冷凝器(E-1003)冷凝至40℃以下进入常压塔回流槽,后经回流泵加压,一部分送至常压回流,其余作为GB级产品送出。常压塔产品-含有乙醇及其他杂质的甲醇水溶液,从下部塔板上出来经换热器进入回收塔(T-1004),并经过回收塔进料泵加压作为回收塔原料。回收塔塔顶蒸汽经冷却器冷却至40℃,进入回流槽, 一部分送至汽提塔顶回流,其余部分作为产品送至精甲醇槽。
1.2 模块及物性方法的选择
在Aspen plus中有很多种精馏模块:例如DSTWU、Distil、RadFrac等等。RadFrac是严格精馏计算模型,用于模拟多种类型的多级汽液精馏操作,主要包括:吸收、精馏、萃取等。
物性方法的选择与模拟的准确性在很大程度上相关,也就是说它的选择是流程模拟能否准确的关键决定部分。所以Aspen plus也提供了适合很多体系的方法,通过应用不同的物性方法模拟结果对比,选出最适合的物性方法。在本文的模拟中,粗甲醇体系成分中,甲醇和水以高含量占据主要部分,所以,首先考虑甲醇和水之间的二元汽液平衡数据。鉴于甲醇与水体系存在较强的分子间相互作用,形成的是非理想的极性物系,而且在精馏工段中所有流程中的操作压力都在10bar以下。综合以上综述内容,确定在本论文的所有模拟塔中,其物性方法选用NRTL-RK进行操作。
2 模拟结果及讨论
2.1 模拟参数输入
甲醇精馏模拟系统的设计是以神华宁煤集团的工艺数据为基础。模拟的初始参数如表1,2所示。
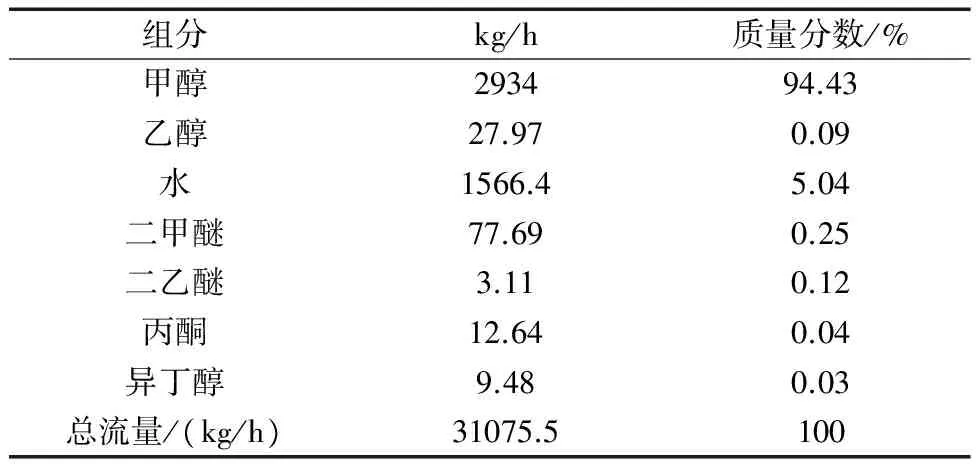
表1 原料初始数据

表2 设备操作参数
2.2 甲醇精馏系统模拟与优化
2.2.1 预塔的模拟及优化
将预塔数据输入Aspen plus进行流程模拟,得出模拟结果如表3所示。
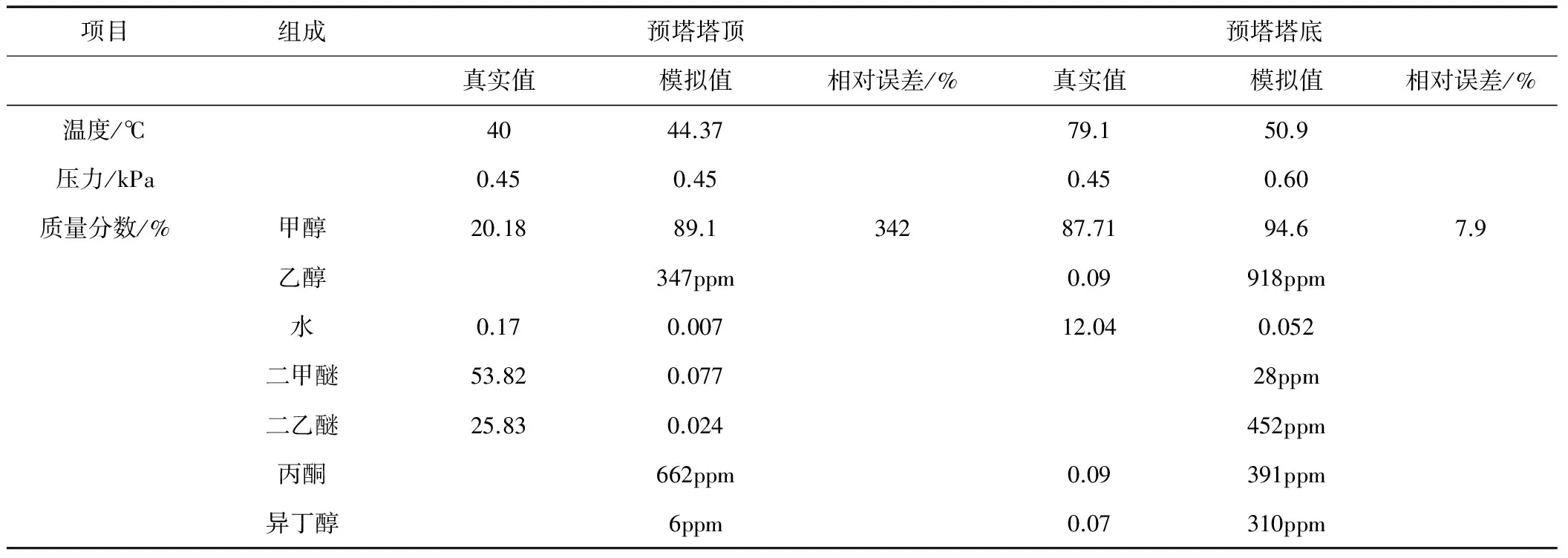
表3 预精馏塔模拟结果
通过Aspen plus软件中的“Sensitivity”分别对预塔温度、压力、回流比及蒸馏速率进行灵敏度分析,得出结果如图2-1,2-2,2-3,2-4所示。
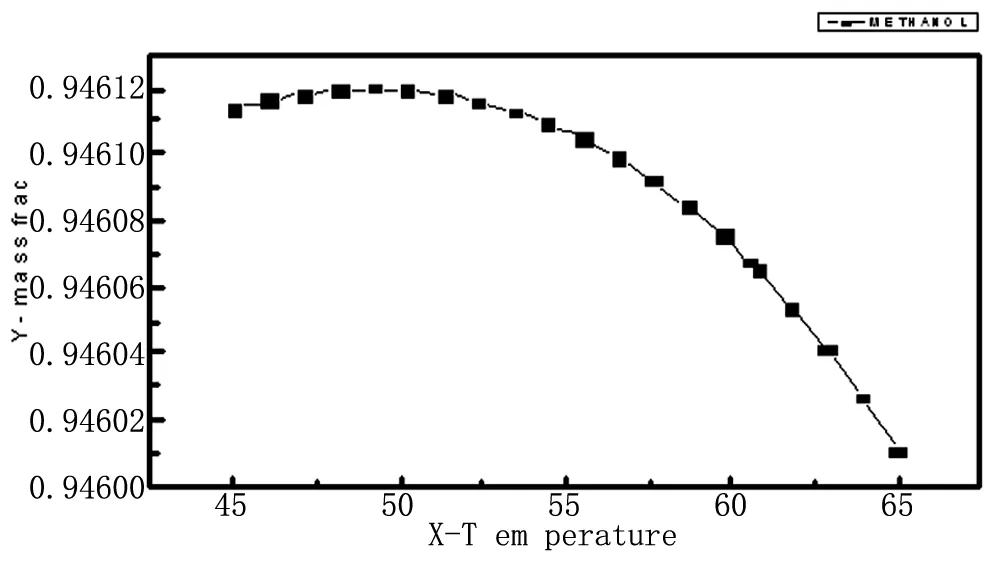
图1 预塔塔顶温度和甲醇质量分数的关系
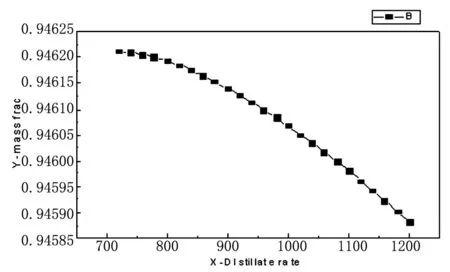
图3 预塔甲醇质量分数和蒸馏速率的关系
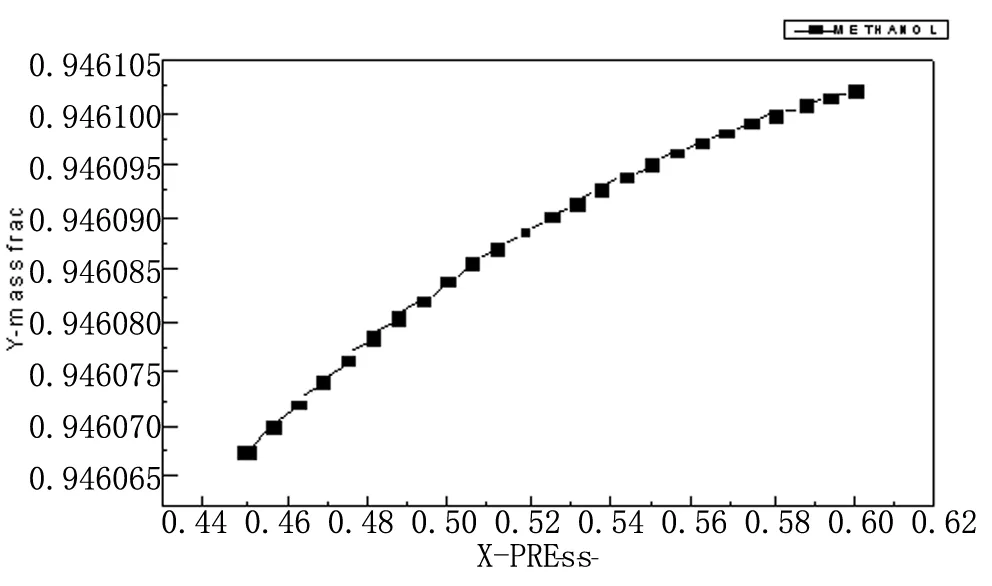
图2 预塔塔顶压力和甲醇质量分数的关系

图4 预塔回流比与甲醇质量分数的关系
由以上图分析得出结论:预塔的温度、压力、蒸馏速率和回流比都对出口甲醇质量分数产生影响,通过数据显示,在温度为51℃,蒸馏速率为720kg/h,选择合适的回流比和压力,可以对预塔的工艺参数进行优化。
2.2.2 加压塔的模拟结果与优化
将加压塔数据输入Aspen plus进行流程模拟,得出模拟结果如表4所示。

表4 加压塔模拟结果
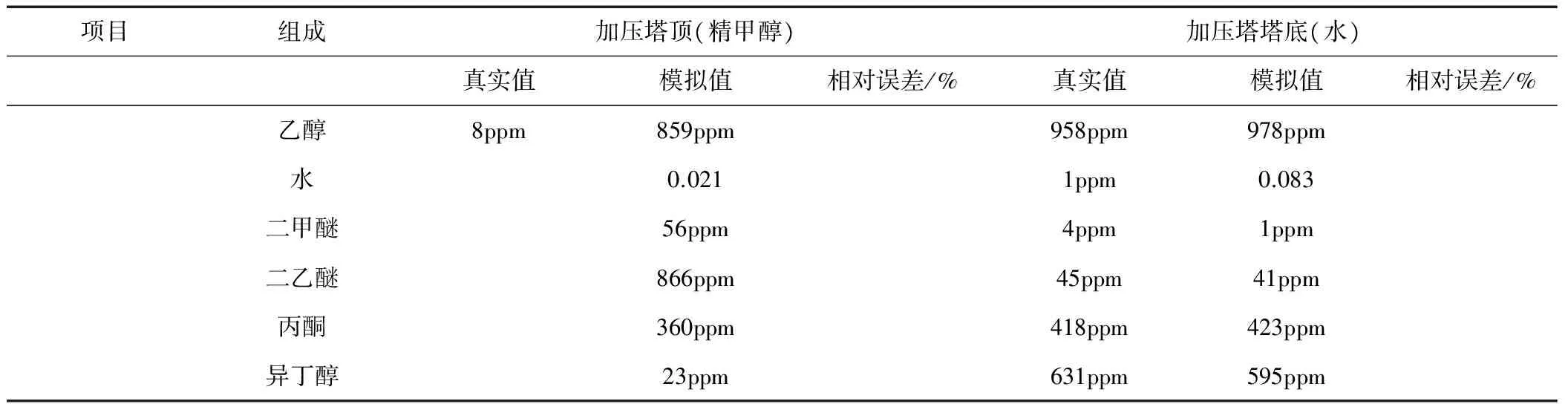
表4(续)
通过Aspen plus软件中的“Sensitivity”分别对加压塔温度、压力、回流比及蒸馏速率进行灵敏度分析,得出结果如图5,6,7,8所示。
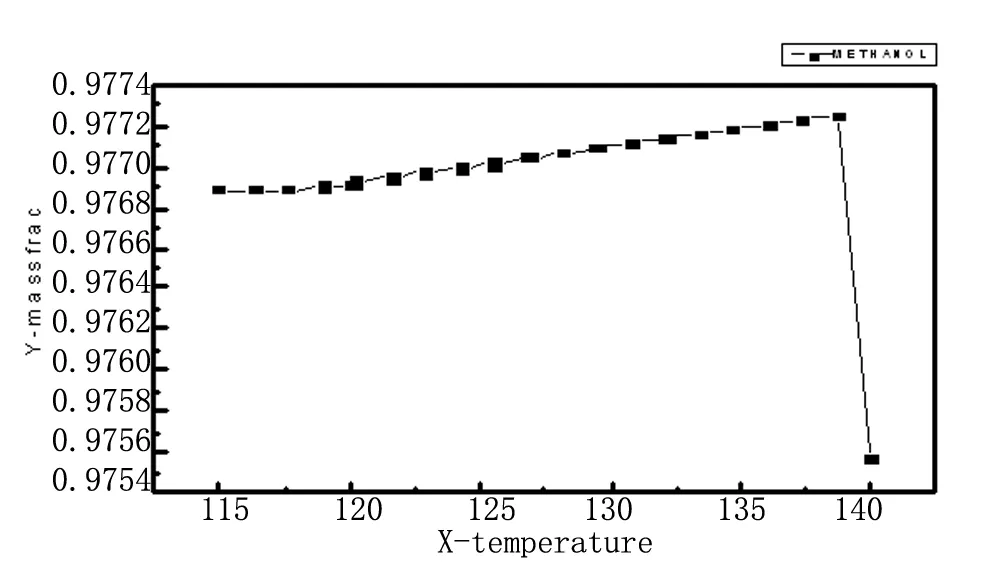
图5 加压塔塔顶温度和甲醇质量分数的关系
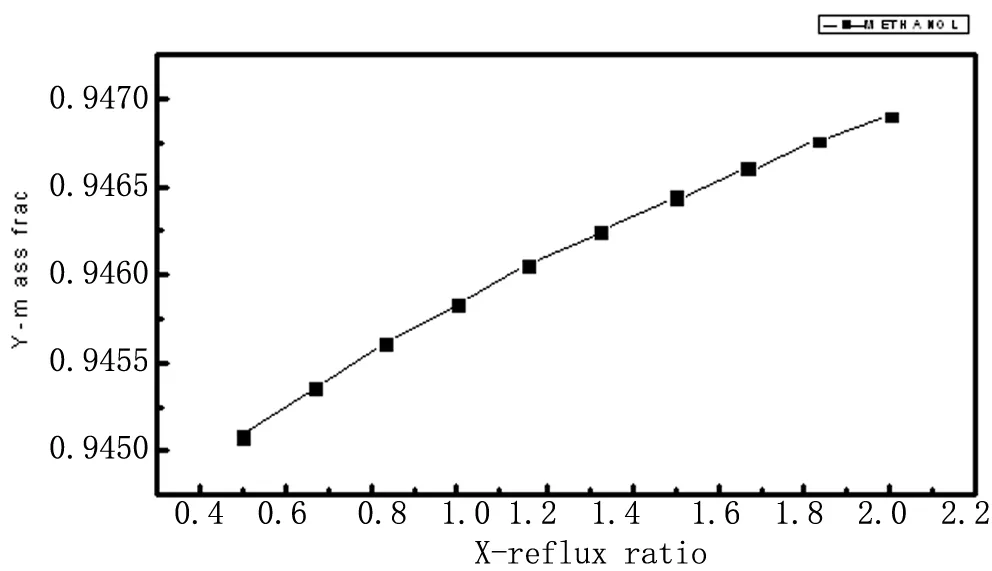
图7 加压塔蒸馏速率和甲醇质量分数的关系
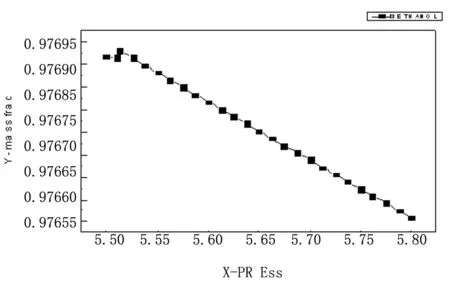
图6 加压塔塔顶压力和甲醇质量分数的关系
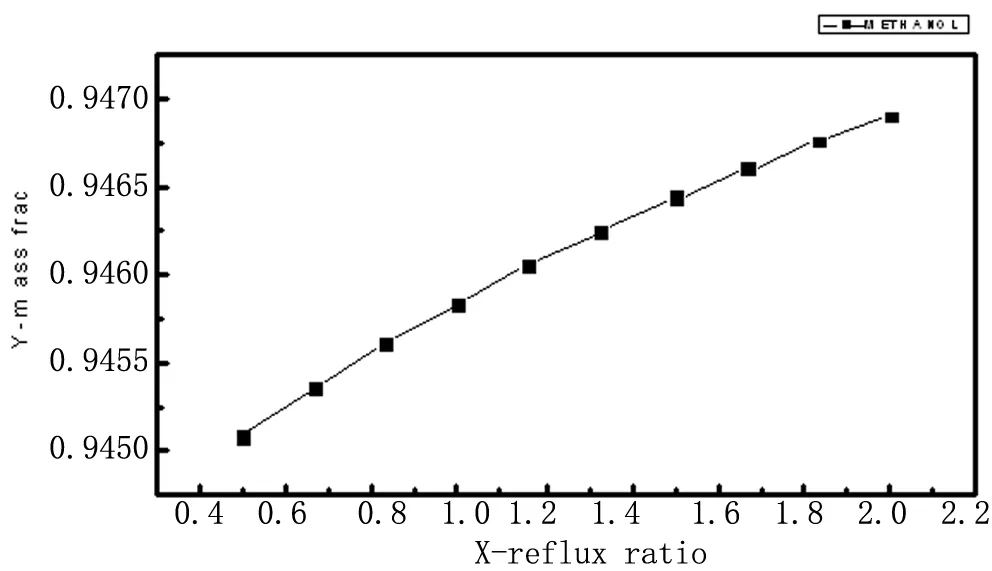
图8 加压塔回流比和甲醇流量的关系
由以上图分析得出结论:加压塔的温度、压力、蒸馏速率和回流比都对出口甲醇质量分数产生影响。通过数据显示,在温度为136℃,压力为5.52bar,选择合适的回流比和蒸馏速率,可以对加压塔的工艺参数进行优化。
2.2.3 常压塔的模拟结果与优化
将常压塔数据输入Aspen plus进行流程模拟,得出模拟结果如表5所示。
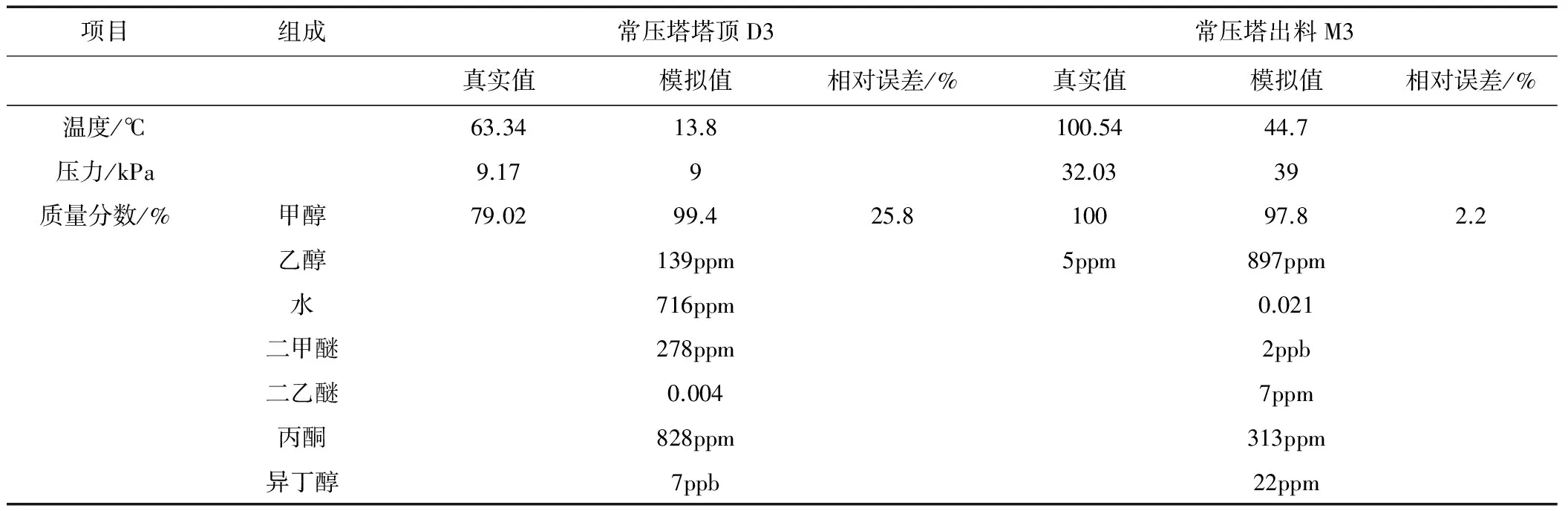
表5 常压塔模拟结果
通过Aspen plus软件中的“Sensitivity”分别对常压塔温度、压力、回流比及蒸馏速率进行灵敏度分析,得出结果如图9,10,11,12所示。

图9 常压塔塔顶温度和甲醇质量分数的关系
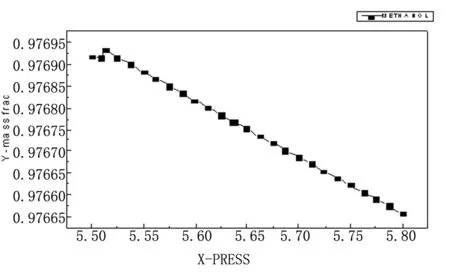
图10 常压塔塔顶压力和甲醇质量分数的关系
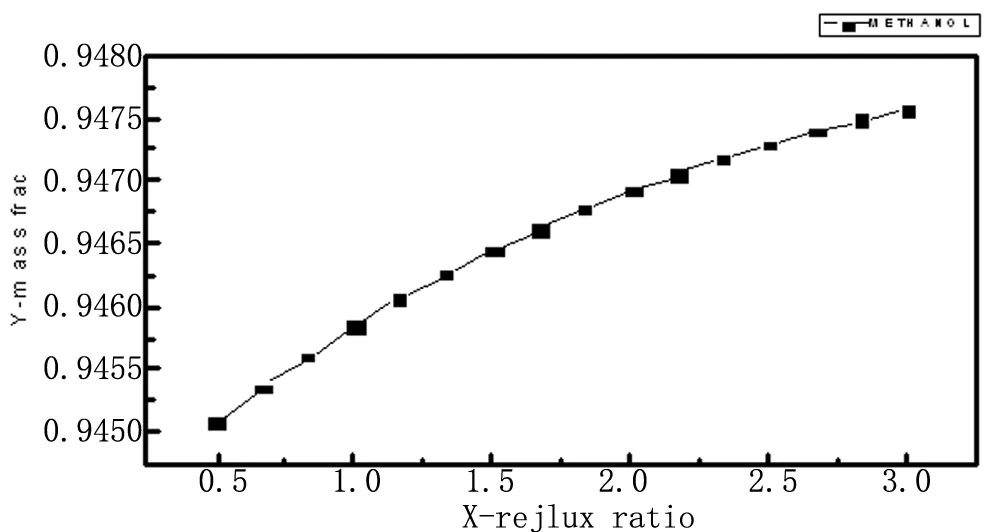
图11 常压塔蒸馏速率和甲醇质量分数的关系
图12 常压塔回流比和甲醇质量分数的关系
由以上图分析得出结论:常压塔的温度、压力、蒸馏速率和回流比都对出口甲醇质量分数产生影响。通过数据显示,在压力为5.52bar,选择合适的温度、回流比和蒸馏速率,可以对加压塔的工艺参数进行优化。
2.7 回收塔的模拟结果与分析
将回收塔数据输入Aspen plus进行流程模拟,得出模拟结果如表6所示。
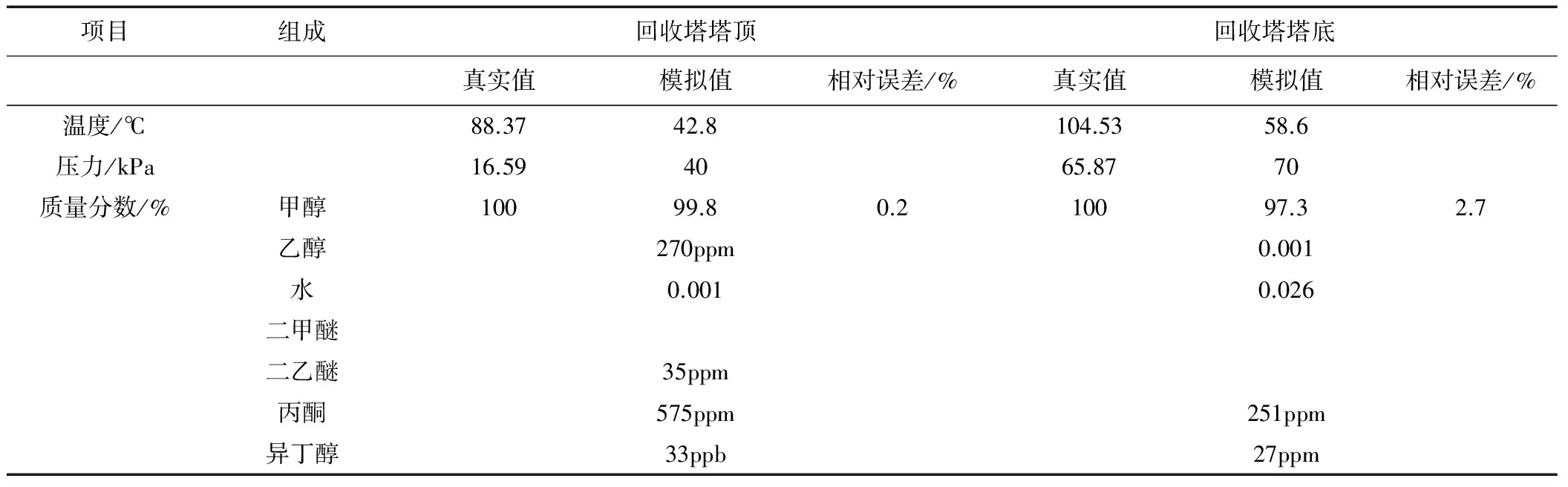
表6 回收塔模拟结果
通过Aspen plus软件中的“Sensitivity”分别对回收塔温度、压力、回流比及蒸馏速率进行灵敏度分析,得出结果如图13,14,15,16所示。
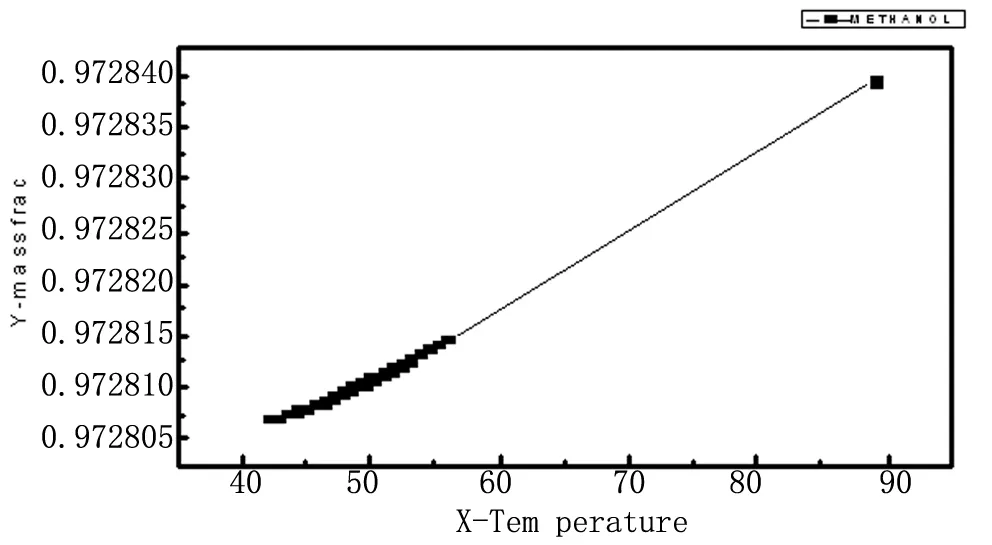
图13 回收塔塔顶温度和甲醇质量分数的关系
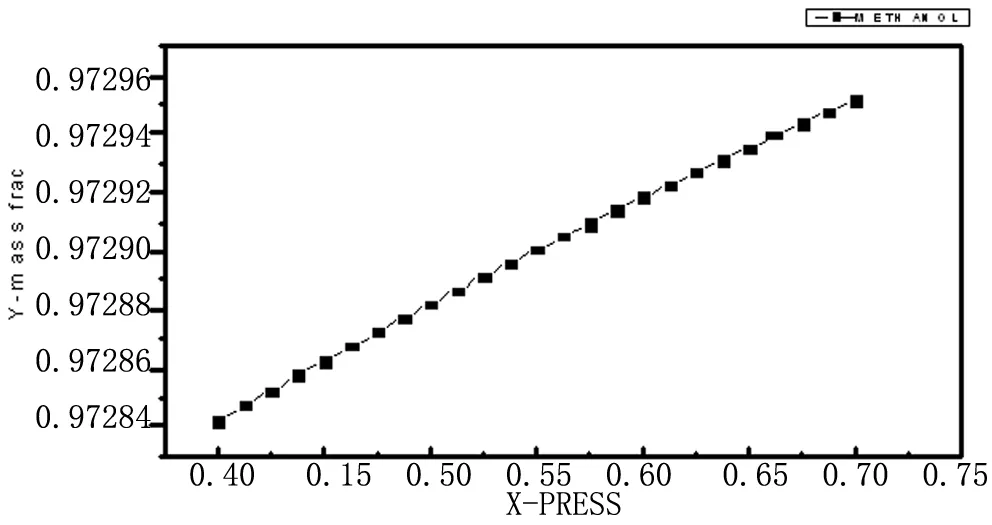
图14 回收塔塔顶压力和甲醇质量分数的关系
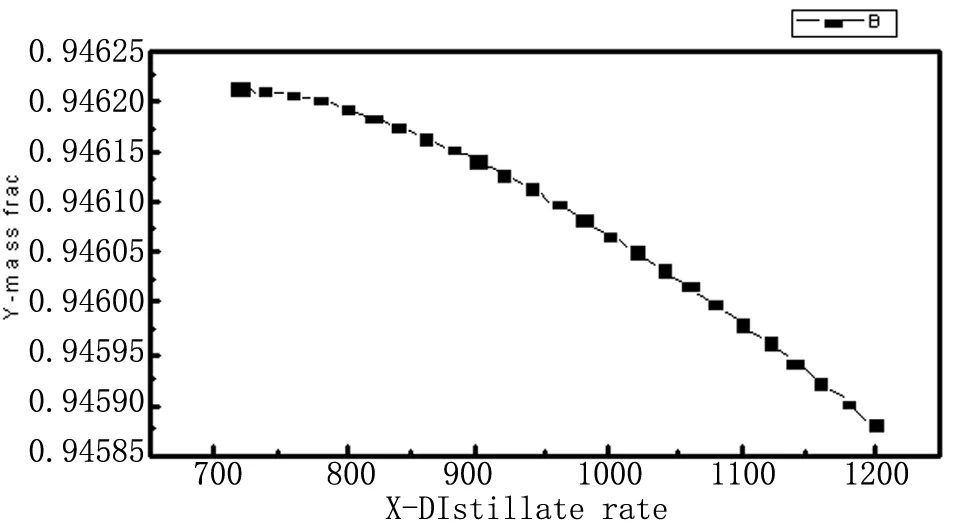
图15 回收塔蒸馏速率和甲醇质量分数的关系
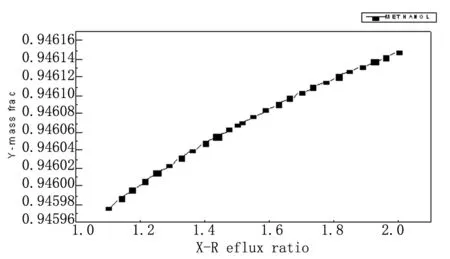
图16 回收塔回流比和甲醇质量分数的关系
由以上图分析得出结论:回收塔的温度、压力、蒸馏速率和回流比都对出口甲醇质量分数产生影响。通过数据显示,在压力为5.52bar,选择合适的温度、回流比和蒸馏速率,可以对加压塔的工艺参数进行优化。
2.3 全流程模拟结果及分析
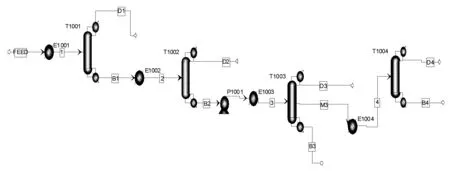
图17 甲醇精致工艺流程图
以下是参考神华宁煤甲醇精致工段的实际生产数据,见表7所示。
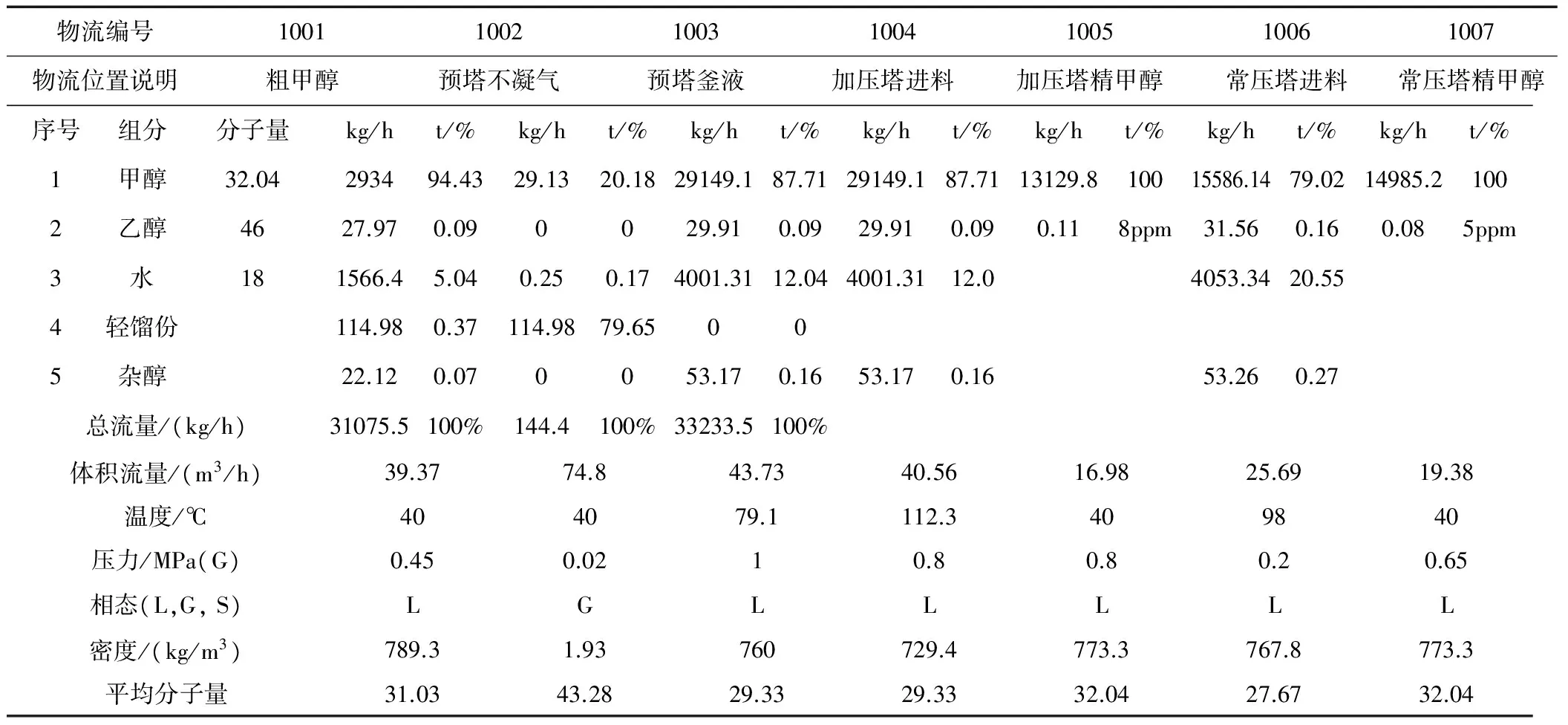
表7 实际数据
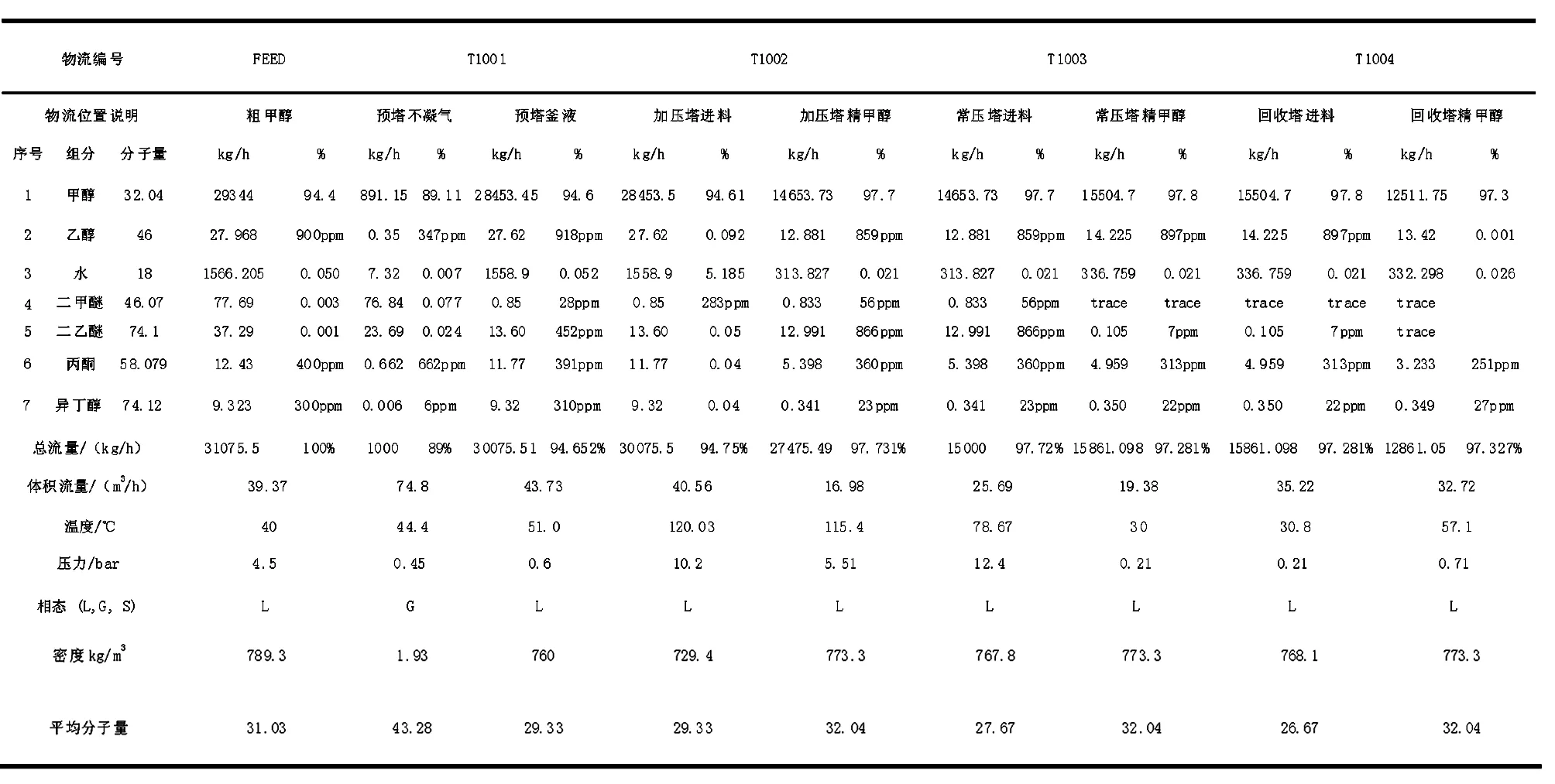
通过数据输入Aspen Plus进行流程模拟,得到模拟数据见表8所示。
3 结论
(1)本文以神华宁煤集团有限公司甲醇精致工段为研究对象,利用Aspen plus软件进行全流程模拟,模拟结果中回收塔产品中甲醇的质量分数为97.3%,而实际生产企业中甲醇的质量分数接近100%,其模拟结果误差小于2.7%。因此Aspen plus模拟甲醇精制工艺的理论数据对其工艺提供了有力的支持,同时,将其应用于实际生产具有理论性的指导意义。
(2)考虑到精馏塔温度、压力、回流比、蒸馏速率等各种因素对精馏结果产生影响,从以上各因素出发进行各个塔的灵敏度分析,通过相对应的曲线说明相关的结论,并结合考虑经济性得出最优的操作条件。
[1] 宋维仁. 大型煤化工甲醇精馏过程模拟与仿真[D].上海:华东理工大学,2012.
[2] 朱明明. 甲醇精馏装置的流程模拟与优化[D].上海:华东理工大学,2016.
[3] 常 虹.甲醇精馏系统模拟与优化[D]. 大连:大连理工大学,2010.
[4] 王绍云. 甲醇精馏系统的模拟与优化研究[D]. 北京:北京化工大学,2014.
[5] 张治山,杨超龙. Aspen Plus在化工中的应用[J]. 广东化工,2012(03):77-78.
[6] 许桂忠. 合成甲醇精制过程的优化[D].杭州:浙江大学,2005.
[7] 樊艳良. 用Aspen Plus对反应精馏的模拟计算[J]. 上海化工,2007,(05):14-19.
[8] 张士金. 德国鲁奇60万吨甲醇合成工艺产能提高的研究[D]. 西安:西北大学,2013.
[9] 李 峰,赵新堂,万宝锋. 流程模拟软件Aspen Plus在精馏塔设计中的应用[J]. 浙江化工,2014,(09):48-51,55.
[10] 朱晓芸. 甲醇三塔精馏过程控制及仿真[D].上海:华东理工大学,2014.
2017-09-14
周 凯,教师,主要从事流程模拟仿真和自动控制。
TQ223.121
A
1008-021X(2017)22-0114-05
(本文文献格式:周凯,侯国安,马少宁.基于Aspen plus对甲醇精制工段的模拟与优化[J].山东化工,2017,46(22):114-118,122.)
猜你喜欢
化工管理(2022年14期)2022-12-02 11:46:54
中国特种设备安全(2022年1期)2022-04-26 14:16:22
科技创新导报(2022年10期)2022-03-24 22:42:13
中国化工贸易·下旬刊(2020年1期)2020-05-28 17:25:45
化工管理(2020年1期)2020-03-04 12:21:56
石油石化绿色低碳(2019年6期)2019-02-13 09:39:01
河南化工(2017年5期)2017-06-09 18:07:43
氮肥与合成气(2017年2期)2017-03-23 05:49:59
中国化肥信息(2016年27期)2016-05-17 04:25:18
石油工业技术监督(2016年2期)2016-04-06 14:59:23
