
基于视觉控制的断路器螺钉安装机*
2017-12-06 07:54张克平杜向阳耿英博
化工自动化及仪表 2017年10期
张克平 杜向阳 耿英博
(上海工程技术大学机械工程学院)
基于视觉控制的断路器螺钉安装机*
张克平 杜向阳 耿英博
(上海工程技术大学机械工程学院)
采用工业CCD相机拍摄图片,用植入在图像采集模块的视觉处理程序对螺钉的位置和姿态进行图像处理,将处理后的坐标信息通过SPI总线传输到SM32芯片,驱动相应的伺服机构进行塑壳断路器金属片上螺钉的安装。通过实验证实螺钉安装机采用视觉定位系统后,比传统塑壳断路器的螺钉安装过程节省90%以上的时间。
视觉处理程序 螺钉安装 塑壳断路器 CCD相机
塑壳断路器金属片上螺钉的精准定位是电器零部件组装的重要环节,智能快速追踪定位成为其发展趋势。为满足塑壳断路器金属片上螺钉安装的精确定位和正确姿态调整的要求,笔者设计了一套精确的塑壳断路器视觉螺钉定位系统,主要由执行部分和控制部分组成。
1 硬件执行部分
螺钉安装机执行系统的结构[1]如图1所示,利用步进电机作为系统的动力驱动源,驱动螺钉安装机的减速机构。
螺钉安装的可靠性必须具有稳定的减速机构作为基础[2],所以笔者提供了螺钉安装部分的减速机构,由图1中的螺钉安装电机(步进电机5)驱动的一个大齿轮和一个小齿轮组成的变速进给机构组成(图1中减速机构2),由小齿轮完成螺丝刀头的旋转调整分量,大齿轮驱动丝杠实现螺丝钉的直线上升和进给运动。项目所用的螺钉分别M3mm×0.7mm和M6mm×10.0mm,不仅要完成螺钉的匹配,还要完成转速和进给量的匹配。为此,设计便于调整的柔性机构和螺钉的锁紧机构(图1中柔性机构、可调整的螺丝刀头和锁紧机构)匹配不同螺钉螺纹的螺距。
在为塑壳断路器的3个金属片安装螺钉时,金属片发生变形导致螺钉安装困难。为此,设计一个螺钉和螺母一起安装的锁紧机构(图1断路器夹具调整断路器的姿态减小金属片的变形与安装的可靠性),保障螺钉能够顺利安装到塑壳保护器上。在塑壳断路器螺钉安装过程中对其轨迹变化过程进行追踪十分重要[3],所以本项目针对塑壳断路器金属片变形的特点,设计了移动调节螺钉螺母锁紧机构和相应的夹具(图1的第13、14部分)。
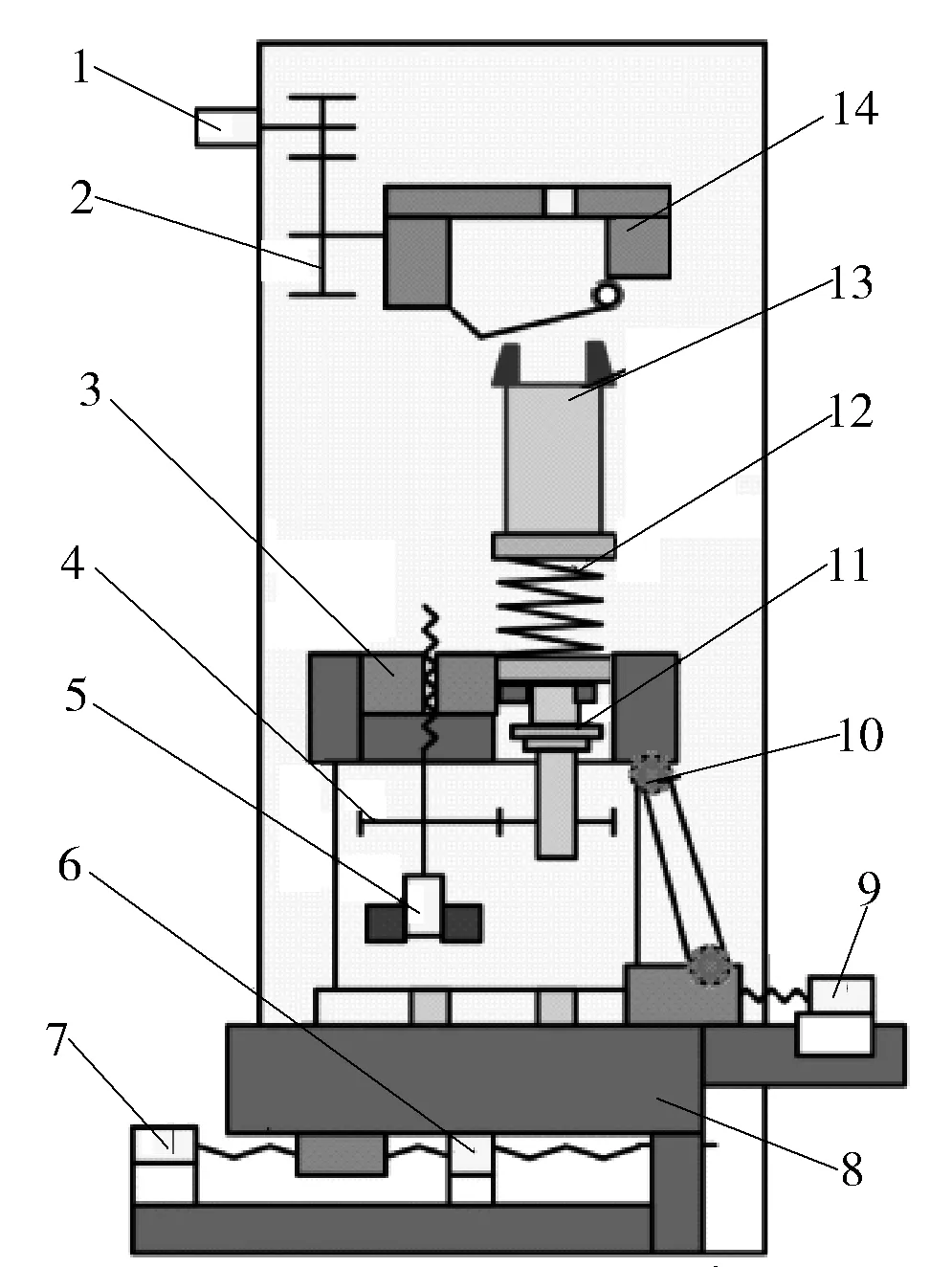
图1 传动机构示意图
按照图1设计的硬件执行系统,平台x、y轴的伺服电机驱动的线性模组可以实现三维坐标(x,y,z)定位的执行,执行机器的安装部件到第14定位的螺孔,为了进一步减小零件变形导致的安装困难,需要执行步进电机9进行姿态调整,然后执行步进电机5实现螺钉在金属片上的安装。执行图1中步进电机1驱动减速机构,不仅可以使得夹具上的塑壳断路器金属片螺丝转移到最佳的光照位置(便于视觉定位),而且给人工放置塑壳断路器到安装机上提供了方便,效率也有所提高。为了满足螺钉安装需要的预紧力,在图1中设计了11个力矩测量离合器确保螺钉安装的有效性。在塑壳断路器螺钉安装机上,把柔性环节(图1)、减速匹配器(图1的2、4)和电磁离合器集成在一起,形成一个柔性传动机构,减小了整个机构的体积,同时可以防止由于上升量过大而破坏塑壳断路器的情况发生。
2 硬件控制系统
塑壳断路器螺钉安装机不仅需要在机构上进行灵活的设计,同时需要在三维空间进行准确定位[4]。螺钉安装驱动程序的编写可以实现安装机的整个控制过程。笔者设计的塑壳断路器的控制定位分为视觉定位环路与力定位环路,其控制系统如图2所示的虚线环路。

图2 控制系统示意图
视觉定位环路是通过工业CCD相机,拍摄螺孔和螺丝刀头的底面和正面,捕获螺孔和螺丝刀头的三维坐标信息,通过SPI总线传送到STM32运动控制器进行信息处理。STM32运动控制器把处理好的信息传到驱动x、y、z轴的步进电机,完成螺孔和螺丝刀头的调整与定位。定位结束后,启动螺丝刀头旋转和进给的步进电机,完成螺丝的安装。力定位通过力矩离合器设定的力矩量实现,力矩离合器反馈螺钉中执行的预紧力产生一个中断信号INT0到运动控制器,中断程序将停止并复位螺钉安装的执行,这个可以很好地对应文献[5]中的根据传输到运动控制卡的力矩传感器与CCD相机采集的信号,判断螺钉的松紧程度和安装位置与姿态偏差是否满足要求的观点。STM32运动控制板卡的指示灯提示工作人员是否进行下一个螺钉的安装或者是否存在故障。
在图2的基础上设计塑壳断路器螺钉安装器的控制系统硬件,如图3所示。系统由8部分组成:补光系统、力矩信号采集模块、图像采集模块、显示面板、STM32运动控制器、指示灯模块、开关量模块和步进电机驱动模块。

图3 控制系统硬件组成
补光系统是在机构光线较暗的地方增加亮度,从而采集比较完整清晰的图案。力矩信号采集模块[6]把螺丝刀头的扭矩模拟量信号转变为STM32运动控制卡可接收的数字量信号。图像采集模块把拍摄的图像进行处理,转换成螺丝刀的三维坐标量和位置姿态量,用SPI总线把坐标和位置姿态信息传到STM32运动控制板卡上进行处理(引用文献[7]的图像采集模块内嵌可进行图像处理的目标锁定功能程序,进行相应点坐标提取的观点)。为了提高人机互动体验,在显示面板上显示用户设计的数据、螺丝刀头的位置坐标和系统的运行状态。STM32控制器的功能是由主控芯片STM32F103ZEY7A完成的。塑壳断路器的指示灯模块主要是为了显示故障与应急处理的情况,根据3个指示灯的不同组合,确定相应的故障或者应急信息,共有9种不同状态。开关量模块是人工操作与紧急停止按钮。步进电机驱动模块的作用是把STM32控制步进电机的脉冲信号转换为符合步进电机额定电压或者额定电流的脉冲。
3 实验部分
3.1工作验证
实验采用CCD相机和基于OPENCV库的VS平台,拍摄塑壳断路器金属片位置并定位金属片上螺丝钉的安装位置。实际应用中,金属片和螺钉安装机锁定机构的夹角不能超过5°,角度过大螺钉无法安装。
每个塑壳断路器有3个金属片的螺钉需要安装。在塑壳断路器螺丝钉安装成像结果(图4)中可以看出,图4a的3个螺钉已安装完毕,证实使用该设备可以顺利安装断路器金属片上的螺钉,克服了断路器金属片上螺钉因为变形而安装困难的问题。由图4b可以看出,由于机器定位不准确,导致金属片和螺钉安装机锁定机构形成的夹角达到13.3°,从而致使螺钉安装困难,但是这种情况出现的概率在3%以内。图4c是一个正确安装的螺钉,其夹角仅为0.67°。
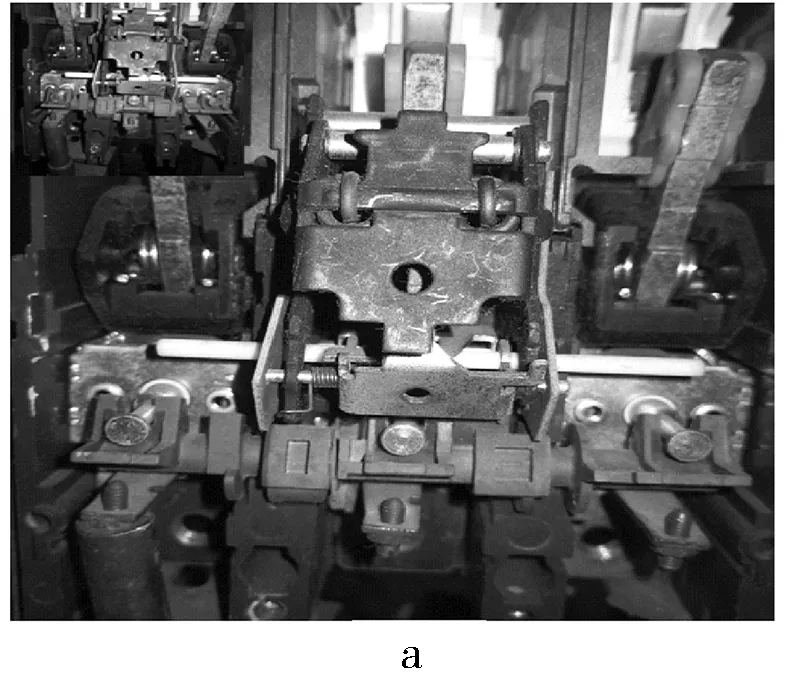

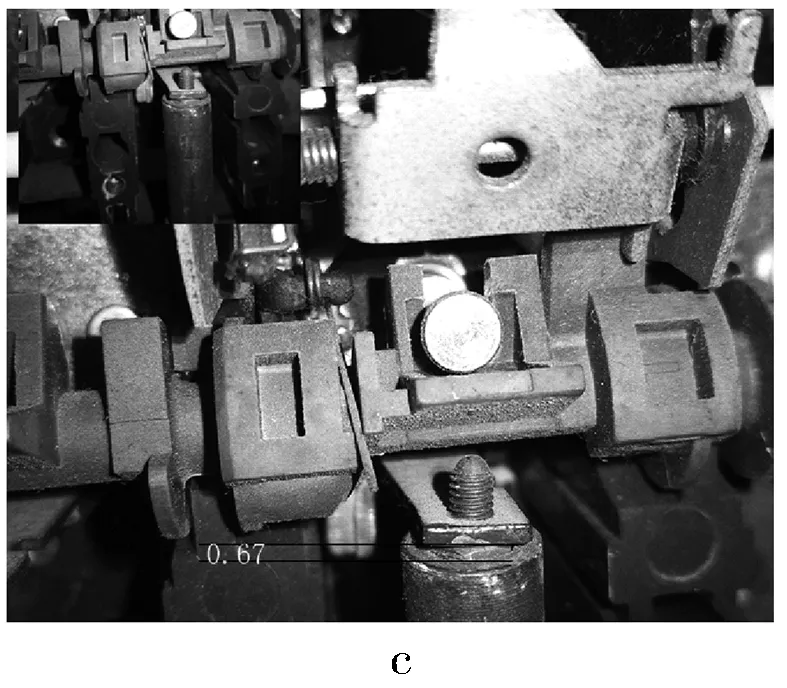
图4 塑壳断路器螺丝钉安装机成像结果
3.2效率验证
塑壳断路器螺丝安装机的效率和质量验证是通过比较人造安装和机器安装实现的。螺钉安装的效率通过安装断路器的数量测量,而螺钉安装的质量通过螺钉安装和预载荷的偏转程度测量。为了验证设备的稳定性,由断路器数量BN、平均梯度值AVERGRA和平均预紧度AVERPFD3个参数绘制机器安装数量曲线和人工安装数量曲线(图5)。从曲线中可以看出,机器安装比人工安装的曲线波动性更小,即稳定性更好。
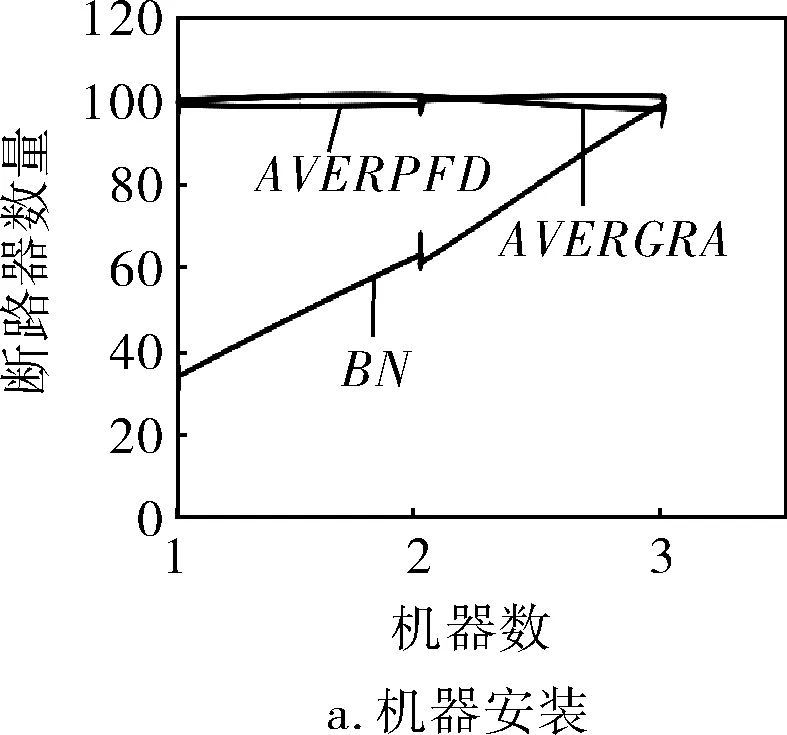
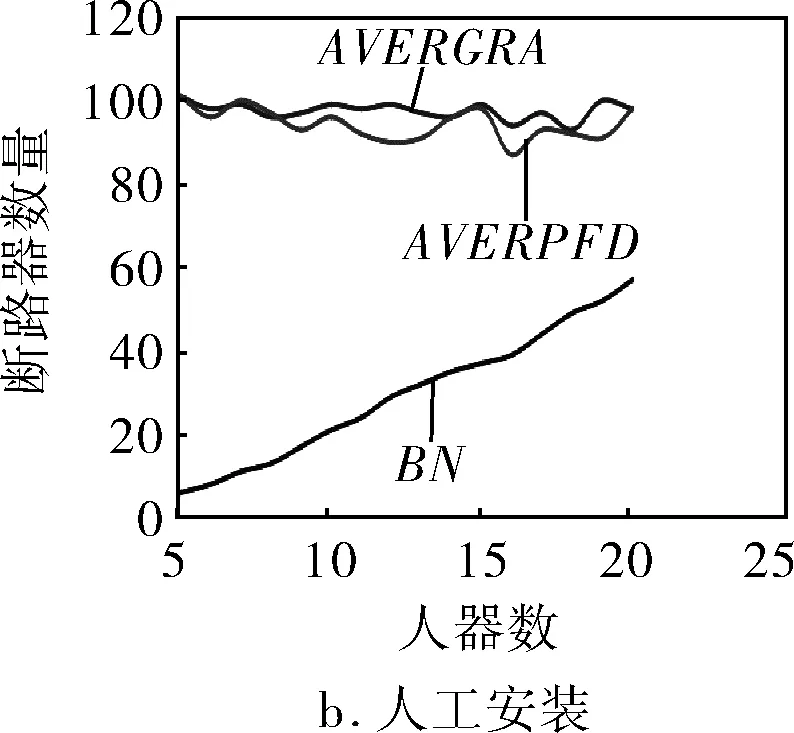
图5 机器安装数量曲线和人工安装数量曲线
相关数据的计算式如下:

(1)

(2)

(3)

(4)
式中GRA——梯度值;
MEV——安装预紧力;
MGV——实际偏差值;
PFD——预紧度;
PRDV——标准预紧力;
PRGV——标准偏差。
实验效率的计算结果为:


式中AM——机器数量;
AMNBN——每组机器安装断路器的数量;
AVERAM——平均每台机器安装断路器的数量;
AVERPN——平均每人安装断路器的数量;
PN——每组的人数;
PNBN——每组安装断路器的数量;
TRWR——人工安装相对机器安装的相对效率,%。
可以看出,人工安装时每个工人的安装数量为2.29;而机器安装的数量为31.37,因此可以得出结论,人工安装相对机器安装的效率仅为7.3%。
塑壳断路器视觉螺钉定位系统,CCD相机视觉定位系统的加入,使复杂的传统机构变得简单,同时实现了微型元器件的定位。柔性双轴设计消除了在安装螺钉过程中,双金属片由于弯曲变形形成的干涉运动。视觉定位与力矩传感器保障了螺钉安装的质量与合适的松紧度,并且螺钉安装机可以在断路器金属片由于温度等原因发生弯曲时实现自动补偿。自有的移动平台技术,使螺钉安装机在平面上的定位更精确。
4 结束语
实际应用证明,塑壳断路器螺丝钉安装机不仅能够正确安装金属片上的螺钉,其安装效率也远高于人工安装。在市场同类产品中,如江苏泰联达公司生产的在线式全自动锁所螺丝机,可以快速而随机完成螺钉的安装。但与笔者设计的塑壳断路器螺丝钉安装机相比,虽然安装速度更快,但是由于无法灵活调整螺丝刀头的姿态,故很难完成金属片上螺钉的安装。虽然本套设备可以解决塑壳断路器金属片上螺钉的安装,但是效率仍然有很大的提高空间。
[1] 司海立,程武山,孙鑫,等.塑料外壳式断路器智能测试系统[J].电器与能效管理技术,2008,(19):58~61.
[2] 韩冬冬.塑壳式断路器操作可靠性试验装置中微机检测与控制技术[D].天津:河北工业大学,2007.
[3] Vafiadis,Dimitris.Discussion of “Survey Results of Low-voltage Circuit Breakers as Found during Maintenance Testing:Working Group Report”[J].IEEE Transactions on Industry Applications,1997,33(5):1370~1371.
[4] 李睿,耿璐,程武山.基于机器视觉的螺母定位系统[J].机床与液压,2013,(23):60~64.
[5] 王德会.基于机器视觉的自动螺丝锁付装备及定位方法的研究[D].广州:华南理工大学,2014.
[6] 秦琴,屠子美,刘唯,等.一种基于视觉定位和扭矩控制的自动拆卸螺钉方法及其装置[P].中国:CN201510397675.9,2015-09-23.
[7] 邵新发,程武山.断路器长延时调整机构视觉定位系统[J].仪表技术与传感器,2015,(6):88~91.
张克平(1985-),硕士研究生,从事复杂制造设备系统智能控制的研究,464580223@qq.com。
TH865
A
1000-3932(2017)10-0991-04
2017-04-20,
2017-08-29)
猜你喜欢
发明与创新(2022年19期)2022-06-13
福建中学数学(2018年6期)2018-12-24
电子制作(2018年14期)2018-08-21
电子制作(2018年10期)2018-08-04
发明与创新·中学生(2018年5期)2018-06-11
工业设计(2017年5期)2017-10-21
军事文摘·科学少年(2017年4期)2017-06-20
电子制作(2017年8期)2017-06-05
电子制作(2017年20期)2017-04-26
印刷技术·数字印艺(2015年7期)2015-08-31
