
五环炉煤粉加压输送稳定性的分析与研究
2017-11-03 13:06
化肥设计 2017年5期
(河南龙宇煤化工有限公司,河南 永城 476600)
五环炉煤粉加压输送稳定性的分析与研究
冯海平
(河南龙宇煤化工有限公司,河南 永城 476600)
介绍了五环炉煤加压输送系统的工艺原理,阐述了五环炉给料罐特有的中下部侧出料的特点,并与壳牌底部通气锥流化下出料在不用工况下进行了对比,更好地体现了底部流化板流化、侧出料的优势,分析了影响五环炉煤加压输送稳定运行的因素,提出了改造措施。
五环炉;侧出料;改造措施
随着干煤粉气化工艺的发展和应用,煤粉输送的方式和方法受到越来越多专业人员的关注,干煤粉加压输送是煤气化工艺的核心技术之一,煤粉系统的稳定是气化炉长周期运行的先决条件。笔者通过日常生产实践,列举了五环炉煤粉系统的优势和制约其稳定运行的主要因素,通过不断地分析研究和改造,逐步解决问题,满足了装置长周期、安全、稳定运行的生产需求。
1 五环炉煤加压输送工作原理
1.1 煤加压输送工艺说明
原料煤通过皮带运输机输送到磨煤机和热风炉分别进行碾磨和干燥后,合格的煤粉(煤粉粒径满足< 90 μm约占90%;<5 μm约占10%,ω(水)<2%),高压CO2(或氮气)作为载气,经常压仓、煤锁斗送入给料仓,一路由给料仓罐体侧壁输送至设在气化炉本体上的4个煤烧嘴;另一路经循环管线减压后返回至常压仓,循环管线上安装有减压管。
1.2 粉煤给料罐工作原理
单台五环炉煤加压与输送系统由一套单独的给料系统组成,正常运行时,粉煤给料罐设定压力4.5 MPa(a),通过032PV0128A/B进行压力调节,给料罐的作用是将加压后的煤粉采用高压氮气/二氧化碳进行底部流化,通过底部流化出料的方式,由罐体侧壁出料,为气化炉的4个煤烧嘴提供煤粉,并分别配套有4套煤粉循环回路。
2 五环炉粉煤给料罐输送特性
五环炉采用特有的给料罐底部流化、侧壁出料的方式,其具有在不同负荷下煤线输送较为稳定、煤粉中杂质对煤流量影响小等优势,有别于壳牌煤气化粉煤给料罐底锥设置充气锥流化输送的方式。
2.1 侧壁出料输送方式
底部流化侧壁出料输送主要采用高压氮气/二氧化碳通过底部流化板垂直向上对罐内煤粉进行流化的方式,煤线取煤口与流化板保持一定距离,煤线由底部向罐体中下部侧壁伸出,在罐体内采用筋板固定。侧壁出料输送流程见图1。
2.2 底锥流化输送方式
底锥流化输送是在给料罐的底部设置充气锥,通过高压氮气/二氧化碳流化给料罐的锥部,使罐内部煤粉达到很好的流化状态,便于煤粉稳定的输送,煤线通过锥底部出料[1]。底锥流化输送流程见图2。
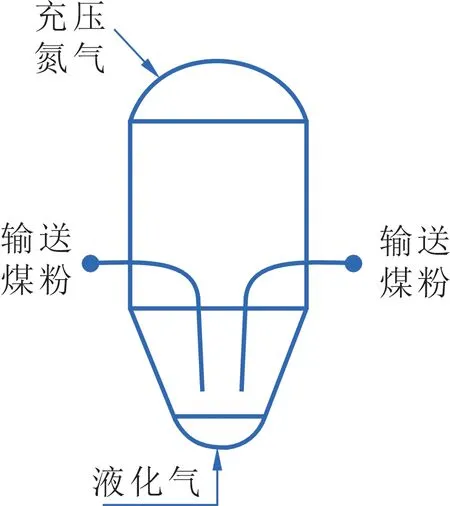
图1 侧壁出料输送流程
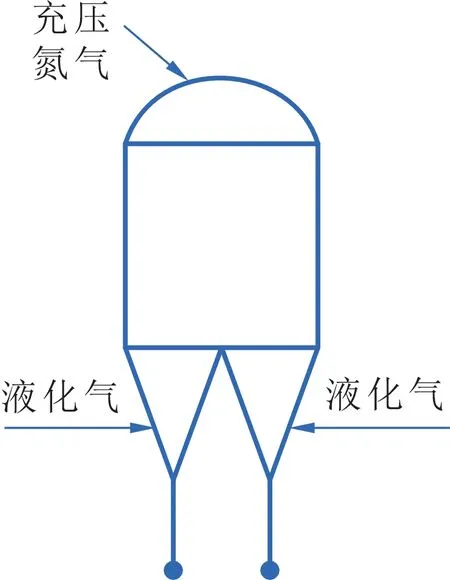
图2 底锥流化输运流程
2.3 侧壁出料输送与底锥流化输送工艺的比较
近年来,笔者通过操作实践,将两种输送方式的数据进行了对比。
2.3.1 两种输送方式在低压低负荷下的对比
在给料罐与气化炉压差稳定的情况下,两种输送方式的主要数据见表1,低负荷下中下部侧壁上出料见图3,低负荷下底锥流化下出料见图4。通过图3和图4可看出,在低压、低负荷下,中下部侧壁出料向上输送煤流量较为稳定,优于底锥流化下部输送出料。
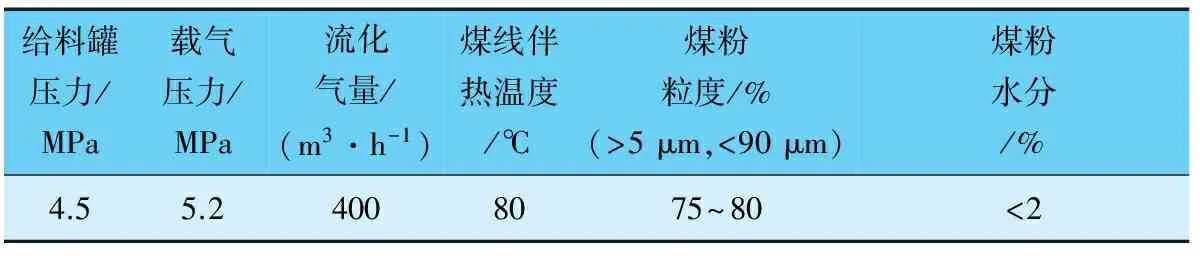
表1 两种输送方式的数据对比

图3 低负荷下中下部侧壁上出料
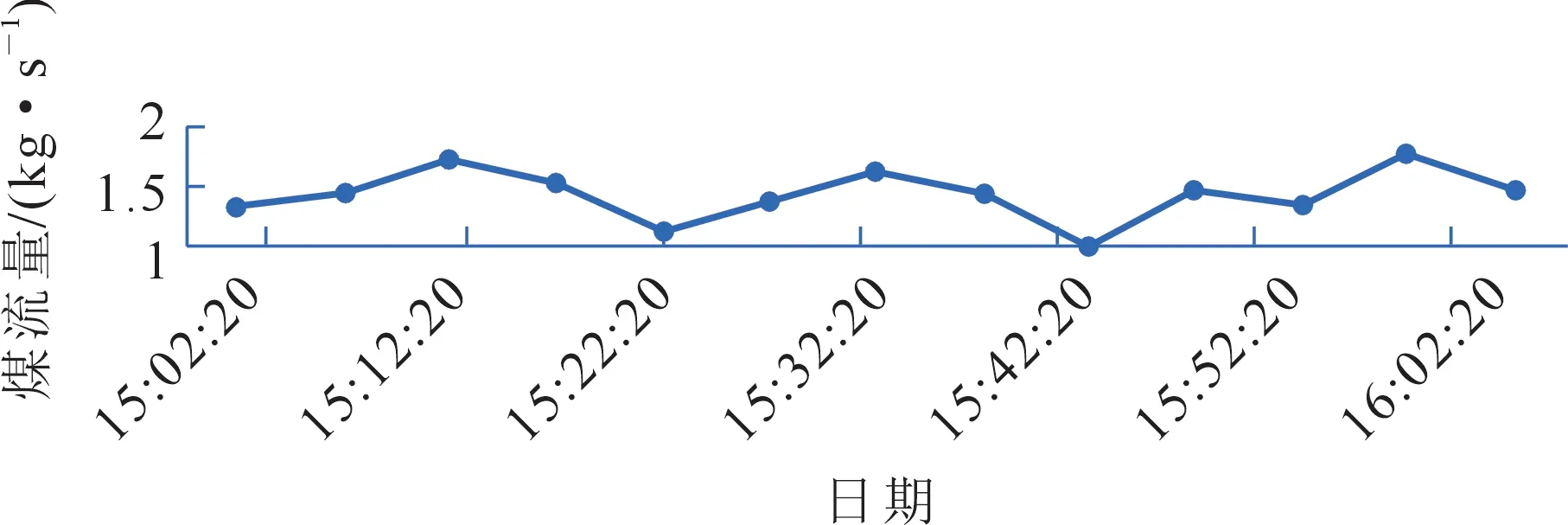
图4 低负荷下底锥流化下出料
2.3.2 两种输送方式在高压高负荷下的对比
高压高负荷运行是整个气化装置运行的关键,高负荷下中下部侧壁上出料见图5,高负荷下底锥流化出料见图6。通过图5和图6可看出,在高负荷下,两者都较为稳定。
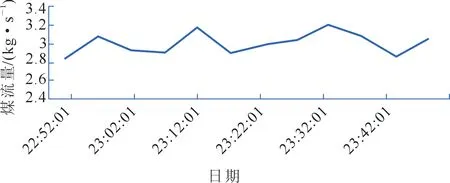
图5 高负荷下中下部侧壁上出料
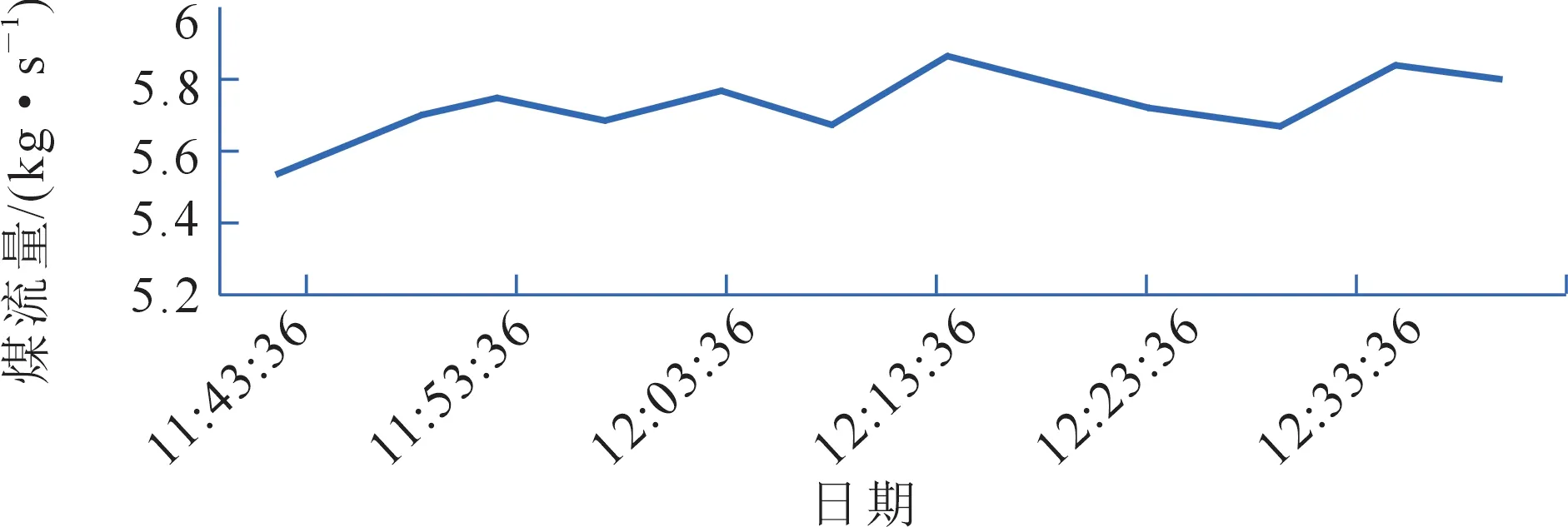
图6 高负荷下底锥流化出料
2.3.3 两种输送方式在煤粉含杂质时的对比
随着气化炉的长时间运行,煤粉中难免会含有杂质,如铁屑、螺丝、石块等。当煤粉中含有杂质时,这两种输送方式都会出现煤流量波动较大、煤角阀全开的状态。通过实践可知,在底锥流化出料处,杂质由于受重力作用,进入煤角阀取煤口处,导致煤角阀全开,煤流量都无法保证,只能被迫单独停此烧嘴,进行隔离和吹扫,将杂质吹出;然而,当中下部侧壁出料时,杂质在流化板处处于悬浮状态,短时间内不会进入煤角阀,受影响较小。
3 影响煤加压输送的主要因素及改造措施
3.1 充压锁斗、充气锥、管道充气器破损
(1)原因及后果。由于充气锁斗操作时频繁充泄压和排堵,且可能返压,易导致充气锥和管道充气器烧结金属破损,破损后的充气锥碎片会导致煤粉下料不畅,引发更多的排堵操作。充气锥及管道充气器碎片掉落至给料罐,则会极大地影响上出料的稳定性,造成煤粉管道频繁波动,威胁气化炉的稳定运行。严重时甚至会堵塞煤粉管道收集口,导致煤线堵塞,完全不能出料,必须停煤烧嘴。
(2)改造措施。通过将充气锥及充气器改造为多孔板结构,增加了透气率。
3.2 给料罐的煤线固定筋板变形脱落
(1)原因及后果。洛阳永龙项目在做煤循环时出现了煤线与给料罐内部接口处发生断裂和内部煤线变形扭曲的情况。由于五环炉设计中给料罐为中下部出料方式,因此在给料罐底部设置流化板,4条煤线取煤口距流化板60mm。在流化板底部通高压N2/CO2使煤粉流化,通过给料罐与气化炉压差来输送煤粉。给料罐内部煤线有6 m左右,煤线中部较长一段无加固措施,由于工况不稳,在输送煤粉过程中气流及煤粉波动就会引起给料罐内部煤线剧烈振动,最终引起煤线弯曲变形或脱落。
(2)改造措施。在给料罐内部煤线的上部,左右对称增加2条20mm(厚)×200mm(宽)不锈钢拉筋固定,对煤线中间一段增加2条拉板。
3.3 煤线取煤口距离不合适
由于设计采用上出料方式输送,流化板位于底部,煤粉管道距流化板间距仅60mm,因此,若煤粉中有大块或较硬的固体杂质,在运行中易被吹入煤粉管道中,堵塞管道,严重时会造成停车事故。根据现场试验结果,结合其他厂的运行经验,决定将取煤口提高至距离流化板80mm处,并配合流化气量的调整,最大程度降低大部分杂物进入煤粉管道的概率。
4 结语
通过试车验证,以上改造对装置稳定运行起到关键作用,为装置长周期运转提供了保障。目前,经过半年的连续运行,在五环炉煤粉管道运行过程中未出现卡塞杂物的情况,整个煤加压输送系统运行稳定。停车检查设备内部,煤粉管道牢固,未出现变形现象。
[1]安英保,商聚粉.浅析干煤粉加压气化输送方式及其对煤线稳定性的影响[J].化肥设计,2013,51(2):46-48.
修改稿日期:2017-06-05
AnalysisandStudyontheStabilityofPulverizedCoalPressureConveyinginFive-RingFurnace
FENG Hai-ping
(HenanLongyuCoalChemicalCo.Ltd.,YongchenHenan476600,China)
This paper introduces the process principle of the WHG coal pressurized conveying system,expounds the characteristics of the middle and lower part of the WHG feeder,and also compares with the bottom vent cone of shell under the different conditions,which can better reflect the advantages of the fluidization on the bottom fluidized plate and side discharging furnace. Moreover,this paper analyzes the factors affecting the stable operation of the WHG coal pressure conveying and puts forward the improvement measures.
WHG;side discharging furnace;improvement measures
10.3969/j.issn.1004-8901.2017.05.013
TQ545
B
1004-8901(2017)05-0048-03
doi:10.3969/j.issn.1004-8901.2017.05.013
冯海平(1983年—),男,山西孝义人,2007年毕业于山西煤炭职业技术学院煤炭深加工与利用专业,工程师,现主要从事煤气化生产技术管理工作。
猜你喜欢
固体火箭技术(2019年5期)2019-11-15
中国粮油学报(2019年4期)2019-07-12
科学与技术(2019年4期)2019-03-30
农业工程学报(2019年3期)2019-02-23
中氮肥(2018年4期)2018-07-31
小学阅读指南·低年级版(2017年5期)2017-05-18
专用汽车(2016年1期)2016-03-01
自动化与信息工程(2015年4期)2015-12-23
小学生作文选刊·低年级版(2014年8期)2014-08-19
燃气涡轮试验与研究(2010年1期)2010-04-16
