搅拌摩擦焊和热处理复合工艺对2219铝合金组织性能的影响
2017-12-15 05:57:57李小霞李建军王泽宇
中国机械工程 2017年23期
李小霞 黄 亮 李建军 王泽宇
1.华中科技大学材料科学与工程学院,武汉,4300742.华中科技大学材料成形与模具技术国家重点实验室,武汉,430074
搅拌摩擦焊和热处理复合工艺对2219铝合金组织性能的影响
李小霞1,2黄 亮1,2李建军1,2王泽宇1,2
1.华中科技大学材料科学与工程学院,武汉,4300742.华中科技大学材料成形与模具技术国家重点实验室,武汉,430074
研究了不同时效温度和时间对2219铝合金组织性能的影响,对比了搅拌摩擦焊-固溶-时效、固溶-搅拌摩擦焊-时效、固溶-时效-搅拌摩擦焊这三种复合工艺所得2219铝合金的力学性能。结果表明,2219铝合金最佳时效工艺是180℃/6h,其抗拉强度为386MPa,断后延伸率为24.8%,该工艺所得微观组织中晶界上没有位错和第二相粒子,晶内弥散着细小的θ″相。最佳复合工艺方案为搅拌摩擦焊-固溶-时效,所得2219铝合金抗拉强度为380MPa,断后延伸率为15.4%。该工艺所得焊缝组织晶粒异常长大,薄弱区为热影响区,单向拉伸所得断口的韧窝较大较深,底部存在着第二相粒子。
2219铝合金;热处理;搅拌摩擦焊;组织性能;析出相
0 引言
近年来,我国航天运载火箭的运载能力逐渐提升,而决定火箭运载能力的重要因素之一就是火箭芯级直径。火箭芯级直径越大,则燃料贮箱容量越大,能装载的推进剂燃料越多,可提供的起飞推力越大,从而火箭的运载能力也就越强[1-2]。从“长征一号”到“长征七号”、“长征五号”以及未来的“长征九号”,火箭芯级直径从2.25 m逐步发展成3.35 m、5 m以及未来的10 m[3-4],因此,对运载火箭芯级结构件的制造工艺也提出了越来越高的要求。制造运载火箭燃料贮箱采用的材料主要是2219铝合金,是一种Al-Cu-Mn系可热处理强化的铝合金,具有良好的高低温力学性能、断裂韧性、可成形性能、机械加工性能以及焊接性能,可以满足运载火箭贮箱对原材料的性能要求[5-8]。贮箱箱底采用的是瓜瓣和顶盖的椭球形组合结构,必须通过复杂的材料热处理、冷冲压成形和搅拌摩擦焊(FSW)工艺复合加工制造而成,导致最终的材料力学性能难以控制,必须深入研究在不同加工工艺条件下材料宏观成形和微观组织演变的科学规律。其中,材料热处理、搅拌摩擦焊工艺对贮箱结构件的力学性能起着重要的作用,因此,必须深入研究搅拌摩擦焊工艺和热处理复合工艺对2219铝合金组织和性能的影响。
国内外学者对2219铝合金材料热处理和搅拌摩擦焊工艺进行了大量研究,师春生等[9]、赵乃勤等[10]研究了不同的固溶温度和时间、淬火转移时间、时效温度和时间对2219铝合金力学性能的影响。陈迎春等[11]对2219-O铝合金进行了搅拌摩擦焊工艺研究,发现在转速为800 r/min、焊接速度为200~400 mm/min时,接头抗拉强度与母材相同。王春炎等[12]对2219-T87铝合金进行了搅拌摩擦焊工艺研究,所得接头的室温拉伸强度至少可达母材的70%。陈华斌等[13]在对2219铝合金板料进行搅拌摩擦焊工艺研究时,发现FSW缺陷区域存在着无定形的Al2O3颗粒,Al2O3颗粒影响了FSW焊接接头的力学性能。罗传红等[14]对2219-T6铝合金进行了搅拌摩擦焊工艺研究,所得接头室温拉伸强度可达母材的75%左右,且通过焊后固溶时效及再结晶的热处理工艺可以改善焊接接头性能。杜波等[15]对2219铝合金与2A16铝合金的异种金属固相焊接进行了研究,发现在焊缝的热机影响区和热影响区均出现了硬度减小的现象,同时也成为单拉试验中最先出现裂纹的区域。康举等[16]对2219-T8铝合金搅拌摩擦焊接头薄弱区进行了研究,发现2219-T8铝合金FSW接头的薄弱区为热机影响区(thermo mechanically affected zone,TMAZ)的原因在于TMAZ区域上下变形不对称、硬度最小,故容易萌生裂纹。以上研究都是单独研究热处理或FSW工艺对2219铝合金的组织性能影响,并没有研究FSW和热处理复合工艺对2219铝合金组织性能的影响规律。然而在实际生产中,热处理和FSW作为贮箱制造工艺中的两道重要加工工艺,工艺间的复合作用对2219铝合金的组织和性能有着非常重要的影响,探索其中影响规律对调控运载火箭贮箱的力学性能有着重要的意义。
本文首先研究不同时效温度和时间对2219铝合金力学性能的影响,并获得较佳的2219铝合金时效热处理制度。然后对比FSW-固溶淬火-时效、固溶淬火-FSW-时效、固溶淬火-时效-FSW三种复合加工工艺所得到的2219铝合金的力学性能,并获得较佳的2219铝合金复合加工工艺。最后阐明不同复合加工工艺对2219铝合金微观组织的影响,深入揭示搅拌摩擦焊工艺和热处理复合工艺对2219铝合金组织和性能的影响规律。
1 实验材料
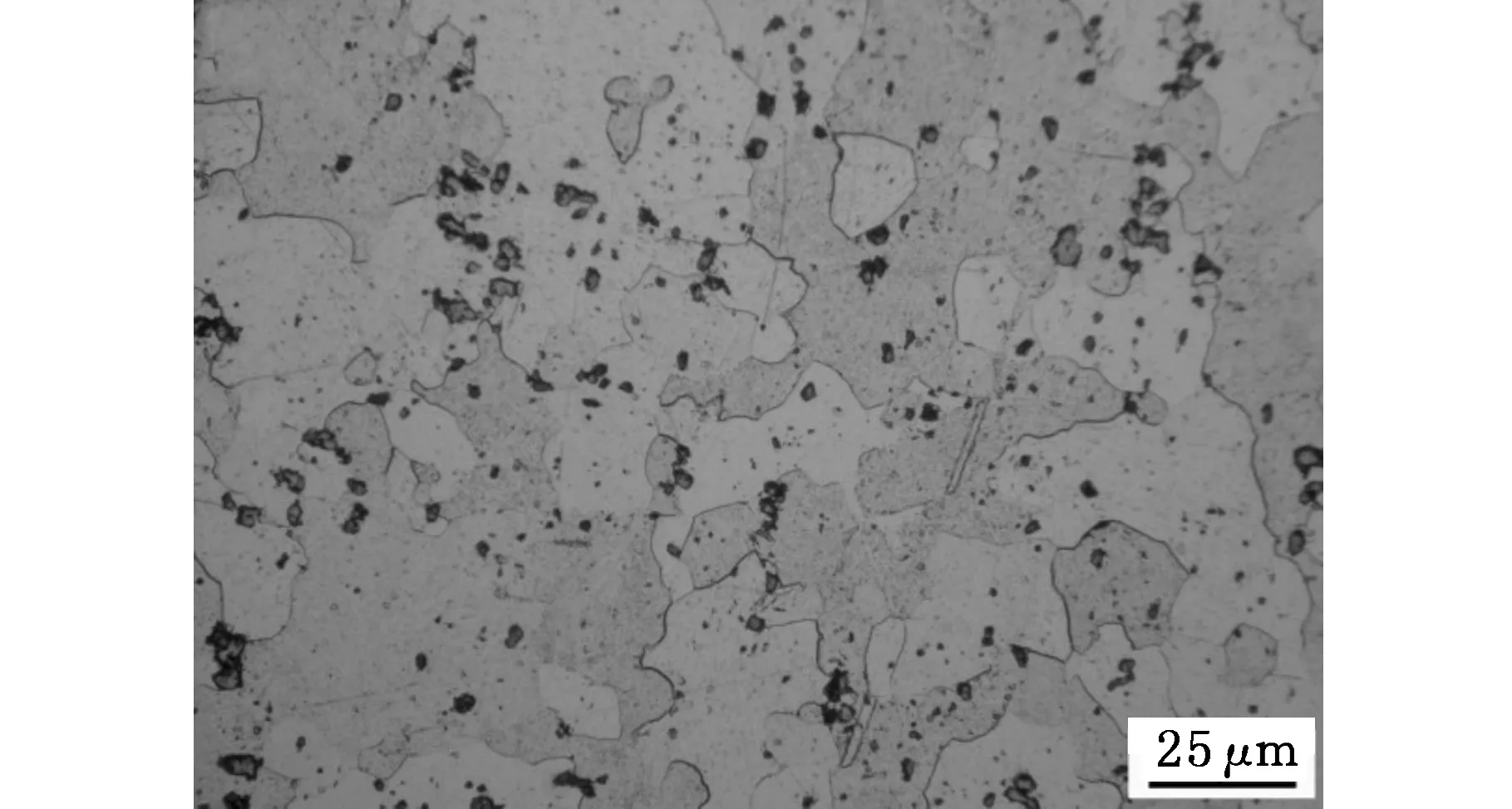
实验所用材料为2219铝合金轧制板材,厚度为2 mm。表1所示为2219铝合金板材的化学成分。图1为2219铝合金板材的金相组织图。从图1可以看出,原始板材组织的晶粒大小相近,沿着轧制方向稍微有所拉长,长度为40~80 μm,宽度为30~60 μm。对2219铝合金原始板材进行单向拉伸力学性能测试,可得到其抗拉强度为151 MPa,断后延伸率为34%。

表1 2219铝合金化学成分
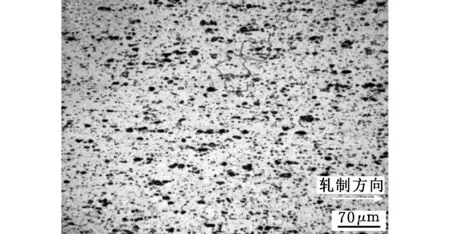
图1 2219铝合金板材金相组织示意图Fig.1 Metallographic structure of 2219 aluminum alloy
2 实验方法
2.1 单向拉伸试验
单向拉伸试验采用的设备为AG-100KN材料高温持久性能试验机。根据国家标准GB/T 228-2002,单向拉伸试样采用线切割设备将板料沿轧制方向切割得到,其形状和尺寸见图2。在单向拉伸试验中,试样拉伸速度为1 mm/min,标距为15 mm,拉伸温度为室温,拉伸过程持续到试样发生断裂为止。当试样表面、加工面粗糙度较大时,需要用砂纸打磨平整,以避免拉伸过程中出现应力集中现象,进而导致测量数据的不准确。若拉伸试样刚出现开裂拉伸过程便结束,或试样断裂在标距外,那么所测量的数据应当舍弃。每组试验数据结果取2~3个合格试样测试结果的平均值为最终测试结果。
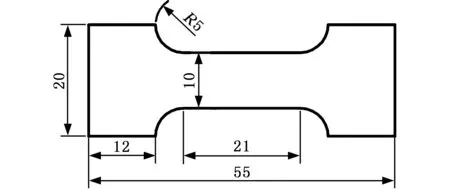
(a)常规热处理试样
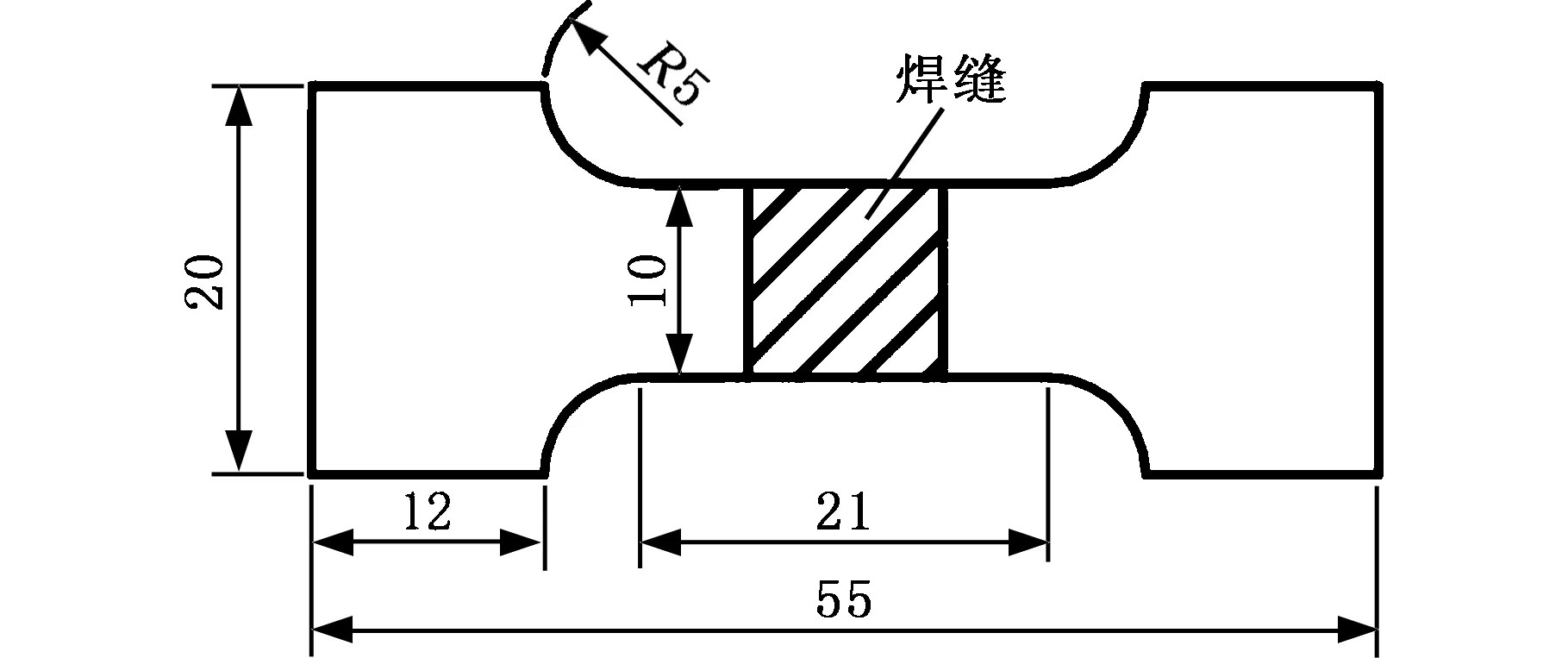
(b)FSW后试样图2 2219铝合金单向拉伸试样Fig.2 Uniaxial tension samples of 2219 aluminum alloy
2.2 热处理实验
热处理所采用的设备是KBF11Q气氛箱式炉,最高加热温度为1100 ℃,炉内温度差为±6 ℃。图3所示为2219铝合金热处理工艺曲线。由图3可以看出,加热阶段分为快速加热阶段和缓慢加热阶段。快速加热的速率为20 ℃/min,缓慢加热的速率为1 ℃/min,其目的是防止炉内温度超过目标温度而导致结果不准确。固溶淬火工艺是将原始试样加热到535 ℃后保温40 min,并在室温水中淬火5 min,淬火转移时间小于10 s。以保温温度分别为100 ℃、120 ℃、140 ℃、160 ℃、180 ℃和200 ℃,保温时间分别为2 h、4 h、6 h和8 h的所有组合共24组时效参数进行人工时效,最后在空气中自然冷却。

图3 2219铝合金热处理工艺Fig.3 Heat treatment process of 2219 aluminum alloy
2.3 搅拌摩擦焊实验
2219铝合金板材的搅拌摩擦焊是由上海航天设备制造总厂的专业焊接技师操作,焊接设备为HT-JM16×80/2。FSW是通过专用的搅拌针在板料接头处快速转动产生强烈的搅拌与摩擦,使得板料连接区域发生剧烈的塑性变形而实现固相连接,如图4所示。焊接过程中,其焊接方向垂直于板料的轧制方向,焊接工艺参数见表2。
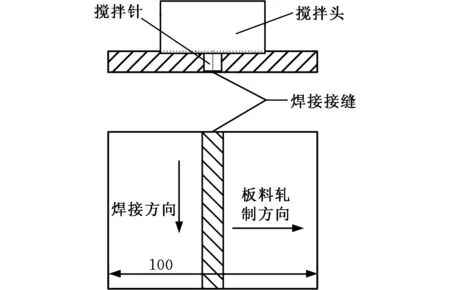
图4 FSW焊接示意图Fig.4 Schematic for FSW

表2 2219铝合金FSW焊接工艺Tab.2 FSW process of 2219 aluminum alloy
2.4 微观组织观测
透射电镜(transmission electron microscope, TEM)组织观察设备为场发射透射电镜Tecnai G2 F30,加速电压为300 kV,用于观察晶内晶界中位错和析出相的大小、形貌和分布。扫描电镜(scanning electron microscope, SEM)断口形貌观察设备为场发射扫描电子显微镜JSM-7600F,用于观察拉伸断口形貌、大小和分布。金相显微镜金相组织观察设备为VHX-1000C,腐蚀液为Keller试剂,用于观察晶粒的尺寸、大小和分布。
3 结果与讨论
3.1 时效处理对2219铝合金组织性能的影响
时效强化是可热处理强化铝合金中非常重要的一种强化手段,其原理为析出第二相粒子阻碍位错的运动,从而提高铝合金的强度[17]。析出相的形貌、尺寸和数量对铝合金的微观组织和力学性能起着决定性作用,故必须研究不同时效温度和时间对2219铝合金组织性能的影响,从而得到较佳的时效工艺。
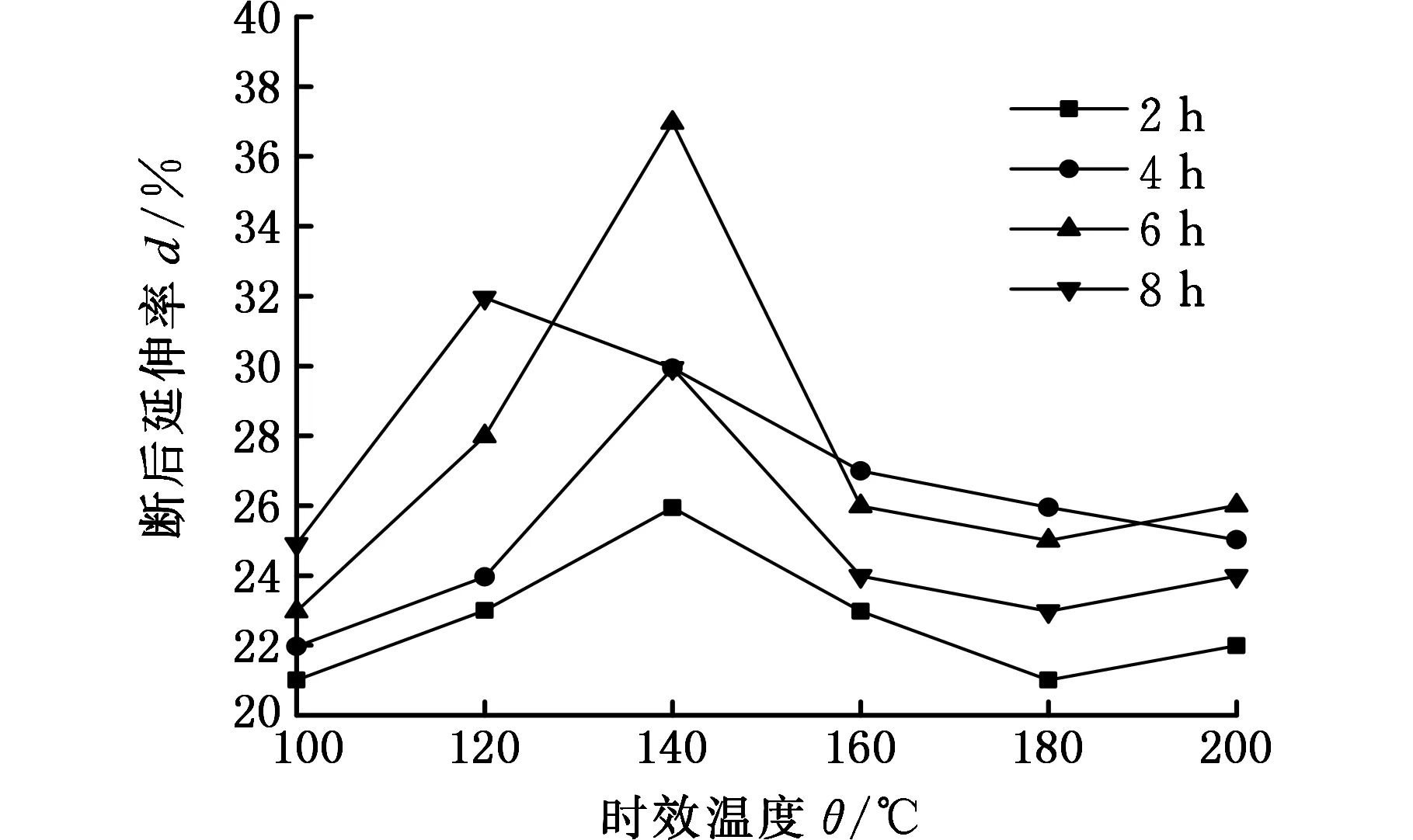
2219铝合金经过固溶淬火后得到过饱和态的2219铝合金,然后在不同温度和时间下进行时效,得到的抗拉强度和断后延伸率随温度和时间的变化规律如图5所示。由图5a可以看出,2219铝合金抗拉强度随着时效温度的升高先增大到峰值后再减小,其峰值状态的温度为180 ℃;随着时效时间的增加先增大到峰值后再减小,其峰值状态的时效时间为6 h。由此可知,2219铝合金的抗拉强度在时效工艺为180 ℃/6 h时达到最优,其值为386 MPa。由图5b可以看出,2219铝合金断后延伸率随着时效时间的增加先增大到峰值后再减小,其峰值状态的时间为6 h;随着时效温度的升高先增大到峰值后再减小。在时效时间为2 h、4 h、6 h时,其峰值状态的温度为140 ℃;在时效时间为8 h时,其峰值状态的温度为120 ℃。由此,2219铝合金的断后延伸率在时效工艺为140 ℃/6 h时达到最优,其值为37%。

(a)抗拉强度
(b)延伸率图5 2219铝合金力学性能随着时效参数的变化规律Fig.5 Changes of mechanical properties with the parameters of aging
实际应用中,航空航天飞行器结构的每一克质量都会影响其性能,减小质量能增加飞行器的航程,降低经济成本,从而提高飞行器的性能。由于减小结构质量最重要的方法之一是提高抗拉强度,2219铝合金作为航天火箭贮箱结构材料,对其进行形变热处理的过程中要在尽可能提高抗拉强度的同时保证材料处于合理的塑性范围[18]。通过对比两种时效工艺(180 ℃/6 h和140 ℃/6 h)下的力学性能可知,前者所得2219铝合金抗拉强度更高,同时也满足贮箱结构材料的塑性要求,所以该实验中2219铝合金最佳时效工艺为180 ℃/6 h。
2219铝合金在不同热处理工艺下的力学性能如表3所示。从表3可看出,2219铝合金经过固溶淬火后,抗拉强度为313 MPa,断后延伸率为18.8%。固溶淬火后的2219铝合金采用由图5得到的最佳时效工艺后,抗拉强度增大了73 MPa,断后延伸率增大了6%。不同热处理状态所得2219铝合金的金相组织如图6所示。
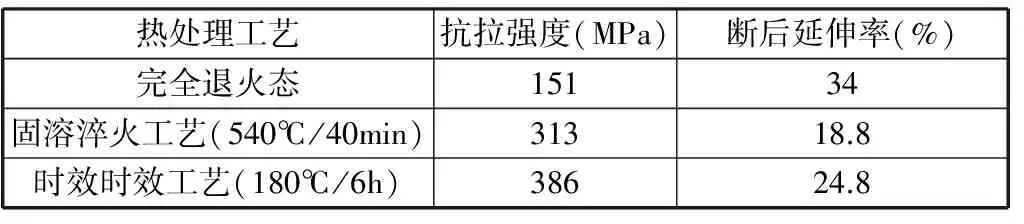
表3 2219铝合金在不同热处理状态下的力学性能Tab.3 Mechanical properties of 2219 aluminum alloy under different heat treatment conditions
(a)固溶淬火态

(b)时效态图6 不同热处理状态所得2219铝合金金相组织观测示意图Fig.6 Metallography of 2219 aluminum alloy under different heat treatment conditions
由图6a可以看出,2219铝合金在固溶淬火后的组织晶粒部分长大到100 μm左右,也有少部分晶粒比较小,只有25 μm左右。由图6b可以看出,2219铝合金经过时效工艺后的组织晶粒有所细化,长度为40~60 μm,同时存在着部分再结晶晶粒。对这两种工艺的试样微观组织进行观察,分别得到2219铝合金在固溶淬火后微观组织的TEM观测示意图(图7),以及2219铝合金在180 ℃/6 h时效工艺后的微观组织TEM观测示意图(图8)。由图7可以看出,2219铝合金在固溶淬火后的微观组织中晶界周围聚集着大量位错,晶内存在位错胞但没有第二相粒子。由图8可以看出,2219铝合金在180 ℃/6 h时效工艺后的微观组织中晶界周围几乎没有位错,且晶界上没有第二相粒子,而晶内弥散着大量第二相粒子。图8b中的析出相为θ″相,形状为多层圆盘状,直径为50~80 nm,厚度为5~20 nm[19]。综上,时效热处理工艺提高了2219铝合金力学性能,时效过程不仅细化了晶粒组织,同时还析出了大量细小弥散的第二相粒子,且减小了固溶淬火后微观组织中晶界晶内周围的位错密度。

(a)位错
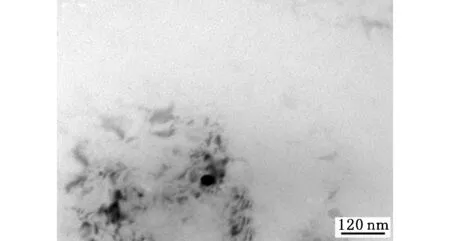
(b)析出相图7 2219铝合金在固溶淬火处理后的微观组织TEM观测示意图 Fig.7 TEM micrograph of 2219 aluminum alloy after solid-solution and quenching

(a)析出相分布
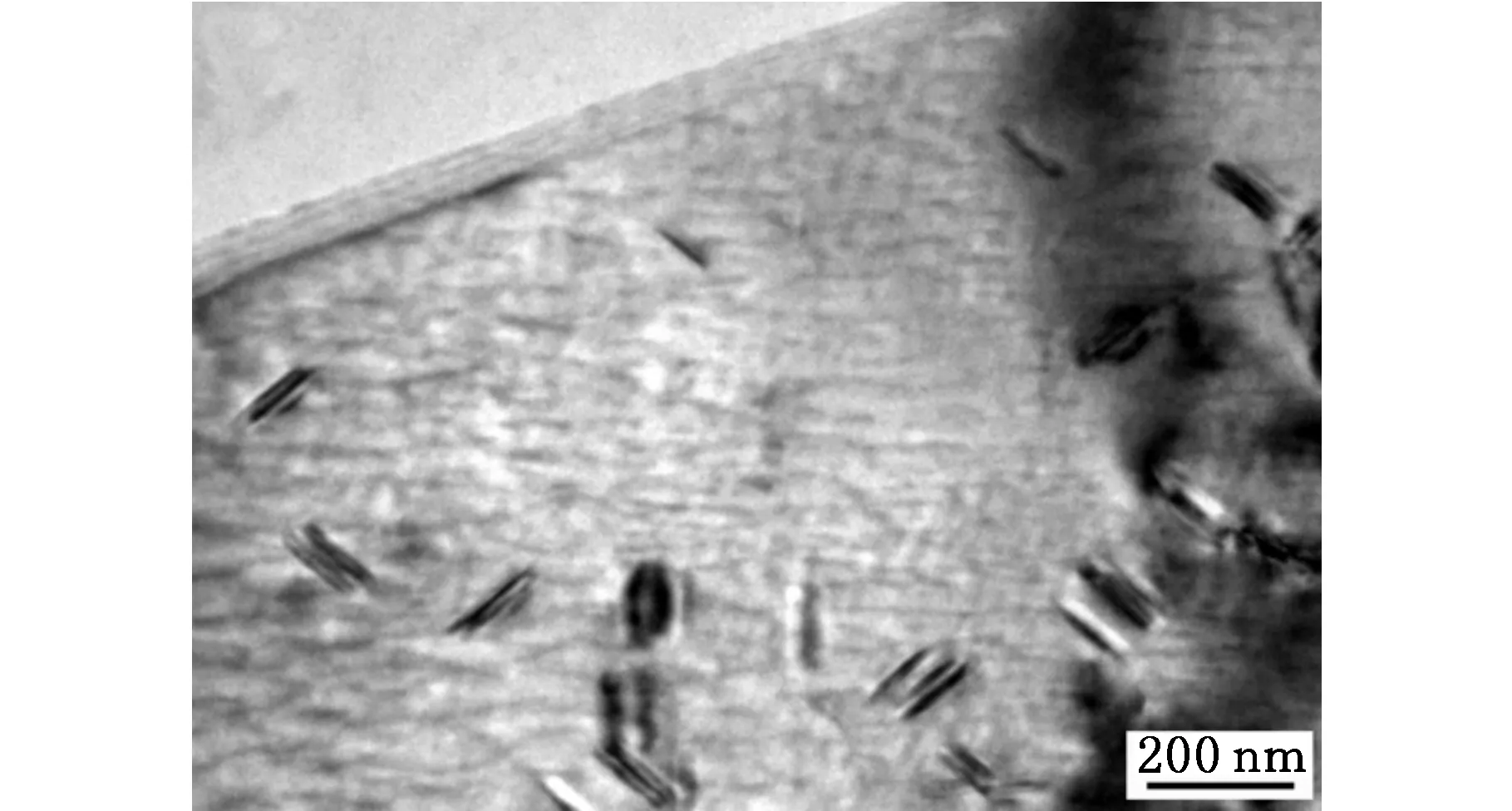
(b)析出相图8 2219铝合金在180℃/6h时效后的微观组织TEM观测示意图Fig.8 TEM micrograph of 2219 aluminum alloy after aging at 180℃/6h
3.2 FSW和热处理复合加工工艺对组织性能的影响
2219铝合金经过三种FSW和热处理复合加工工艺处理后得到的力学性能,如表4所示。图9所示为FSW工艺所得2219铝合金焊缝区域分布及不同工艺下试样断口位置。

表4 2219铝合金经不同FSW与热处理复合工艺处理后所得的力学性能Tab.4 Mechanical properties of 2219 aluminum alloy under different compound technologies of FSW and heat treatment

(a)焊缝区域
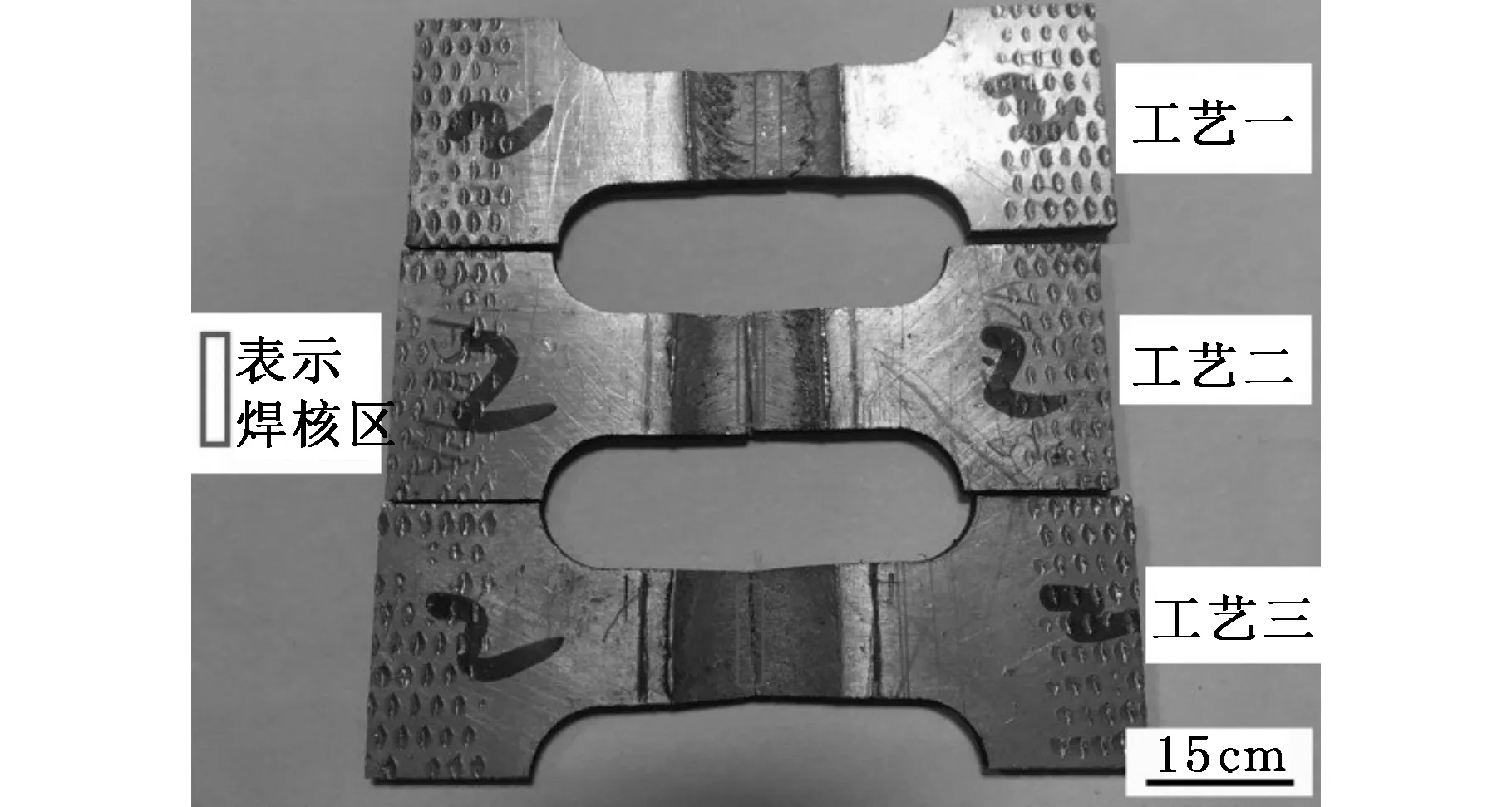
(b)试样断口位置图9 FSW工艺所得2219铝合金焊缝区域分布及不同工艺下试样断口位置Fig.9 Joint region of 2219 aluminum alloy under FSW
第一种工艺方案为FSW-固溶淬火-时效,所得2219铝合金抗拉强度为380 MPa,断后延伸率为15.8%,由图9可以看出,该工艺所得2219铝合金在单向拉伸过程中试样的断裂位置在前进侧热影响区。第二种工艺方案为固溶淬火-FSW-时效,所得2219铝合金抗拉强度为314 MPa,断后延伸率为4.7%,断裂位置在焊核区。第三种工艺方案为固溶淬火-时效-FSW,所得的2219铝合金抗拉强度为300 MPa,断后延伸率为15.4%,断裂位置在焊核区。对比三种复合加工工艺所得到的抗拉强度发现,第一种工艺所得到的抗拉强度相对于第二、第三种工艺分别增大了66 MPa和80 MPa,且第二种工艺与第三种工艺所得到的抗拉强度相差14 MPa。对比三种复合加工工艺所得到的断后延伸率发现,第一种工艺与第三种工艺所得的断后延伸率差别较小,但第二种工艺所得的断后延伸率不及其他两种工艺所得的30%。综上,FSW-固溶淬火-时效复合加工工艺所得到的2219铝合金抗拉强度最大,塑性良好。
对三种复合工艺所得焊缝组织进行金相组织观察以及硬度分布测试,2219铝合金在不同复合加工工艺处理后所得金相组织如图10所示,2219铝合金在不同复合加工工艺处理后所得焊缝组织硬度分布如图11所示。由图10a、图10b可知,第一种工艺所得焊缝组织中焊核区晶粒组织发生了异常长大,且热影响区的晶粒又大于焊核区晶粒。根据图11所示的焊缝组织硬度分布曲线可知,从母材到热影响区再到焊核区,硬度先减小再增大。母材硬度值最大而热影响区硬度值最小,该工艺所得2219铝合金焊缝薄弱区在热影响区,故单向拉伸断口位置在热影响区。由图10c、图10d可知,第二种工艺所得2219铝合金的焊核区晶粒为细小的等轴晶,中间存在长条裂缝,热影响区晶粒明显长大。由图11可以看出,从母材到热影响区再到焊核区,所得硬度趋势为单调递减。母材硬度值最大而焊核区硬度值最小,该工艺所得2219铝合金焊缝薄弱区在焊核区,故单向拉伸断口位置在焊核区。从图10e、图10f可知,第三种工艺所得2219铝合金的焊缝组织晶粒为细小的等轴晶,热影响区晶粒明显长大。同理,由图11可以看出,从母材到热影响区再到焊核区,所得硬度趋势为单调递减。母材硬度值最大、焊核区硬度值最小,该工艺所得2219铝合金焊缝薄弱区也在焊核区,故单向拉伸断口位置也在焊核区。对比三种工艺所得焊缝薄弱区硬度值H可知,H1>H2>H3(下标1、2、3分别指第一种工艺、第二种工艺、第三种工艺),故对于材料的抗拉强度σ而言,σ1>σ2>σ3。而第二种工艺焊核区中间存在长条裂缝,所以第二种工艺的塑韧性最差。
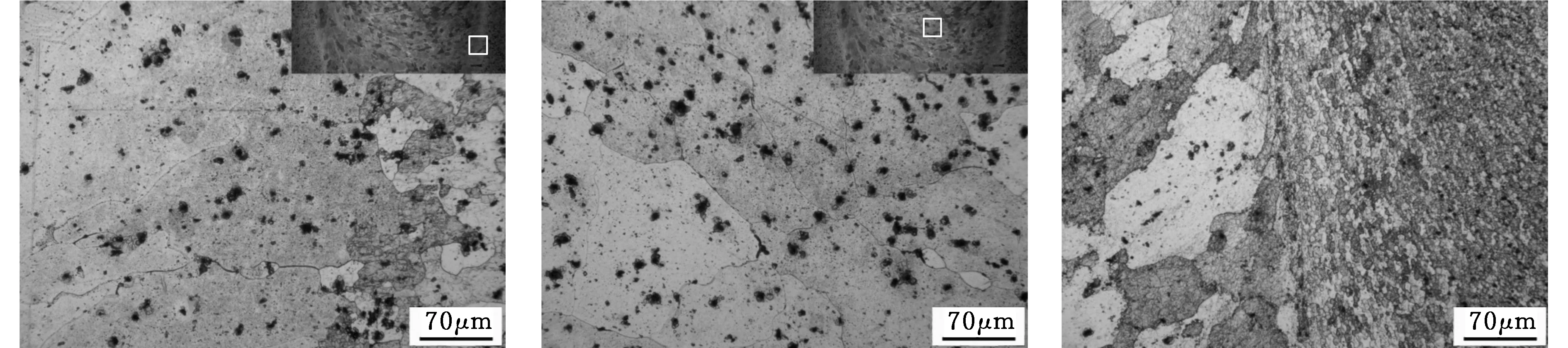
(a)FSW-固溶淬火-时效工艺过渡区 (b)FSW-固溶淬火-时效工艺焊缝区 (c)固溶淬火-FSW-时效工艺过渡区
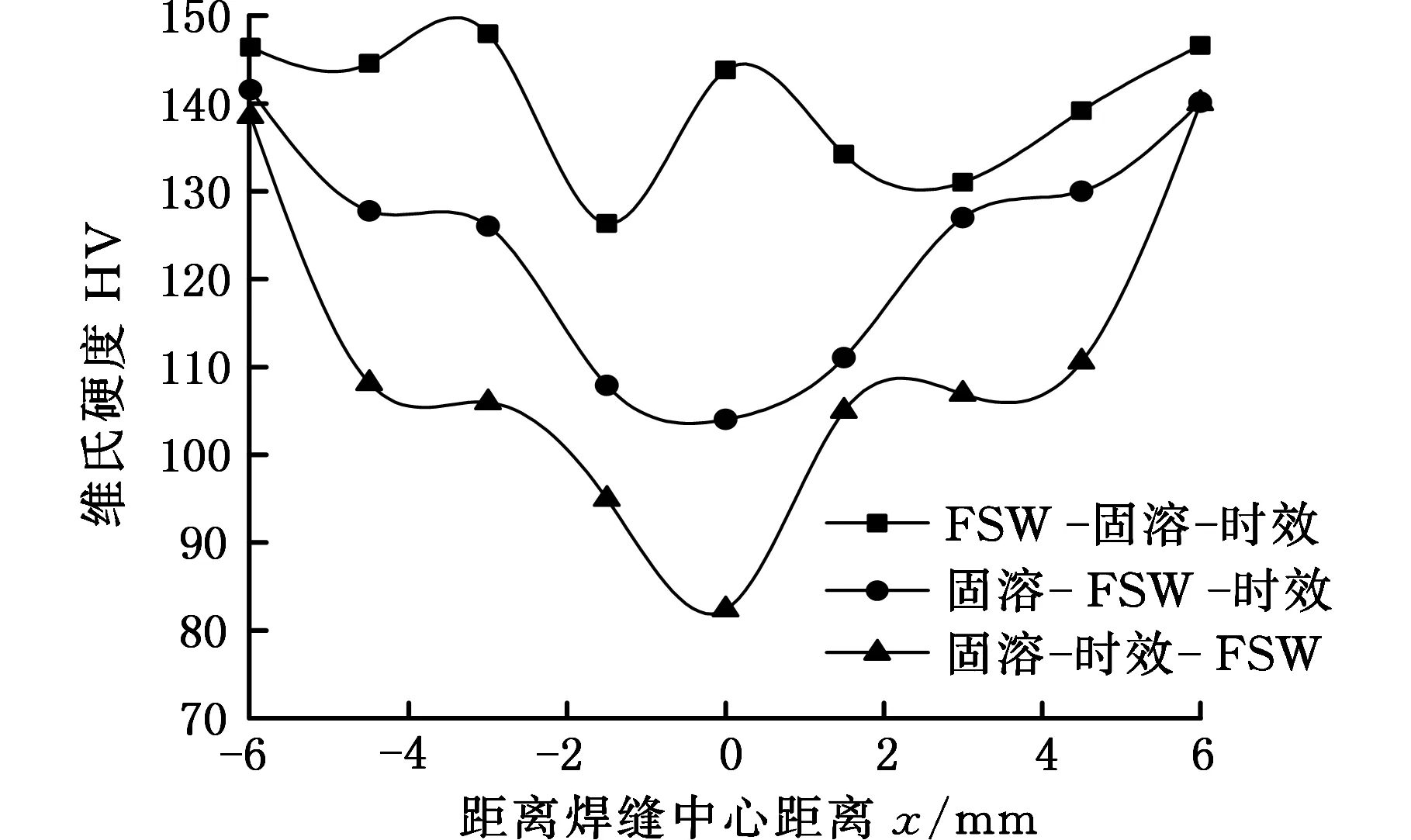
图11 不同复合工艺所得2219铝合金焊缝组织硬度分布Fig.11 Microhardness distribution of 2219 aluminum alloy under different compound technologies

(a)FSW-固溶淬火-时效
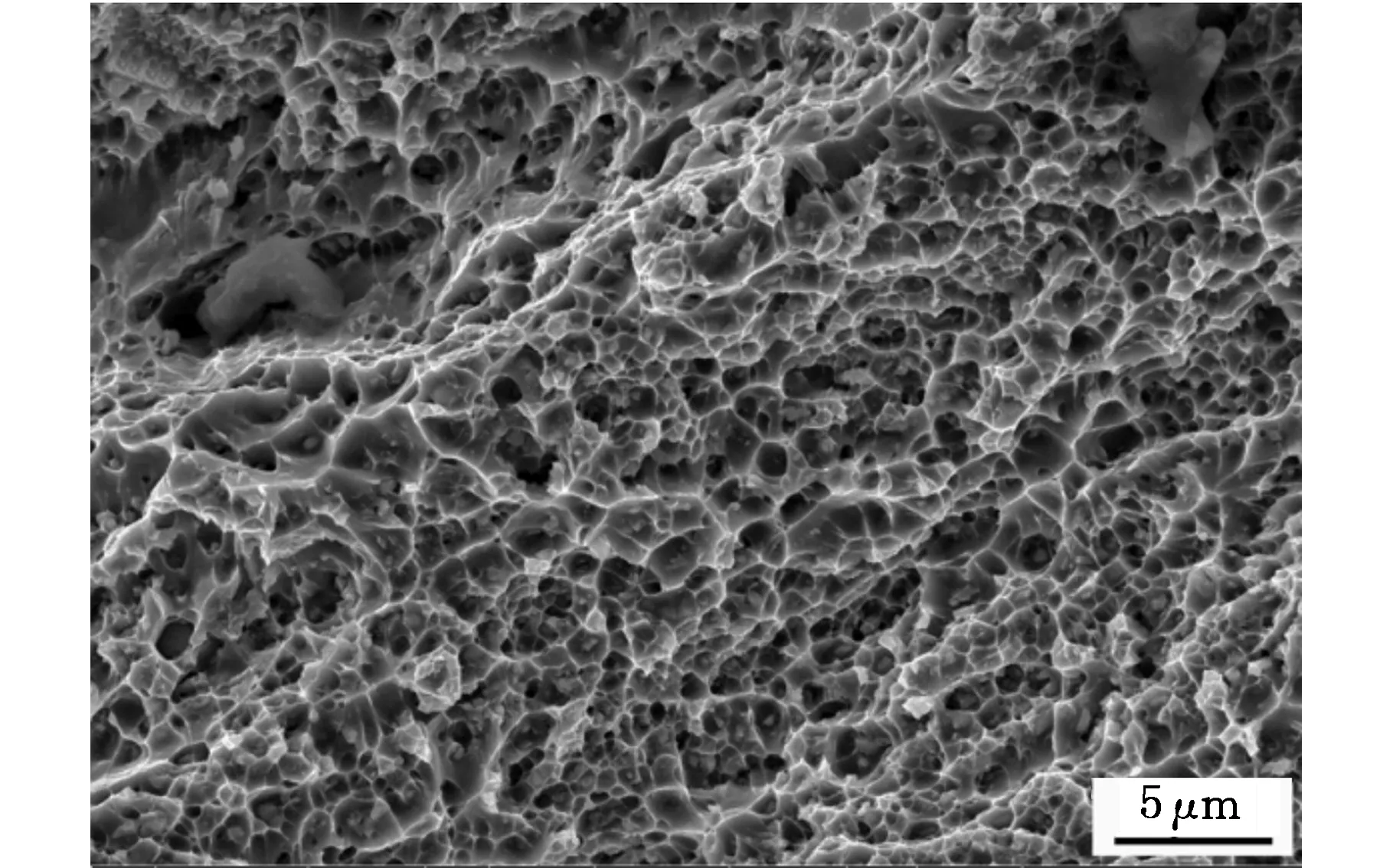
(b)固溶淬火-FSW-时效
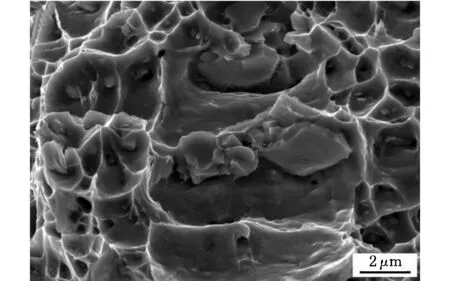
(c)固溶淬火-时效-FSW图12 2219铝合金在不同复合加工工艺处理后单向拉伸试样的断口形貌Fig.12 Fracture morphology of 2219 aluminum alloy under different compound technologies
图12为不同复合工艺所得2219铝合金试样经过单向拉伸所得到的断口形貌图,其中,图12a、图12b、图12c对应所属的复合加工工艺分别为FSW-固溶淬火-时效、固溶淬火-FSW-时效、固溶淬火-时效-FSW。对比三种工艺所得的韧窝尺寸可知,第一、三种工艺所得到的韧窝尺寸比较相近,与第二种工艺所得韧窝组织相比,这两种工艺所得韧窝更大、更深,故塑性、韧性较好;而第二种工艺处理得到的韧窝尺寸相对较小且深度较浅,故断后延伸率较低。在不同热处理状态所得2219铝合金力学性能对比表3中发现,固溶淬火后的2219铝合金塑韧性最差,所以进行搅拌摩擦焊的过程中流变量最小,焊接性能变差;低温时效并没有明显地改变焊缝组织晶粒,所以该工艺所得材料断后延伸率最小,塑韧性最差。第一种工艺中固溶时效处理使得焊缝晶粒异常长大,从而改善了材料的塑韧性,所以该工艺所得材料断后延伸率最大,塑韧性最好。对比三种工艺所得的韧窝底部第二相可知,第二、三种工艺所得断口形貌的韧窝底部并未发现第二相粒子,所以FSW影响了时效强化的效果,从而导致这两种工艺所得抗拉强度与图8b时效工艺相比减小了60~80 MPa。但第一种工艺所得断口形貌的韧窝底部存在着第二相粒子,直径约为1 μm、厚度约为300 nm,因此FSW并没有影响时效强化的效果,故该复合工艺所得到抗拉强度与图8b时效工艺所得抗拉强度相差无几。由于FSW本质上是一种高温的塑性变形,故在高温作用下,焊缝热影响区微观组织析出相比母材析出相的面积更大,进而导致断后延伸率降低了9%。
4 结论
(1)2219铝合金抗拉强度和断后延伸率随着时效温度的升高先增大后减小,也随着时效时间的增加先增大后减小,并获得较佳的时效热处理制度为180 ℃/6 h,其抗拉强度为386 MPa,断后延伸率为24.8%。2219铝合金在180 ℃/6 h时效后的微观组织中晶界周围没有位错和析出相,但晶内弥散着大量直径为50~80 nm、厚度为5~20 nm的θ″相。
(2)通过实验对比了FSW-固溶淬火-时效、固溶淬火-FSW-时效、固溶淬火-时效-FSW三种复合加工工艺所得2219铝合金的力学性能,得到较佳的复合加工工艺为FSW-固溶淬火-时效。经该复合工艺作用后的2219铝合金抗拉强度为380 MPa,断后延伸率为15.4%,所得焊缝组织晶粒异常长大,薄弱区为热影响区,且单向拉伸断口的韧窝较大较深,韧窝底部弥散着直径约为1 μm、厚度约为300 nm第二相粒子。
[1] 李湘宁, 刘宇. 重型运载火箭动力系统分析[J]. 航空动力学报,2010,25(1):180-186.
LI Xiangning, LIU Yu. Basic Parameters Analysis of First Stage Engine System for Heavy Lift Vehicle[J]. Journal of Aerospace Power,2010,25(1):180-186.
[2] 刘文芝, 张春林, 张乃仁, 等. 固体火箭发动机推力向量控制系统动态性能分析[J]. 中国机械工程,2007,18(12):1404-1408.
LIU Wenzhi, ZHANG Chunlin, ZHANG Nairen, et al. Dynamic Characteristics Analysis of Solid Propellant Rocket Motor Thrust Vector Control System[J]. China Mechanical Engineering,2007,18(12):1404-1408.
[3] 佚名.神箭飞天——“长征”系列运载火箭[J].军事文摘,2016(22):16-19.
Anon. Flying Arrows—— “Long March” Series Launch Vehicle [J]. Military Dugest,2016(22):16-19.
[4] 佚名.回顾长征火箭辉煌历史共启中国航天创新篇章——我国长征系列运载火箭实现200次发射[J]. 卫星与网络,2014(12):38-40.
Anon. Magnificent History Review of the Long March Rocket Altogether and China Aerospace Innovation Chapter-China’s Long March Rockets Achieve 200 Launch[J]. Satellite & Network,2014(12):38-40.
[5] KAIBYSHEV R, SITDIKOV O, MAZURINA I, et al. Deformation Behavior of a 2219 Al Alloy[J]. Materials Science and Engineering: A,2002,334(1):104-113.
[6] NARAYANA G V, SHARMA V M J,DIWAKAR V, et al. Fracture Behaviour of Aluminium Alloy 2219-T87 Welded Plates[J]. Science and Technology of Welding & Joining,2004,9(2):121-130.
[7] KAIBYSHEV R, KAZAKULOV I, GROMOV D, et al. Superplasticity in a 2219 Aluminum Alloy[J]. Scripta Materialia,2001,44(10):2411-2417.
[8] NI Z, ZHAO H, MI P, et al. Microstructure and Mechanical Performances of Ultrasonic Spot Welded Al/Cu Joints with Al 2219 Alloy Particle Interlayer[J]. Materials & Design,2016,92:779-786.
[9] 师春生,张智峰,赵乃勤,等.确定提高2219铝合金性能的变形热处理条件的方法:中国,201310593472.8[P].2014-02-19.
SHI Chunsheng, ZHANG Zhifeng, SHI Naiqin, et al. The Method of Deformation and Heat Treatment to Improve the Performance of 2219 Aluminum: China, 201310593472.8[P]. 2014-02-19.
[10] 赵乃勤,刘燕,师春生,等.2219铝合金的时效热处理方法:中国,201310388626.X[P].2013-12-25.
ZHAO Naiqin, LIU Yan, SHI Chunsheng, et al. The Aging Heat Treatment Method of 2219 Aluminum: China, 201310388626.X[P]. 2013-12-25.
[11] 陈迎春, 刘会杰, 冯吉才. 2219-O铝合金的搅拌摩擦焊接[J]. 焊接学报,2006,27(1):65-68.
CHEN Yingchun, LIU Huijie, FENG Jicai. Friction Stir Welding of 2219-O Aluminum Alloy[J]. Transactions of the China Welding Institution,2006,27(1):65-68.
[12] 王春炎, 曲文卿, 姚君山, 等. 2219-T87 铝合金搅拌摩擦焊接头组织与力学性能[J]. 焊接学报,2010,31(10):77-80.
WANG Chunyan, QU Wenqing, YAO Junshan, et al. Microstructures and Mechanical Properties of Friction Stir Welded 2219-T87 Aluminum Alloy Joints[J]. Transactions of the China Welding Institution,2010,31(10):77-80.
[13] 陈华斌, 王继锋, 郑德根, 等. 2219 铝合金搅拌摩擦焊接头弱连接缺陷微观表征及分析[C]//中国机械工程学会焊接学会第十八次全国焊接学术会议论文集——S05 机器人与自动化. 南昌,2013:2-5.
CHEN Huabin, WANG Jifeng, ZHEN Degen, et al. Micro Characteristic and Analysis of the Kiss Bonding Defects of the 2219 Aluminum Alloy in Friction Stir Weld[C]//The 18th National Conference on Welding of Chinese Mechanical Engineering Societiy-S05 Robotics and Automation.Nanchang,2013:2-5.
[14] 罗传红, 彭卫平, 张建强, 等. 焊后热处理对 2219-T6 铝合金搅拌摩擦焊接头力学性能的影响[J]. 材料热处理学报,2015,36(3):35-39.
LUO Chuanhong, PENG Weiping, ZHANG Jianqiang, et al. Effect of Post Weld Heat Treatment on Mechanical Properties of Friction Stir Welded Joints for 2219-T6 Aluminum Alloy[J]. Transctions of Materials and Heat Treatment,2015,36(3):35-39.
[15] 杜波,孙转平,杨新岐,等. 异种铝合金摩擦塞补焊接头微观组织及性能[J].机械工程学报,2017,53(4):43-48.
DU Bo, SUN Zhuanping, YANG Xinqi, et al. Microstructure and Mechanical Properties of Friction Plug Welding Joints for Dissimilar Aluminum Alloys [J]. Journal of Mechanical Engineering,2017,53(4):43-48.
[16] 康举, 李吉超, 冯志操, 等. 2219-T8铝合金搅拌摩擦焊接头力学和应力腐蚀性能薄弱区研究[J]. 金属学报,2016,52(1):60-70.
KANG Ju, LI Jichao, FENG Zhicao, et al. Investigation on Mechanical and Stress Corrosion Carcking Properties of Weakness Zone in Friction Stir Wellded 2219-T8 Al Alloy[J]. Acta Metallurgica Sinica,2016,52(1):60-70
[17] MOTT N F, NABARRO F R N. An Attempt to Estimate the Degree of Precipitation Hardening, with a Simple Model[J]. Proceedings of the Physical Society,1940,52(1):86.
[18] NARAYANA G V, SHARMA V M J, DIWAKAR V, et al. Fracture Behaviour of Aluminium Alloy 2219-T87 Welded Plates[J]. Science and Technology of Welding & Joining,2004,9(2):121-130.
[19] SON S K, TAKEDA M, MITOME M, et al. Precipitation Behavior of an Al-Cu Alloy during Isothermal Aging at Low Temperatures[J]. Materials Letters,2005,59(6):629-632.
EffectsofCompoundTechnologyofFSWandHeatTreatmentonMicrostructuresandPropertiesof2219AluminumAlloys
LI Xiaoxia1,2HUANG Liang1,2LI Jianjun1,2WANG Zeyu1,2
1.School of Materials Science and Engineering,Huazhong University of Science and Technology, Wuhan,430074 2.State Key Laboratory of Materials Processing and Die & Mould Technology,Huazhong University of Science and Technology,Wuhan,430074
The effects on microstructures and properties of 2219 aluminum alloys under different aging temperatures and time were investigated. According to the mechanics properties of 2219 aluminum alloys, three compound technologies were compared, including FSW-solid solution-aging, solid solution-FSW-aging and solid solution-aging-FSW. The results show that the tensile strength and elongation rate of the alloys are as 386 MPa and 24.8% respectively after aging at 180℃/6h. It is also found that the very fineθ″ precipitates appear inside the grains, no second phases and dislocation on grain boundaries. The best mechanics properties of 2219 aluminum alloys are achieved by the compound technology of FSW-solid solution-aging, the tensile strength and elongation rate of the alloys are as 380 MPa and 15.4% respectively. The abnormal growth of grains is found in the joints, and the heat affected zones in the FSW joints are the weak areas of mechanics property. It is also found that the dimples on tensile fracture are more lager and deeper, and second-phase particles appear at the bottom.
2219 aluminum alloy; heat treatment; friction stir welding(FSW); microstructure and property; precipitate
TG166.3;TG44
10.3969/j.issn.1004-132X.2017.23.016
2016-12-26
国家自然科学基金资助项目(51575206);国家重点基础研究发展计划(973计划)资助项目(2011CB012802);中国航天科技集团公司航天科技创新基金资助项目(CASC150704);中央高校基本科研业务费专项资金资助项目(2016YXZD055)
(编辑胡佳慧)
李小霞,女,1992年生。华中科技大学材料科学与工程学院研究生。主要研究方向为铝合金电磁成形技术。黄亮(通信作者),男,1981年生。华中科技大学材料科学与工程学院副教授、博士。E-mail:huangliang@hust.edu.cn。李建军,男,1964年生。华中科技大学材料科学与工程学院教授、博士研究生导师,材料成形与模具技术国家重点实验室主任。王泽宇,男,1994年生。华中科技大学材料科学与工程学院博士研究生。
猜你喜欢
焊接学报(2023年6期)2023-07-21 12:59:34
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
中国典型病例大全(2022年12期)2022-05-13 13:56:44
中国金属通报(2021年18期)2021-12-27 07:09:56
湖北农机化(2021年7期)2021-12-07 17:18:46
山西冶金(2019年3期)2019-09-21 03:11:12
中南大学学报(自然科学版)(2018年11期)2018-12-07 03:11:10
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
电气传动(2015年10期)2015-07-11 06:12:28