
如何解决工艺尺寸链解算中的几个难题
2017-11-30 09:57胡蓉
中国教育技术装备 2017年18期
胡蓉
摘 要 针对在教学实践中讲授机械加工工艺尺寸链解算时学生难理解易出错的几方面问题,进行较为全面的分析,针对这些问题提出相应的解决办法,并运用具体的实例进行详细说明。
关键词 工艺尺寸链解算;职业教育;机械制造
中图分类号:G712 文献标识码:B
文章编号:1671-489X(2017)18-0118-03
How to Solve Problems in Process of Calculating Dimension Chain//HU Rong
Abstract In this reach, we make a comprehensive analysis on several
aspects of difficulties when teaching the machining process dimen-sion chain which students difficult to understand and easy to make mistakes, and propose the corresponding solutions with detailed des-
criptions for some specific examples.
Key words process dimension chain calculation; vocational educa-tion; machine building
1 前言
在高等職业教育机械类专业中开设机制工艺学或机械制造工程这类课程的目的,是让学生掌握编制机械加工工艺规程(如机械加工工艺过程卡、机械加工工序卡)的基本原则和方法。机械加工工艺规程是机械制造行业中指导工人进行加工及产品检验的重要工程技术文件。在编制机械加工工艺规程时,确定每道加工工序的工序尺寸及上、下偏差,是工艺人员必须要完成的一项重要工作。在实际的生产中,大多数零件在进行机械加工时,常常需要划分粗精加工阶段,通过若干道工序的加工,逐步提高各加工表面的加工精度和加工质量,才能最终达到零件图上的设计要求。
如果在零件的加工过程中,各表面的工艺基准能始终与设计基准重合,那工序尺寸就始终为设计尺寸,不需要进行任何的计算。但这种情况往往只存在于结构简单、加工工序数目少、加工精度不高,或是采用试切法进行加工的单件小批的生产类型中。在成批或大批大量的生产类型中,很多时候为了减少零件加工时的装夹时间,提高生产效率,或受零件本身结构、形状的限制,在加工过程中常常会出现工艺基准与设计基准不重合的情况。这时,工序尺寸就不再与设计尺寸相同,为确定加工工序的尺寸,就必须通过工艺尺寸链的解算来求解工序尺寸。
正确建立工艺尺寸链并求解工序尺寸及上、下偏差,是这类课程的重点之一,同时也是机制类专业学生未来从事与本专业相关工作所必须具备的能力之一。但经过多年的教学实践,笔者发现在教学过程中,学生对这部分内容的掌握常常会出现以下几个方面的问题,导致最后得不到正确的结果。下面笔者对学生在工艺尺寸链解算中常见的错误和解决方法综述如下。
2 封闭环的查找错误
封闭环的查找错误是最容易出现的问题,这一步恰恰是解算尺寸链最关键的第一步,如果这一步不对,后面再怎么做也全都成了无用功。要正确确定封闭环,一定要理解封闭环的定义:它是在加工或测量中最后自然形成(不能直接测量)或被间接保证精度的尺寸。另外,还要特别注意任何一个尺寸链的封闭环都只能有一个,即封闭环具有唯一性这一特性。
3 尺寸链不封闭或不符合线路最短原则
封闭环确定之后,就可以着手查找与该封闭环有关的各个组成环。对于简单的尺寸链,由于加工尺寸不多,组成环常一目了然,这个环节不易出错。但对于多环尺寸链,由于尺寸多,尺寸界限还常有交叉,使得整个尺寸链图中的尺寸关系很不清晰。这时为了防止尺寸链不封闭或不符合线路最短原则,就应采用尺寸链追踪法来找到正确的组成环。
具体做法是:由封闭环的一端出发,向上或向下做尺寸追踪线(用单向箭头表示),当追踪线遇到另一尺寸的尺寸箭头后转弯,逆向查找到这个尺寸的另一个箭头(另一端点),则这一尺寸即为与该封闭环有关的一个组成环;再从这个尺寸的这一端点出发,按与找第一个组成环相同的方法查找到其他的组成环,直到所做的尺寸追踪线最后回到封闭环上所做尺寸追踪线的起点为止,这样就形成一个封闭的尺寸链图形,在这个图形中除封闭环之外的其他尺寸,就是与这一封闭环有关的所有组成环。
用这一方法做出的尺寸链图必然是封闭的,且一定满足尺寸链线路最短的原则。为了便于看图及解算,应在零件图外将找到的尺寸链图单独做出。
4 组成环的增减性判断错误
一般而言,常常按增环、减环的定义来判别组成环的性质:
1)当其他组成环都不变时,某组成环的增大引起封闭环的增大,它的减小引起封闭环的减小,这个环就是增环;
2)某组成环的增大引起封闭环的减小,它的减小引起封闭环的增大,这个环就是减环。
简而言之,就是能引起封闭环同向变化的为增环,引起封闭环异向变化的为减环。
用上述方法判断组成环性质时,每次只能判断一个,要一个尺寸一个尺寸地分次进行,并且在判断时还要注意只有要判断性质的尺寸,才能够发生变化(增大或减小),其他组成环均要保持不变。这个过程对于多环尺寸链而言太过烦琐费时,有几个组成环就要判断几次,不小心很容易出错。
为了解决这个问题,笔者认为,还是沿用前面查找尺寸链图时所做出的尺寸追踪线(单向箭头)来判断组成环的性质更简便易行,只要根据组成环和封闭环上单向箭头的关系来判断组成环是增环还是减环就可以了,即在组成环上与封闭环箭头方向相同的为减环,与封闭环箭头方向相反的为增环。这个方法简洁高效,所有组成环的性质一次就可以全部判断出来,尤其适合于多环尺寸链中组成环性质的判断。endprint
5 计算错误(仅错对极值法求解尺寸链)
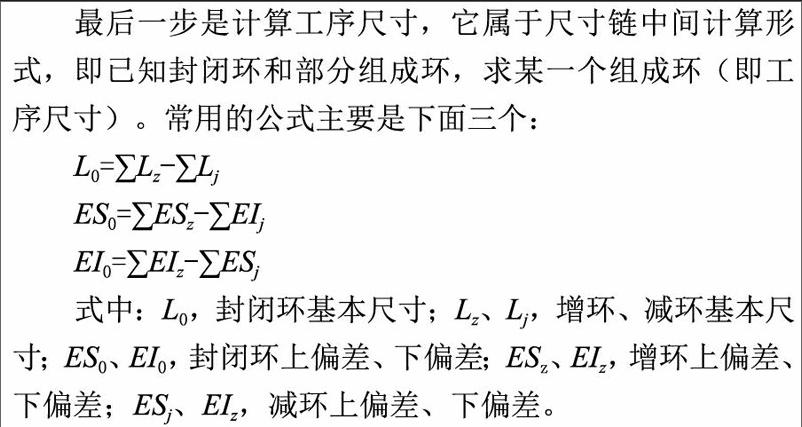
最后一步是计算工序尺寸,它属于尺寸链中间计算形式,即已知封闭环和部分组成环,求某一个组成环(即工序尺寸)。常用的公式主要是下面三个:
L0=∑Lz-∑Lj
ES0=∑ESz-∑EIj
EI0=∑EIz-∑ESj
式中:L0,封闭环基本尺寸;Lz、Lj,增环、减环基本尺
寸;ES0、EI0,封闭环上偏差、下偏差;ESz、EIz,增环上偏差、下偏差;ESj、EIz,减环上偏差、下偏差。
上述公式简单,计算过程也不复杂,出现错误的关键还是在于是否为多环尺寸链。因为多环尺寸链的上、下偏差数量多,代入计算公式时,一是容易代错偏差符号,导致计算结果错误;二是计算之后没有按“单向入体”原则进行标注,不符合工序尺寸的标注要求。
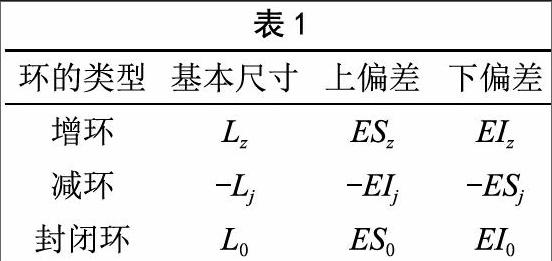
对于“单向入体”原则,有些学生觉得难以理解,在此做一个简单的说明:对加工后尺寸增大的这类尺寸,按基孔制标注上、下偏差;对加工后尺寸减小的这类尺寸,按基轴制标注上、下偏差。而为了减少在计算中出现的错误,笔者认为可以采用竖式法(见表1),计算时应用口诀:增环封闭环基本尺寸,上、下偏差照抄;减环基本尺寸反号,上、下偏差位置对调并反号。
6 应用实例进行分析说明
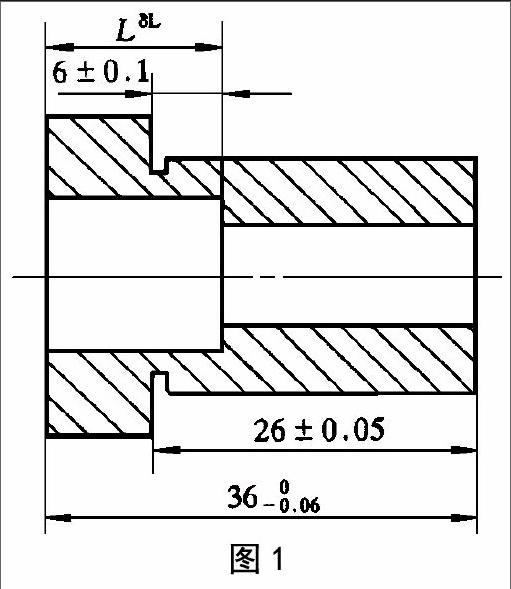
如要加工图1所示零件,要求保证尺寸6±0.1 mm。由于该尺寸不便测量,只好通过测量尺寸L来间接保证,试求尺寸L及其上、下偏差。
分析过程如下。
确定封闭环 图示零件为一轴套,分析其加工顺序为车端面、车外圆、切槽,保证尺寸26±0.5 mm;调头装夹、车另一端面,保证尺寸360-0.06 mm;钻通孔;扩孔,保证尺寸L;加工完成时得到尺寸6±0.1 mm。
通过分析可知,尺寸6±0.1 mm是加工之后才间接得到的尺寸(不能直接测量即为被间接保证精度的尺寸),所以它是尺寸链的封闭环。
查找组成环(见图2) 从封闭环6±0.1 mm的右端出发,向上作尺寸追踪线(单向箭头),遇到尺寸L右端的箭头后,追踪线转弯,逆向查找到它的左端点,尺寸L即为找到的第一个组成环;接着尺寸追踪线沿尺寸L左端向下继续查找,遇到尺寸360-0.06 mm左端的箭头后转弯,逆向查找到该尺寸的右端点,则尺寸360-0.06 mm是尺寸链的第二个组成环;然后尺寸追踪线沿尺寸360-0.06 mm右端向上继续查找,遇到尺寸26±0.5 mm右端箭头后转弯,逆向查找到该尺寸的左端点,则尺寸26±0.5 mm为尺寸鏈的第三个组成环;最后,尺寸追踪线由尺寸26±0.5 mm的左端向上回到封闭环6±0.1 mm左端,再由左至右做出该尺寸上的追踪线。至此,形成一个封闭的尺寸追踪图形,并找出与封闭环6±0.1 mm有关的所有组成环。
判断组成环性质 观察图2上各组成环和封闭环上单向箭头的方向可知,组成环26±0.5 mm和L上的箭头方向与封闭环6±0.1 mm的箭头方向相反,为增环;尺寸360-0.06 mm
上的箭头方向与封闭环6±0.1 mm的箭头方向相同,为减环。
计算尺寸L及上、下偏差
方法一:采用公式法。
∵L0=∑Lz-∑Lj
∴L=6+36-26=16 mm
∵ES0=∑ESz-∑EIj
∴ESL=0.1-0.06-0.05=-0.01 mm
∵EI0=∑EIz-∑ESj
∴EIL=-0.1+0-(-0.05)=-0.05 mm
即L= mm
由于该尺寸加工后会越来越大,按“单向入体”原则标注,类同于基孔制,即L=15.950+0.04 mm。
方法二:采用竖式计算法(见表1)。将所有已知尺寸代入表1,经计算得L(方框中的数值):
∴L= mm=15.950+0.04 mm
7 结语
本文中介绍了在进行工艺尺寸链的解算时易出现的各种问题,针对这些问题出现的原因,逐一进行分析并提出简便可行的解决方法,并运用实例详细进行分析和解释,以利于学生的学习和同行间的交流。
参考文献
[1]郑修本.机械制造工艺学[M].北京:机械工业出版社,2012.
[2]吴拓.机械制造工程[M].北京:机械工业出版社,2011.
[3]刘守勇.机械制造工艺与机床夹具[M].北京:机械工业出版社,2012.endprint
猜你喜欢
职业(2016年10期)2016-10-20
职业(2016年10期)2016-10-20
职业(2016年10期)2016-10-20
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
