
35CrMo齿轮堆焊接头组织与力学性能分析
2017-11-11 08:12马志鹏张誉喾张旭昀于心泷
化工机械 2017年3期
马志鹏 张誉喾 张旭昀 于心泷
(东北石油大学机械科学与工程学院)
35CrMo齿轮堆焊接头组织与力学性能分析
马志鹏 张誉喾 张旭昀 于心泷
(东北石油大学机械科学与工程学院)
采用CO2气体保护焊的方式进行35CrMo齿轮的堆焊并对接头处进行组织分析和力学性能分析。结果表明,采用NER70S-6焊丝作为填充焊丝能够获得良好的焊接接头,在焊缝界面处会生成与熔合区晶粒联结长大的柱状晶,并且在距离焊缝较远处产生了侧板条铁素体、针状铁素体和魏氏组织。在热影响区的正火区通过两次重结晶作用产生了细小的珠光体和铁素体组织。堆焊接头焊缝区的显微硬度最高可达HV220,热影响区显微硬度在HV200左右。
35CrMo 齿轮 堆焊 焊接工艺
抽油机减速箱中齿轮主要的失效形式包括磨损、表面疲劳、胶合、塑性流动及断裂等,基本属于部分失效,齿轮整体的性能并未受到很大影响,甚至有些齿轮仅仅因为齿面磨损或者个别轮齿的断裂就造成了整个齿轮的报废,产生了极大的浪费[1]。再制造技术可以将废旧机械零部件通过不同技术手段恢复零部件原始尺寸与原始性能[2]。其中,热喷涂技术具有喷涂材料多样、基体尺寸不受限制、涂层厚度可控以及工艺简单等优点。但是,由于涂层与基底金属的结合力以机械嵌合为主,因此涂层的耐冲击性能不高[3~5],并且在热喷涂时挥发出来的溶剂不但影响人体健康,而且浪费涂料造成经济损失。激光熔覆成形技术具有熔敷层性能优良、加工材料选择广泛及生产周期短等优点,其缺点是激光作为输入热源时,加热速度和冷却速度都较快,造成组织分布不均匀,应力容易集中易形成气孔和夹渣,难以获得较大面积的熔敷层[6~9]。堆焊技术可以获得大面积组织均匀的修复层,同时,堆焊层与母材之间冶金结合牢固,耐冲击性能高且具有很大的工艺灵活性。通过选择不同的堆焊合金,可以使母材表面具有耐磨性、耐腐蚀性及抗氧化等不同的优良性能[10~14]。笔者主要使用堆焊的方式对典型35CrMo钢的失效齿轮进行修复,并分析堆焊区的组织变化和硬度分布。
1 试样的制作
本实验采用的齿轮材料为35CrMo钢,属于合金调质钢,具有很高的冲击韧性,淬透性较好,高温下有较高的蠕变强度与持久强度。选用的焊丝为ER70S-6,其特点是具有优良的焊接工艺性能,电弧燃烧稳定,飞溅少,焊缝成形美观,焊缝金属气孔敏感性小,适用于较宽的焊接电流范围。实验时对齿轮进行线切割模拟在生产中的损坏。堆焊时采用NB-350逆变式CO2保护气电焊机,焊接电流17.5~17.6A,焊接电压为110~120V。由于35CrMo钢的碳当量较大,所以堆焊时工艺方面应特别注意防止变形和裂纹等问题,堆焊后所得齿轮如图1所示。35CrMo齿轮与ER70S-6焊丝化学成分见表1。

图1 CO2气体保护电弧焊堆焊齿轮
表1 35CrMo齿轮与ER70S-6焊丝化学成分 wt%
CO2气体保护电弧焊堆焊按以下步骤进行:
a. 堆焊前先用机械方法洗去坡口临近部位的锈层,再对齿轮进行超声清洗去除表面的油污。在300℃左右对齿轮进行预热除氢处理;
b. 每次焊完一层需用力均匀地锤击,再仔细修磨表面,利用锉刀将焊层表面凸起部分修平,再对焊层中的微小凹坑进行填平,直至每一焊层较平滑无明显凹坑时再焊下一层;
c. 焊完最后一层,用机加工的方式磨去多余的熔敷金属,将堆焊修复后的齿轮恢复到原有的尺寸和精度。
金相试样采用线切割进行截取,并用镶牙粉制成分析试样。采用水砂纸、金相砂纸和金刚石抛光液进行粗磨、精磨和抛光,并用4%硝酸酒精溶液对抛光后的试样进行腐蚀。金相分析在Olympus-MPG3光学显微镜上进行。采用HV-100型显微硬度计对接头横截面水平方向显微硬度分布进行了测量,载荷为1N,加载时间为10s。
2 堆焊接头组织分析
图2为堆焊齿轮切开后沟槽的宏观焊缝,可以看到母材区、焊缝区和热影响区组织的明显不同。熔合区的组织形貌清晰,组织呈明显的不均匀性,在焊接条件下,该区域为固液两相共存的半熔化区,由于温度分布不均匀且母材晶粒相对于最有利的导热方向取向有差异,所以造成了不均匀的熔化现象。在进行焊接热输入时,熔合区附近会聚集未完全融化的金属颗粒,同时这些界面上的形核功较低会发生非均匀形核,并以柱状晶的形态向焊缝中心生长,形成联生结晶[15],如图3所示。
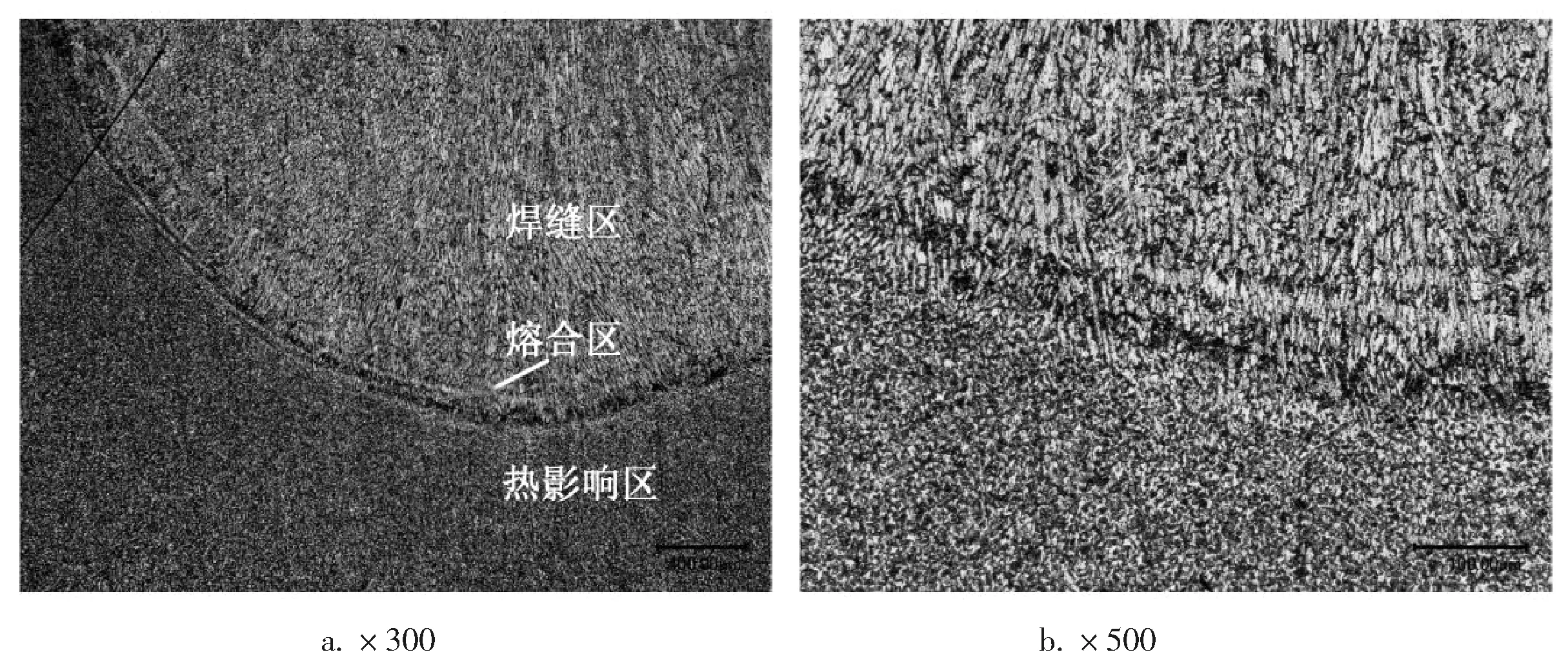
图3 堆焊接头熔合区微观组织
图4a为焊缝区的微观组织,可以明显观察到靠近熔合区与远离熔合区的焊缝组织呈现出不同的形态。如图4b所示,在熔合线附近出现了先共析铁素体的柱状晶区,该区域组织是在高温时由奥氏体晶界首先析出的铁素体,形态为长条形或多边形块状,并且具有与母材热影响区晶粒联结长大的特征。距离熔合区较远的焊缝组织呈树枝状分布,如图4c所示,粗针状和块状的先共析铁素体沿柱状晶晶界分布,部分粗针魏氏组织向晶内生长。晶内有大量细针状铁素体和少量珠光体,如图4d所示。在焊接热输入时,距离熔合线较远的焊缝区温度较低,侧板条铁素体会以板条状向晶内生长,在形状上如镐牙状。同时,在界面凸起深入液体内部的同时还会在横向区域内产生成分过冷,形成二次枝晶,枝晶的间隙在随后的凝固过程中被针状铁素体组织填满。在焊接时,这些针状铁素体以某些弥散的杂质质点为核心放射性成长,使它们相互限制不能长大。由于针状铁素体的位错密度较高,分布也不均匀,是显著改善焊缝韧性的理想组织[16]。
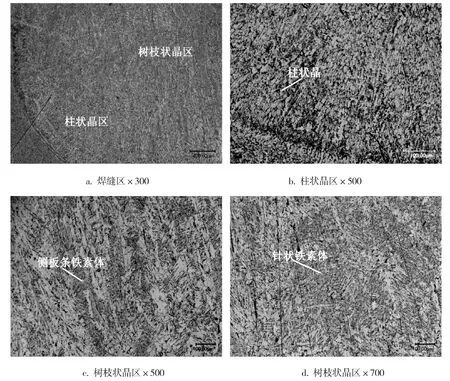
图4 堆焊接头焊缝区微观组织
图5a为堆焊接头热影响区,由正火区组织和不完全正火区组织两部分组成。正火区组织为均匀而细小的珠光体和铁素体,这是由于该区金属在焊接时会被加热到Ac3以上,珠光体和铁素体转化为细小的奥氏体组织,然后在空冷过程中得到均匀而细小的珠光体和铁素体经过这两次重结晶相变作用晶粒出现明显细化,如图5b所示,该组织晶粒比原母材的晶粒更为细小,硬度也较母材升高。图5c所示为堆焊接头正火区与不完全正火区的交界处,可以明显地观察到该区组织为未经重结晶的粗大铁素体之间分布着经过重结晶后的细小铁素体和珠光体的混合组织。该部分区域加热到的峰值在Ac1~Ac3之间,只有一部分金属实现了重结晶的转变,剩余部分为未经过重结晶的原始铁素体晶粒,是一个粗晶与细晶混合的区域。距离焊接热源更远处的母材没有受到热作用的影响,其组织主要包括铁素体(白色)和珠光体,其中铁素体为长条状或不规则的多边形,上面分布着块状珠光体,晶粒较细小,如图5d所示。
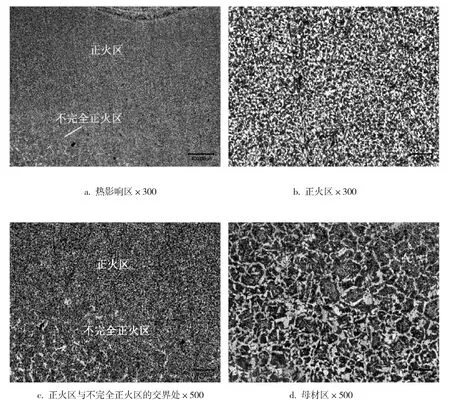
图5 堆焊接头不完全正火区与母材区的显微组织
3 堆焊接头硬度测试
图6a、b分别为焊缝区和热影响区显微压痕照片,可以看出热影响区处压痕与母材和焊缝区的压痕相差不大,说明堆焊后所得熔合区组织与焊缝区和熔合区的硬度相近,达到了可以应用于实际生产的硬度。
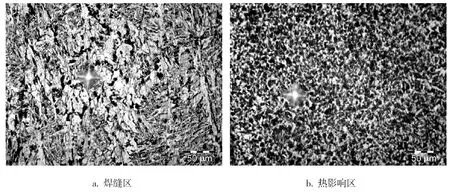
图6 堆焊压痕形貌
根据图7中各区域的显微硬度所示,熔合区附近硬度最低在HV200左右,这是因为沿熔合线生长的柱状铁素体具有良好的韧塑性,但是硬度较小。在距离熔合线较远处区域的硬度高于柱状晶区,这是因为在该区域出现的铁素体部分以硬度较高的魏氏组织的形态出现(高于HV240)。热影响区中的正火区珠光体与铁素体晶粒比母材组织的珠光体与铁素体的晶粒更加细小,所以热影响区的组织硬度更高,韧塑性也更好,其中不完全正火区的组织呈现不均匀性,所以在热影响区的硬度有波动。在焊接接头微观组织中出现的影响力学性能的硬脆相较少,所以整体硬度起伏不大,满足使用性能要求。
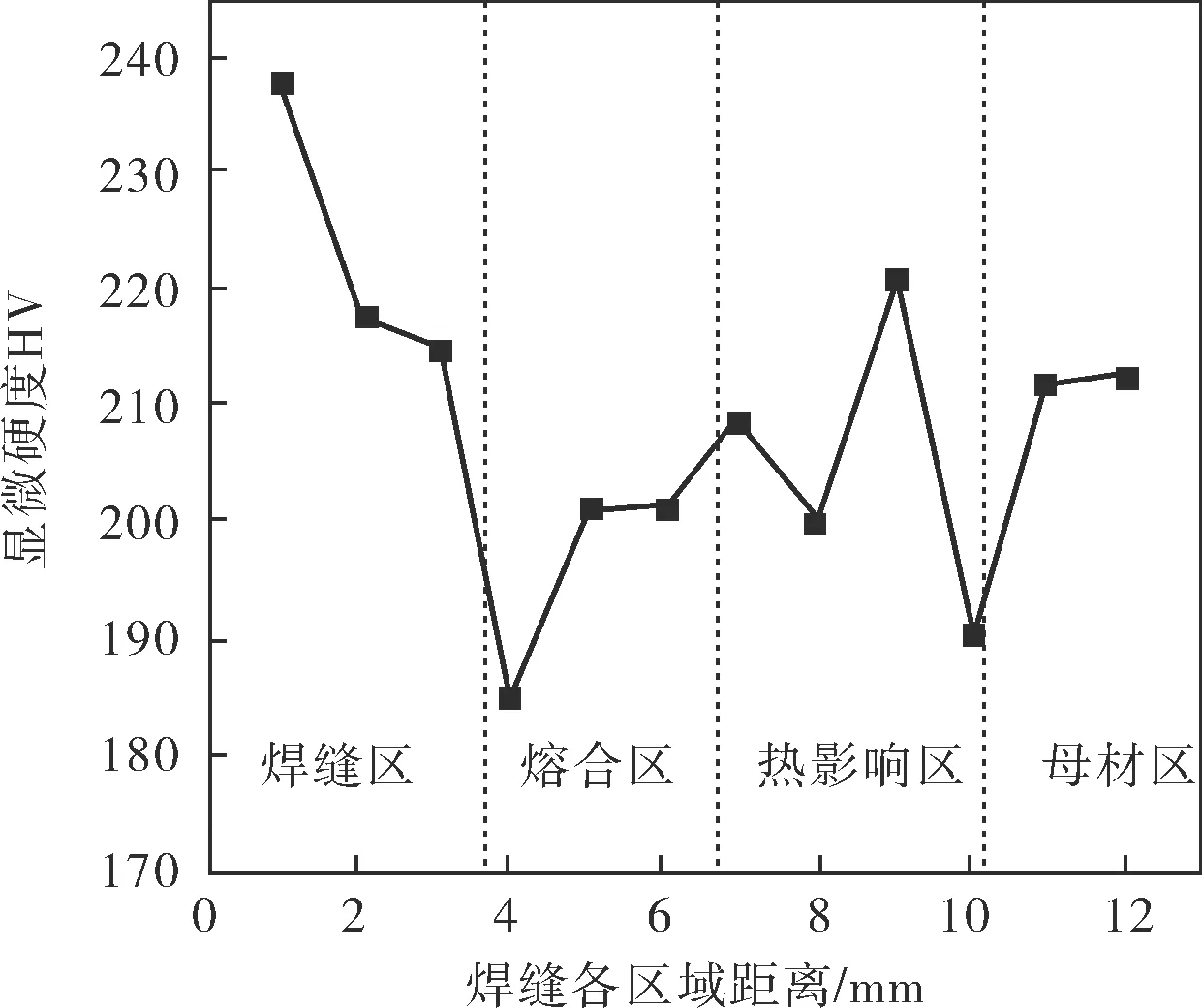
图7 气体保护电弧焊堆焊接头硬度分布
4 结论
4.1 35CrMo钢在CO2气体保护堆焊条件下形成的接头界面,母材区、焊缝区、热影响区过渡明显。焊缝区出现了理想性能的针状铁素体组织和性能稍差的先共析铁素体组织。
4.2 在这种焊接时间较短的情况下,基本没有出现影响接头的过热组织,热影响区组织为珠光体和网状分布的铁素体,相当于退火处理后的细晶组织,有利于提高接头性能。
4.3 焊接接头通过显微硬度测试的结果表明焊缝母材、热影响区、近焊缝区的硬度相差不大,在距离焊缝较远的区域出现了硬度较大的魏氏体组织。这种结合界面属于冶金结合,所得接头具有良好的使用寿命和使用可靠性。
[1] 郝建军, 马跃进, 樊云飞, 等. 反应电火花堆焊修复齿轮轴[J]. 农业工程学报,2008, 24(11): 99~102.
[2] 徐滨士, 董世运, 朱胜, 等. 再制造成形技术发展及展望[J]. 机械工程学报,2012, 48(15): 96~105.
[3] 徐滨士. 中国再制造工程及其进展[J]. 中国表面工程,2010, 23(2): 1~6.
[4] 朱胜, 姚巨坤. 装备再制造设计及其内容体系[J]. 中国表面工程, 2011, 24(4): 1~6.
[5] 徐滨士, 马世宁, 刘世参, 等. 21世纪设备维修工程的新进展——再制造工程[J].装甲兵工程学院学报,2000,14(1): 8~12.
[6] Xu B S, Liu S C, Wang H D. Developing, Remanufacturing , Constructing Recycling Economy and Building Saving-Oriented Society[J]. Journal of Central South University, 2005,12(s2): 1~6.
[7] 王海军. 热喷涂实用技术[M]. 北京: 国防工业出版社, 2006.
[8] 孙桂芳, 刘常升, 陈岁元, 等. 轧辊的失效及其修复技术[J]. 材料导报,2007, 21(6): 100~103.
[9] 吴子建, 吴朝军, 曾克里, 等. 热喷涂技术与应用[M]. 北京: 机械工业出版社, 2006.
[10] 胡邦喜, 莽克伦, 王静洁, 等. 堆焊技术在国内石化、冶金行业机械设备维修中的应用[J]. 中国表面工程, 2006, 19(3): 4~8.
[11] 夏立明, 杨希. 添加铌强化Fe-Cr-C堆焊层的磨粒磨损性能[J]. 钢铁研究学报,2015, 27(12): 75~78.
[12] 魏建军, 黄智泉, 杨威. 高碳高铬铸铁堆焊合金组织分析[J]. 焊接学报,2008, 29(3): 145~148.
[13] 倪晓俊, 卢志超, 陆曹卫, 等. Fe74Al4Sn2P10 Si4B4C2 合金的堆焊层组织和性能[J]. 钢铁研究学报, 2012, 24(12): 35~37,42.
[14] 董辉. 一种新型埋弧堆焊用药芯焊丝的研制[J]. 化工机械,2015, 42(1): 51~52,100.
[15] 邹增大, 李亚江. HQ130高强钢焊接熔合区的精细组织特征[J]. 焊接学报,1999, 20(3): 181~187.
[16] 黄安国, 余圣甫, 谢明立. 低合金钢焊缝的针状铁素体微观组织[J]. 焊接学报,2008, 29(3): 45~48.
AnalysisofMicrostructuresandMechanicalPropertiesof35CrMoGearOverlayingJoint
MA Zhi-peng, ZHANG Yu-ku, ZHANG Xu-yun,YU Xin-long
黑龙江省应用技术研究与开发计划项目(GA13A402);新型钎焊材料与技术国家重点实验室开放课题研究基金(SKLABFMT-2015-04)。
马志鹏(1977-),副教授,从事异种材料钎焊及陶瓷材料钎焊的研究。
联系人张誉喾(1992-),硕士研究生,从事异种材料钎焊及陶瓷材料钎焊的研究,18249553973@163.com。
TQ050.4
A
0254-6094(2017)03-0271-06
2016-09-29,
2016-12-20)
(Continued on Page 327)
猜你喜欢
航空制造技术(2022年5期)2022-07-15
石油化工技术与经济(2021年6期)2022-01-18
化工管理(2021年25期)2021-01-08
装备制造技术(2020年2期)2020-12-14
环球市场(2020年24期)2020-11-26
上海金属(2020年4期)2020-08-25
金属加工(热加工)(2020年12期)2020-02-06
山东冶金(2019年3期)2019-07-10
武汉科技大学学报(2019年4期)2019-07-04
中国资源综合利用(2017年12期)2018-01-21
