
一种基于STM32的高温离心沉降分离机控制系统设计
2017-12-08 03:42肖宇,米雁
湖南城市学院学报(自然科学版) 2017年3期
肖 宇,米 雁
(1. 湖南大学 电气与信息工程学院,长沙 410082;2. 怀化学院 电气与信息工程学院,湖南 怀化 418000)
一种基于STM32的高温离心沉降分离机控制系统设计
肖 宇1,米 雁2
(1. 湖南大学 电气与信息工程学院,长沙 410082;2. 怀化学院 电气与信息工程学院,湖南 怀化 418000)
针对离心沉降分离的工作原理以及高温离心沉降分离机的主体结构,基于STM32芯片的主控制系统软件设计平台,设计开发了转鼓加热和温度采集,轴承润滑系统的油压和油温监控、以及离心机运行时机身的振动烈度信号检测等功能控制模块,并探讨了基于RS-485通讯电路的Modbus通信协议(RTU模式)、变频器驱动电机无级变频调速的程序、可编程触摸屏显示界面程序以及其显示数据更新和触摸按键处理的程序、高速光隔离信号转换模块的A/D采样转换程序的设计方法.分析了设备运行时转速和振动烈度检测产生误差的原因,并给出了修正方法.试运行结果表明,高温离心沉降分离机控制系统的各项功能指标都基本达到了设计要求.
高温离心沉降分离机;控制系统;STM32;Modbus协议;可编程触摸屏
高温离心沉降分离机是一种专门用于常温离心机难以分离的固溶液或液液固物料分离的机械设备[1],可在全速运转的情况下进行各项操作,如进料、高温离心沉降分离、干燥、连续自动卸料等.广泛应用于新材料、新能源的研究开发、石油化工、炼化、煤化、制药、环保、食品工业等行业领域,是进行相关研究生产工作必不可少的设备[2].
随着我国能源深加工以及新材料行业的需求和发展,对高温离心沉降分离机的需求将越来越多[3],我国通过引进国外离心分离先进技术和设备,结合企业自身的实际情况,研发了多种具有自主知识产权的离心分离设备[4-6].
目前我国在控制系统方面的研究还停留在使用继电接触器控制升级为PLC控制的阶段,相对于在机械方面的研究较为滞后.随着各个行业的工业化程度的提高,多种材料需要更深层次的加工,及对材料更加高效的分离,同时降低的设备运行成本,这些都对高温离心分离机控制系统提出更高的技术要求.
1 离心沉降分离的组成原理
离心沉降分离的原理是指在离心力的作用下,比重不同的物质,进行分离的方法.离心沉降分离是使分散在悬浮液中的固相颗粒或者浑浊液中的液相颗粒在离心力作用下沉降的过程.沉降速度与颗粒的密度、直径以及液体的密度、粘度有关,并随离心力的增大而加快.故不同的颗粒在同一个离心力场内,具有同样的离心加速度,但不同的颗粒的沉降速度不同,便实现了沉降离心分离,这就是离心沉降分离的基本原理[7].
离心沉降分离机在运行时,产生的离心加速度与重力加速度的比值,称为该机器的分离因数Fr[8],

2 高温离心沉降分离机主体结构
高温离心沉降分离机内部结构如图1所示,在机壳上有两个装在主轴承上的同心回转部件,外面是无孔转鼓,里面是螺旋式输送器.转鼓电机通过皮带驱动转鼓皮带轮转动,差速电机通过皮带轮带动行星齿轮差速器转动,二者转向相同但存在一个转速差,螺旋输送器转速比转鼓转速低.悬浮液从进料口连续进入离心机内,经过螺旋式输送器内进入到转鼓内.由于离心力场的作用,使悬浮液中密度较大的沉渣(重相)沉积在转鼓的内壁上,而密度较小的沉清液(轻相)则处于沉积层的内侧.沉渣由螺旋输送向转鼓的锥段通过沉渣排出口排出,沉清液则通过螺旋的叶片所形成的螺旋形通道流向转鼓的柱段由溢流口溢出,从而实现有密度差的固液两相分离[9].

图1 离心沉降分离机内部结构图
转鼓通过皮带轮和皮带与转鼓驱动电机相连,螺旋式输送器通过差速器与差数驱动电机相连.转鼓和螺旋式输送器的轴承支撑座内的耐高温轴承,采用全封闭油路冷却,转鼓的外壳用不锈钢材料密封,并安装远红外陶瓷加热板,通过程序控制加热板工作来实现转鼓运行时转鼓内腔的恒温,保证物料在指定的温度范围内实现离心沉降分离[10].
3 高温离心沉降分离机控制系统的基本要求
3.1 前处理槽温度调节功能要求
要求实现前处理槽内的温度控制、检测以及流量可调,渣油从炼油装置排出后,进入高温离心分离机前端的温度调节槽(加温或降温是根据厂家物料性质来定)如需降温调节,则通过控制冷却水进水阀的流量来调节油温;如需升温调节,在通过控制前处理槽内置的加热器工作,前处理槽的出油温度为180~200 ℃可调,实测温度与设定温度之差的绝对值≤5 ℃,关闭冷却水进水阀和加热器.
3.2 高温离心沉降分离机油渣分离功能要求
①高温离心沉降分离机的控制系统的主控制芯片采用嵌入式处理器,要求有友好的人机界面,能够通过触摸显示屏预设机器的相关参数,并实时显示设备运行时的相关参数,分为自动和手动控制模式.
②电机启动前需要对离心分离机转鼓进行加热,温度控制范围180~200 ℃,当离心分离机的转鼓温度升高到175 ℃时,开始启动转鼓电机和差速电机,转鼓的转速达到3 000 r/min后,打开进料阀,对油渣进行离心沉降分离.
③转鼓与螺旋推进器转速为0~3 000 r/min,0~50 Hz变频调速.转鼓转速与螺旋推进器之间的转速差为50~100 r/min,可改变预设值,最小设置值为1 r/min,温控误差控制在5 ℃(绝对值).
④转鼓和螺旋推进器的转速检测,并有超速保护功能,超速低于设置转速的 5%,控制系统声光报警提示,超速大于等于 5%则停机保护,同时设置扭矩过载保护功能,输出转速误差控制在3 r/min.
⑤实现差速器轴承的润滑油油温检测功能,高于润滑油油温设定值,需要有声光报警功能,实现差速器轴承的润滑油油压检测功能,油压超过油压上限值或者低于油压下限保护值时有保护动作.
⑥离心机运行时对离心机主体的振动烈度值进行实时监控,振动烈度值超过11.2 mm/s有保护动作.
⑦安全防爆要求:选择防爆电机、电子与电气元器件选型时要求采用无触点类型,控制电路按防爆要求设计,传动皮带采取防静电保护措施.
⑧其他要求:主控制柜,现场操作台内部主要电气与电子元器件的运行寿命至少5 000 h.
4 高温离心沉降分离机控制系统的硬件设计
根据高温离心沉降分离机控制系统的设计基本要求,将硬件总体设计主要分为主控制柜和现场操作台两部分.主控制柜是高温离心沉降分离机的主要控制部分,主控制柜包括系统电源,可编程触摸屏人机界面,核心控制主板,电气控制回路,变频器等模块.现场操作台主要用途是工作人员对高温离心沉降分离机进行维修和调试的一个操作平台,以及高温离心沉降分离机正常运行时,显示相关的数据,如转鼓转速值和转鼓温度值,便于工作人员巡检时了解相关的设备运行状况.现场操作台主要由控制主板,开关电源,M7018温度采集模块,以及按键显示面板组成.现场操作台主控制板通过 RS-485通讯接口电路与主控制柜的核心控制主板进行数据通讯,系统硬件框图如图2所示.
开关电源模块为主控制和人机工业触摸屏提供电源.主控制柜中的核心控制主板的主控芯片采用STM32系列控制器,控制主板与其他部件硬件连接情况如下:
(1)通过 RS-485通讯电路与驱动差速,转鼓电机的变频器、人机工业触摸屏、M7018温度采集模块、现场操作台主控制器进行数据通信.
(2)通过光电隔离继电器驱动板控制外围的器件工作,如多功能指示灯、进料流量阀、降温槽冷水循环泵、分离槽加热器、润滑油循环泵等.
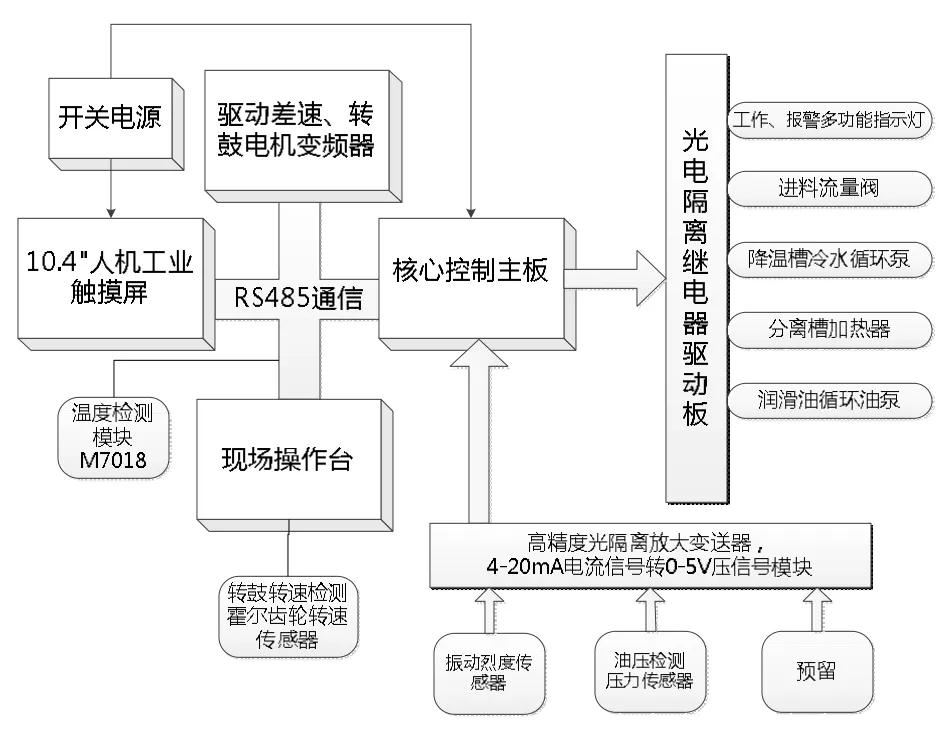
图2 高温离心沉降分离机控制系统硬件框图
(3)通过高精度光隔离放大变送器采集外部传感器信号,如振动烈度传感器,油压检测传感器等.
5 高温离心沉降分离机控制系统的软件设计
基于硬件框架设计的基础上,高温离心沉降分离机控制系统的软件总体设计思想按照自上而下,层次化、模块化的原则进行设计,软件构架主要由以下模块组成:应用层(APP),硬件驱动层(HW_Driver)、数据转换算法层(Module)、标准库函数层(STD_File),软件设计框图见图3.
(1)应用层包括主程序、油渣分离核心控制程序、触摸屏控制程序、基于RS-485的Modbus 通信程序、变频调速控制程序等.
(2)硬件驱动层包括内部RTC驱动、A/D转换器驱动、USART驱动,IO输入输出程序等.
(3)标准库函数层(STD_File)包括中断子程序,汇编启动程序等.
(4)算法转换层包括数学函数,算法函数,以及数据转换函数等子程序.
①油压值换算算法.
由于设计要求油压值的检测精度为1 kPa,量程为0~250 kPa,对应传感器经变送器转换后输出电压值计算值为

而A/D转换器电压采样精度值为


图3 高温离心沉降分离机控制系统软件框图
从油压传感器厂家提供的资料得知,输出型号与压力值成线性正比关系.即0 kPa的压力值时,传感器输出4 mA电流值,对应变送器的0 V;250 kPa的压力值时,传感器输出20 mA电流值,对应变送器的5 V,从而可算出比例常数为

故A/D转换器0通道采样的电压值×比例常数为实际的油压传感器的实测压力值.
②振动烈度值换算算法.
由于设计要求振动烈度值的检测精度为 0.1 mm/s,量程为0~20 mm/s,传感器经变送器转换后输出电压值计算值为

而A/D转换器电压采用精度值为

从振动烈度传感器厂家提供的资料得知,输出型号与压力值成线性正比关系.即0 mm/s的烈度值时,传感器输出4 mA电流值,对应变送器的0 V;20 mm/s的烈度值时,传感器输出20 mA电流值,对应变送器的5 V,从而比例常数为

故A/D转换器1通道采样的电压值×比例常数Kzd即为实际的振动烈度传感器的实测压力值.
6 高温离心沉降分离机控制系统的基本功能测试
6.1 前处理温度调节功能测试
控制系统运行过程中,通过人为缓慢加热温度传感器检测点,同时用优利德红外线测温仪同步监控检测点温度,多次反复测试数据见表 1,此时前处理加热温度190 ℃.
从测试数据记录表结果分析,当温度检测值在187.5 ℃和192.5 ℃两个温度点时,冷却水进水阀和加热器处关闭状态,当低于185 ℃时,冷却水进水阀关闭,加热器开启,当高于195 ℃时,冷却水进水阀开启,加热器关闭,而且随着温度的升高,冷却水阀门开启的角度也随之增大.程序逻辑设计达到了前处理槽温度调节功能要求.

表1 前处理槽温度调节功能测试部分数据记录表
6.2 转鼓及差速器电机运行测试
硬件和软件间的偏差都会影响转鼓的实际转速,实际转速直接关系到油渣分离时的分离因数,从而影响油渣分离的效果以及机械部件的工作寿命(当分离因数大于机械部件的极限值时,机械部件运行承受能力降低,从而影响其工作寿命).
电机转速误差存在分为两种,第一是机械部件的误差,如电机轴向皮带轮与转鼓轴线皮带轮之间按固定比例设计,由于机械加工的误差导致理论值与实际值有偏差,第二是变频器输出的频率字对应的电机转速理论值,即变频器频率(0~50 Hz)与电机转速(0~3 000 r/min)与电机运行时的实际转速值之间的偏差.
电机转速误差修正分两步,首先通过给定多组频率值到变频器,用德图Testo-465光学转速测量仪 的实测值与电机转速理论值进行对比.频率值、理论转速与实际转速(带负载)对比见表2.
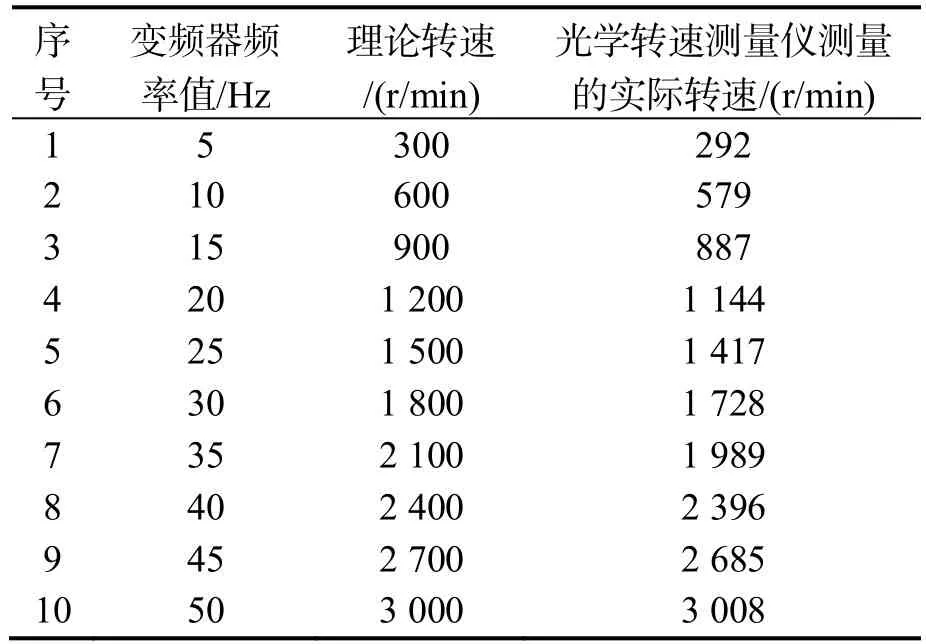
表2 变频器给定频率值、理论转速与实际转速对照表
通过上述数据得知,实际转速与理论转速之间的关系,根据比例常数通过查表的方式对频率值进行分段补偿.为提高转速控制的精度,再次通过转速检测来校正变频器的频率字.通过第三方精准的转速测量工具与系统自带的转速测量进行对比,先修正系统自带的转速测量精度,再利用系统自带的测量值反馈给频率计算程序,使输出频率与转速能精准对应,最后实现了±3 r/min的控制精度.
设备正常工作时,实际上需要的转速值只有1 500 r/min和3 000 r/min.但是为保证前期对油渣分离效果分析的准确性,已经完成转鼓和螺旋推进器运行在0~3 000 r/min区间内的速度值进行校准.
该试验主要通过控制变频器频率字来实现转鼓及差速电机的无级调速,然后通过霍尔传感器对转速测量,以及电机运行超速报警测试,设置差数比为30 r/min,多次转速测试数据记录如表3所示.实现了设计功能要求转鼓和差数器转速实测值误差控制在±3 r/min.

表3 设置转速值、仪器检测值与实测转速对照表 r/min
6.3 油压力和温度检测及低压报警试验
油冷却器是液压系统和润滑系统中普遍使用的一种油冷却设备.利用该设备可使具有一定温差的两种流体介质实现热交换,从而达到降低油温,保证系统正常运行的目的.差速器的关键部件高速轴承散热是通过油冷却来实现的.
故试验需要验证2个问题:
①油温测量精度检测,以及油温超过设置值是否有报警动作;
②油压测量精度检测,以及油压过低或者过高是否有报警动作.
在设备运行时,经过多次人为、随机的干预温度传感器探头,使探头检测到的温度超过设置值,调整冷却油箱内的油量,是油压高于或者低于油压设置值,都有报警动作,验证了程序的正确性.
6.4 振动烈度测量以及超限制值报警测试
振动烈度误差存在分为两种,第一是检测位置不同的振动烈度值不同导致的误差,第二是振动烈度传感器输出实际值与的计算理论值之间的误差,即振动烈度传感器实际输出的4~20 mA电流值(对应振动烈度值 0~20 mm/s)与理论值之间的偏差.振动烈度误差修正需要借助振动烈度测量仪来实现,振动烈度的值不便模拟出来,则通过在离心机主体不同的位置获取不同的振动烈度值,通过振动烈度测量仪获取的值来校准烈度传感器的采用值(两个传感器绑在一起检测同一位置的振动烈度).然后在机器运行时,对离心机主体多点位置的振动烈度值进行检测,选取一个振动烈度值最大的区域安装振动烈度传感器.
经多次测试,主控制器采样的振动烈度值与振动烈度测量仪测量的振动烈度值对比见表4.
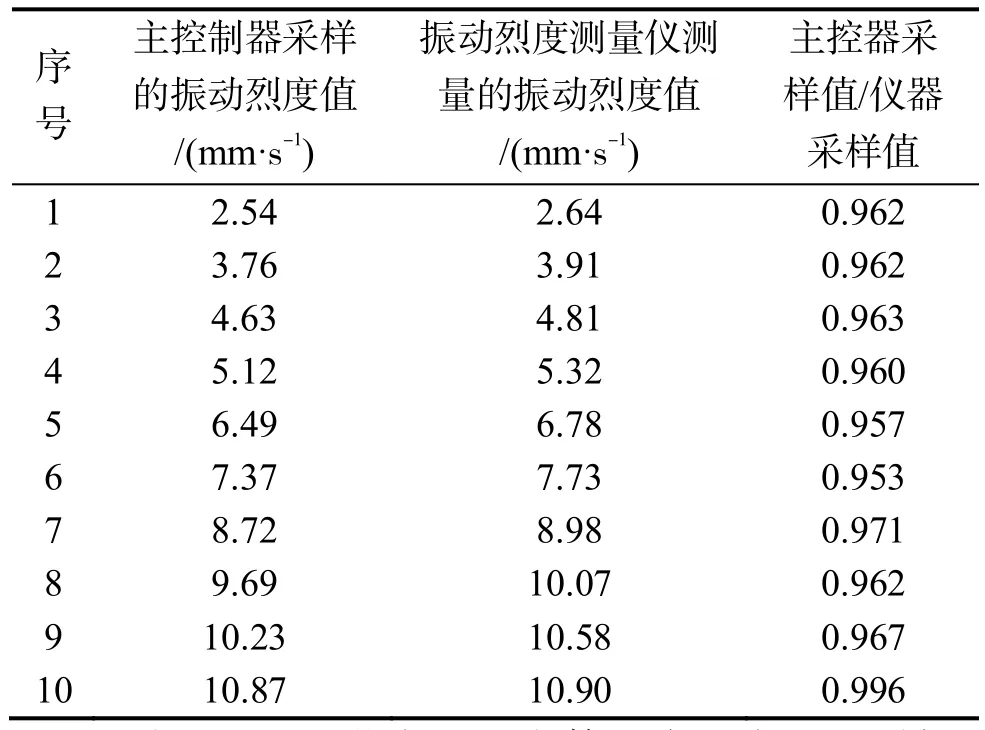
表4 主控制器采样与振动烈度测量仪测量的振动烈度值对比表
需要通过调节离心机主体的水平度以及增加减振橡胶垫等方式来降低振动烈度值,把振动烈度值控制在11.2 mm/s以下.通过上述数据得知,主控制器的采样值与仪器测量值之间成线性比列关系,可通过比例常数对振动烈度值进行补偿,从而提高了振动烈度测量值的精度[11].
根据ISO2372国际标准中规定的机械振动烈度范围,高温离心沉降分离机属于第三类机器,及安装在振动方向上相对较硬的、刚性的和沉重的基础上的具有旋转质量的大型原动机和其它大型机器[12].
所以把机器运行时的振动烈度报警值设置为11.2 mm/s,然后在机器运行时,对离心机主体多点位置的振动烈度值进行检测,选取一个振动烈度值最大的区域安装振动烈度传感器.上述振动烈度相对变化与机器运行质量间的关系常用于以振动信号进行故障诊断时的判据.
[1]张涵. 化工机器[M]. 北京: 化学工业出版社, 2009: 42-50.
[2]孟根其其格. 化工机器[M]. 北京: 北京理工大学出版社, 2013:50-52.
[3]张挺. 电子技术在新能源材料行业的应用探究[J]. 电子测试,2013(15): 100-101.
[4]Çağlar Çı̇ftçı̇oğlu, Koçak O, Akpek A. Remote control of centrifuge and injection systems via MATLAB and ARDUINO[C]. Medical Technologies National Conference, IEEE, Bodrum,2016: 1-4.
[5]KWON B H, JEON H J, KIM D I,et al. Separation of different sized nanoparticles with time using a rotational flow in a 2×2 microfluidic centrifuge[J]. Japanese Journal of Applied Physics Jjap, 2013, 52(2): 6601.
[6]边玲. 油浆内颗粒测定及分离的研究[D]. 上海: 华东理工大学, 2011.
[7]戴素萍. 离心机的原理、操作及维护[J]. 云南大学学报: 自然科学版, 2000(S2): 119-121.
[8]王畅, 杨德京, 宋林松, 等. 钻井液净化用离心机分离因数的选择[J]. 石油机械, 1998(7): 39-41.
[9]黄卫. HUMBOLDT WEDAG卧式转鼓螺旋型离心机工作原理及机型介绍[J]. 川化, 2001(4): 47-48.
[10]郭苗, 王新文, 王宏凯, 等. 进口卧式刮刀离心机的基本原理及实践[J]. 煤矿机械, 2010, 31(9): 197-199.
[11]樊新海, 赵智勇, 安钢, 等. 机械振动烈度的频域算法研究[J]. 装甲兵工程学院学报, 2008, 22(1): 42-45.
[12]黄超. 少齿差行星减速器动态特性分析及非线性振动研究[D]. 重庆: 重庆大学, 2013.
(责任编校:蒋冬初)
Control System of High Temperature Centrifugal Settling Separator Based on
STM32
XIAO Yu1,MI Yan2
(1. College of Electrical and Information Engineering, Hunan University, Changsha, Hunan 410082, China;2. College of Electrical and Information Engineering, Huaihua University, Huaihua, Hunan 418000, China)
According to the working principle of centrifugal settling separation and the main structure of high temperature centrifugal sedimentation separator, the main control system software design platform of STM32 chip, the design and development of the function control module of drum heating,temperature acquisition, monitoring of oil pressure and oil temperature in bearing lubrication system,and vibration intensity signal detection of the centrifuge during operation. The design method of A/D sampling conversion program is discussesed based on Modbus communication protocol(RTU mode) of RS-485 communication circuit, inverter drive motor stepless frequency conversion speed regulation program, interface display program of the programmable touch screen, programmable touch screen display interface program and its display data update and touch key processing procedures, and the high-speed optical isolation signal conversion module. The causes of the error of the speed and vibration intensity detection during the operation of the equipment are analyzed, and the correction method is given. The results of the test run show that the functional indexes of the control system of high temperature centrifugal settling separator have basically reached the design requirements.
high temperature centrifugal settling separator; control system; STM32; modbus protocol;programmable touch screen
TP23
A
10.3969/j.issn.1672-7304.2017.03.0011
1672–7304(2017)03–0048–06
2016-11-20
肖宇(1984-),男,湖南南县人,工程师,硕士,主要从事数字系统设计研究﹒E-mail: 35425114@qq.com.
猜你喜欢
再生资源与循环经济(2022年2期)2023-01-05
机电设备(2022年3期)2022-07-06
建材发展导向(2021年15期)2021-11-05
建材发展导向(2021年10期)2021-07-16
当代医药论丛(2020年9期)2020-07-09
城市道桥与防洪(2019年5期)2019-06-26
中国盐业(2018年20期)2019-01-14
装备环境工程(2015年5期)2015-02-28
装备环境工程(2015年5期)2015-02-28
装备环境工程(2015年5期)2015-02-28
