
粉罐半挂车提升卸料速度之吸料口工装改进
2017-11-23 08:46:15郭喜洲韩永涛韩月琴
专用汽车 2017年11期
郭喜洲 韩永涛 韩月琴
驻马店中集华骏车辆有限公司 河南驻马店 463000
粉罐半挂车提升卸料速度之吸料口工装改进
郭喜洲 韩永涛 韩月琴
驻马店中集华骏车辆有限公司 河南驻马店 463000
通过对粉罐半挂车提高卸料速度进行研究时发现,当罐体压力开始下降时,罐体内部水泥呈现前后、左右不均匀的分布状态。在后续研究过程中,也进行了大量排查性试验,得出上述问题的关键在于出料管道吸料口定位不精准,并分析了水泥分布不均匀问题的原因及解决办法。
粉罐半挂车 吸料口 卸料速度
1 前言
随着新GB1589的实施,大多数粉罐半挂车生产企业都将研发重点放到产品轻量化上,而实际上各产品自重相差并不悬殊,为了提高粉罐半挂车的使用性能,考虑将研发重点放在粉罐半挂车卸料速度的提升方面。在粉罐半挂车卸料速度提升的大量装载试验过程中,笔者发现罐体压力从开始下降,直到卸料完成,气压下降速度一直达不到预期的快速直线下降要求。为此,在试验过程中,当罐体压力下降到0.18 MPa时,将柴油机组关闭,静置后进入罐体内部排查原因,通过多台车排查和对比,发现卸料后期,罐体内部水泥呈现前后、左右不对称、不均匀分布,如图1所示。这是造成后期卸料时间延长的主要原因,而造成这种分布的共同点就是出料管道吸料口排布左右方向不对称,出现偏斜,前后方向不逢中,或者吸料口不在同一平面上,一侧翘头等,从而影响到卸料过程中均匀卸料。

图1 卸料后期罐体内部水泥分布状态
2 问题产生的原因分析
a.吸料口左右方向不对称,出现偏斜,前后方向不居中。出现这种情况的主要原因在于出料管道排布前,罐体底部已由手工气割出一个排污口,吸料口只能以排污口作为基准进行排布,由于排污口手工气割误差较大,对称度无法保证,从而导致吸料口定位不精准。
b.即使调整制作工序,先排布出料管道,再气割排污口,但吸料口是以中段罐体对接焊缝为基准,吸料口刚好位于对接焊缝正上方,盖住对接缝,测量不便,导致测量误差较大,手工定位不够精准。
c.吸料口不在同一平面上的主要原因是吸料口高度不明确,没有专业的吸料口对接工装衡量平面度对卸料速度的具体影响,因此,吸料口对接时平面难以控制,焊接后吸料口也会产生焊接变形,影响吸料口平面度,如图2所示。
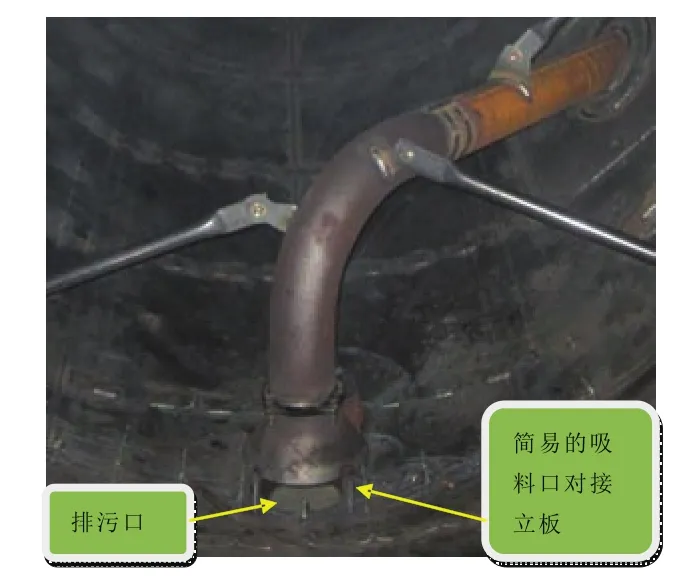
图2 排污口及简易对接立板
3 解决措施
3.1 定位基准解决措施
吸料口排布仍以罐体底部排污口作为定位基准。罐体板为气割件,在罐体气割时,将排污口直接气割而成,这样排污口相对罐体中心的定位基准将十分精确,则以排污口为基准排布的吸料口误差就会很小,如图3所示。
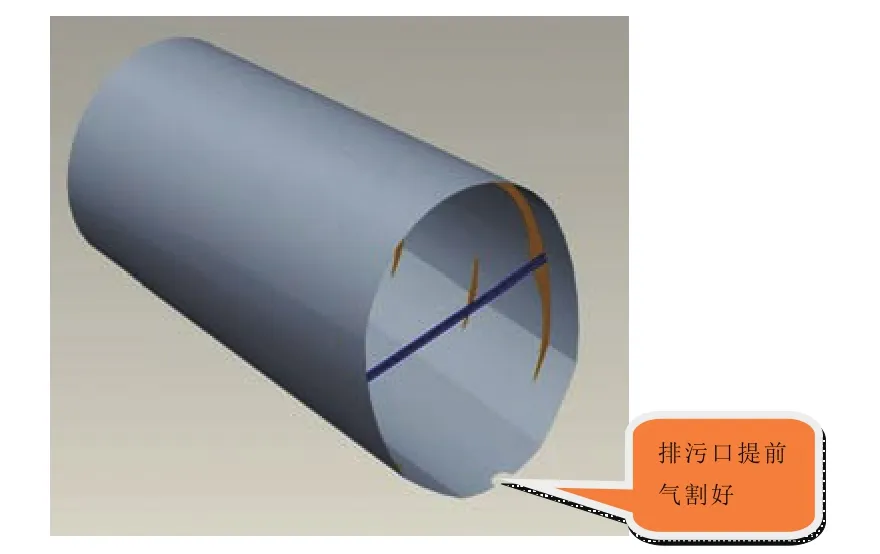
图3 排污口提前气割
3.2 吸料口平面度解决措施
罐体成型后,在罐体气割的排污口位置焊接一个锥形法兰盘,法兰盘可通过水平仪直接控制平面度。法兰盘平面度控制好后,可以在锥形法兰盘内设计一套“可伸缩的吸料口对接工装”,从而通过对接工装控制吸料口的平面度。
可伸缩式吸料口对接工装由锁紧螺栓、定位盘、旋转丝杠、丝杠螺母、固定盘等5大部分组成,定位盘和旋转丝杠是焊接在一起的上部整体,丝杠螺母和固定盘是焊接在一起的下部整体,两个整体通过旋转丝杠和丝杠螺母上的梯形螺纹连接在一起,从而组成整套对接工装,如图4所示。

图4 吸料口对接工装示意图
定位工装具体使用步骤为:
a. 先将定位工装放置在排污口锥形法兰盘上,使定位盘上的卡槽卡到法兰盘凹陷的台阶中,保证对接工装和排污口法兰同轴,从而确保了对接工装与罐体中心线的定位精度,如图5所示。

图5 对接工装放置到法兰盘中
b. 将吸料口放到上部的定位盘中,并用周边的锁紧螺栓锁紧,如图6所示。定位盘铣有内凹的台阶,台阶分度圆直经比吸料口直径大5 mm,从而可以确保吸料口与对接工装以及罐体中心之间的定位精度。

图6 定位盘及吸料口锁紧到定位盘照片
c. 旋转定位盘,使吸料口与罐体之间的高度达到技术要求的范围,由于旋转丝杠采用梯形螺纹,梯形螺纹之间旷动量很小,从而保证了定位盘平面度和定位精度,如图7所示。

图7 调整吸料口高度
d. 从罐体内部依次将出料管道排布好并焊接到位,管道与罐体之间加装好拉撑,吸料口通过锁紧螺栓锁紧,在焊接过程中吸料口相对罐体中心的定位精度及平面度不会发生变化,如图8所示。
图8 排布出料管道
e. 等出料管道全部排布完成后,松开吸料口锁紧螺栓,将工装反向旋转收缩,此时可以从罐体内部直接将对接工装取掉,如图9所示。此方法使用便捷,定位精度较高,彻底地解决了试车过程中所发现的吸料口排布左右方向不对称、前后方向不逢中、吸料口不在同一平面上等一系列影响水泥分布不均的技术难题。

图9 取出对接工装
4 试验结论
后续又对使用吸料口对接工装排布的车辆进行多台车平均卸料速度对比求证,验证结构表明:
a.使用工装排布的车辆,卸料后期罐体压力下降速度均能够控制到5 min以内,且大多数车辆下降速度都在2 min以内,达到预期卸料后期气压快速下降这一目的;
b.为了检验罐体水泥流化均匀情况,所有车辆卸料时,当罐体压力达到0.18 MPa时,均停止卸料检查水泥流化情况。通过对台车实际观察得知,吸料口前后、左右的水泥流动基本同步,且罐体内部水泥残留相对均匀;
c.通过对同一立方数的10台车辆进行卸料速度统计,得出该立方车型的平均卸料速度为1.525 t/min,如图10所示,而其他立方数的车型平均卸料速度也都能维持在1.5 t/min左右,从而达到提升粉罐车卸料速度的最终目的。
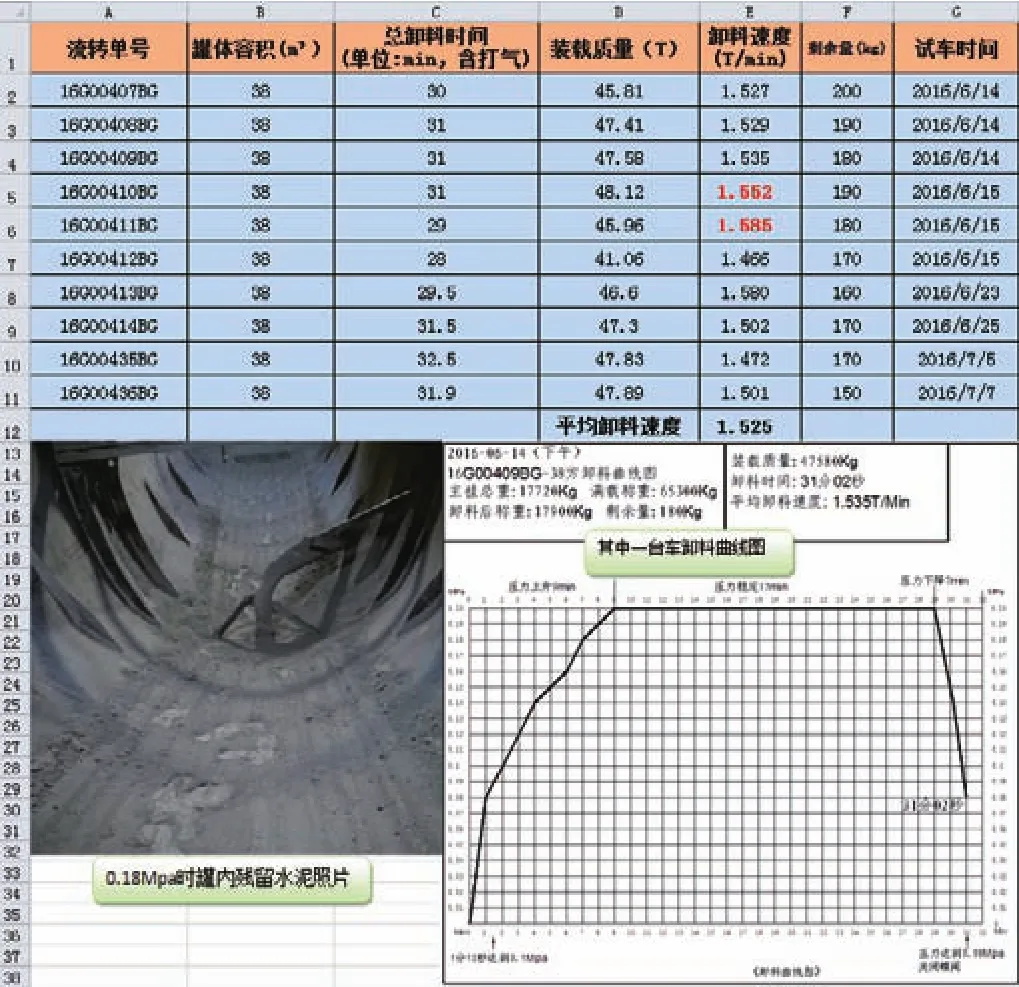
图10 平均卸料速度、罐体内部残留水泥及其中一台车的卸料曲线图
5 结语
通过对粉罐半挂车吸料口进行深入研究,仅利用一套专业的吸料口对接工装,彻底解决了在实际实验过程中所发现的问题,达到提升粉罐半挂车卸料速度的最终目的。可见,设计人员不仅要在产品轻量化上大做文章,更要在产品使用性能上加大研究力度,只有提升了产品使用性能,才能在市场中展现出产品独特的营销亮点,为客户、为企业创造更高的效益。
Enhance Discharge Speed of Powder Tank Semi - trailer by Suction Port Tooling Improvement
GUO Xi-zhou et al
When the tank pressure is starting to decrease, the cement inside the tank shows the distribution of the front, the left and the right unevenly. In the follow-up study,a large number of troubleshooting experiments were carried out, and the key to the above problems was the discharge pipe, especially the suction port. Therefore, problems and solutions was analyzed in this article.
powder tank semi-trailer; suction port; unloading speed
U463.83+4.02
A
1004-0226(2017)11-0099-03
郭喜洲,男,1968年生,工程师,现从事专用汽车产品研发管理工作。
2017-09-30
猜你喜欢
中华环境(2021年8期)2021-10-13 07:28:44
汽车实用技术(2021年16期)2021-09-09 02:15:40
装备制造技术(2021年4期)2021-08-05 07:39:54
橡塑技术与装备(2021年6期)2021-03-19 08:11:08
模具制造(2019年7期)2019-09-25 07:29:58
水利技术监督(2017年6期)2017-12-19 13:28:28
宇航材料工艺(2017年5期)2017-11-02 03:15:30
河南水利年鉴(2015年0期)2015-08-16 04:25:45
石油工程建设(2014年5期)2014-03-20 15:24:40
海河水利(2014年3期)2014-02-20 10:02:28
