
离子膜烧碱系统运行模式探索
2017-11-01 07:20:52王黎丽王万力龙航航李阳
氯碱工业 2017年7期
王黎丽,王万力,龙航航,李阳
(1. 中国平煤神马集团开封东大化工有限公司,河南开封 475003;2. 天津辰耀化学工程设计服务有限公司,天津 300000)
【氯氢处理】
离子膜烧碱系统运行模式探索
王黎丽*1,王万力2,龙航航1,李阳1
(1. 中国平煤神马集团开封东大化工有限公司,河南开封 475003;2. 天津辰耀化学工程设计服务有限公司,天津 300000)
烧碱;离子膜法;运行模式;氯气
离子膜法电解装置减负荷生产后,系统运行模式发生改变。介绍改变后的工艺控制及连锁模式。改造后,达到公司效益最大化的目的。
平煤神马集团开封东大化工有限公司(以下简称“开封东大”)原有离子膜烧碱规模18万t/a,分别为2007年投产的规模为10万t/a的北化机高电流密度自然循环电解槽6台(新电解A-F槽),2004年投产的2万t/a北化机自然循环电解槽2台(老电解A、B槽)、2009年投产的2.5万t/a北化机高电流密度自然循环电解槽2台(老电解C、D槽)和2011年投产的3.6万t/a北化机膜极距电解槽2台(老电解E、F槽),由于老电解A、B槽阴极为不锈钢材质,电压高,运行时间较长,垫片严重老化,经常泄漏,于2013年8月退出生产系统;E、F槽烧碱系统因为阴极管道材质问题造成大量铁粉沉积在阴极网,使得电解槽电压较高,2014年3月和8月分别对新电解F槽和老电解系统C、E、F槽进行了膜极距改造,改造完成后离子膜法烧碱规模达到17.5万t/a。
受经济大环境影响,开封东大生产系统一直不能满负荷运行,特别是2016年6—8月,负荷运转率低至60%左右。通过经济核算,开封东大在8月6日大修完成开车后的第4天决定关停部分电解槽,停止新电解运行时间较长的C、D、E共3台槽,保持老电解4台槽和新电解3台槽运行,生产能力仍可保持12.5万t/a,可保证后续吃氯产品不受影响,商品液氯量减少。相应停止运行老氯气处理工序、老氯气液化和冷冻工序、次氯工序,这样可以停掉3台160 kW的氯气泵以及相应的硫酸循环泵、冷冻机组和冷水机组、循环水泵、冷冻水泵、风机等运转设备以降低动力电消耗。但老电解产生的氯气是送往老氯气处理,这样就须增加1条去新氯氢处理工段的管线,且连锁设施进行相应完善。
1 原有氯气处理工艺
由于电解系统为不同时期投入运行,相对应的是新氯氢处理工序为配套新电解,老氯气处理工序配套老电解,共计2套氯氢处理装置,其中老氯气处理装置为8万t/a生产能力,新氯氢处理设置1套10万t/a氯气处理装置和2套10万t/a氢气处理装置。
1.1原氯气处理工艺
由离子膜老电解来的湿氯气,进入一级钛冷却器E0704A/B用循环水冷却至30~40 ℃后,进入二级钛冷却器E0705,用8 ℃冷冻水将氯气冷却至12~15 ℃。出来后的氯气进入水雾捕集器V0706除去夹带的水雾后,进入一级干燥塔T0707、二级干燥塔T0708,用不同质量分数的硫酸直接喷淋吸收氯气中少量的水分,干燥后的氯气进入氯气泵(P0717~P0723),加压后的氯气进入硫酸分离器(V0717~V0723)进行气液分离,分离后的氯气再经酸雾捕集器V0724除去夹带的硫酸后至氯气分配台,由此送至液氯、氯乙酸、ADC发泡剂、盐酸等岗位。
一级干燥塔T0707、二级干燥塔T0708的硫酸分别进入硫酸中间槽(V0709,V0711,V0713),在此由泵(P0709A/B,P0711A/B,P0713)分别将硫酸送入硫酸冷却器(E0710,E0712),用水(循环水或一次水)冷却后进入一级干燥塔T0707、二级干燥塔T0708上部。当一级干燥塔T0707的硫酸质量分数达到78%~83%时,经硫酸外管送去废硫酸储槽。同时将二级干燥塔T0708的硫酸置换到一级干燥塔T0707使用,二级干燥塔T0708用来自氯气泵的浓硫酸干燥氯气。把氯气泵循环硫酸压至硫酸中间槽V0713,供二级干燥塔T0708使用,同时从硫酸高位槽V0715补充98%的浓硫酸进入氯气泵(P0717~P0723)。
原氯气处理工艺流程如图1所示。
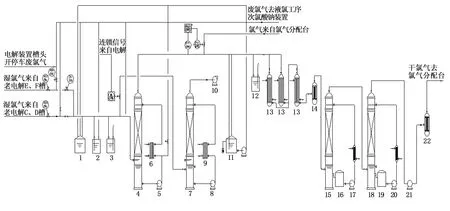
1—阳极液卸料槽;2—正压水封;3—负压水封;4—氯水洗涤塔;5—氯水泵;6—氯水换热器;7—事故废氯气吸收塔;8—碱液循环泵;9—事故碱换热器;10—风机;11—氯水导淋储罐;12—负压水封;13—钛冷却器;14—水雾捕集器;15—干燥塔;16—稀硫酸罐;17—稀硫酸循环泵;18—干燥塔;19—浓硫酸罐;20—浓硫酸循环泵;21—纳氏泵;22—酸雾捕集器图1 原氯气处理工艺流程图Fig.1 Original process flow diagram of chlorine treatment
1.2新氯气处理工艺
由离子膜新电解来的高温湿氯气,首先进入氯水洗涤塔T0401底部。氯水循环泵P0401将氯水经氯水冷却器E0402用循环水冷却后,由塔上部送入氯水洗涤塔内,直接将氯气洗涤冷却后,进入钛管冷却器E0401,用冷冻水间接冷却至满足工艺要求。氯气从钛管冷却器出来后进入水雾捕集器X0401分离冷凝水,分离的冷凝水同钛管冷却器冷凝下来的氯水一起进入氯水洗涤塔循环使用,氯气进入干燥塔。洗涤塔中的氯水因不断冷凝湿氯气中的含盐水蒸气而增多[2],为了保持液位由氯水泵P0401排出一部分氯水去电解岗位,液位由自动阀LV0401控制。氯气从干燥塔T0402下部进入,先进入填料段,在填料段,氯气用稀硫酸干燥。稀硫酸由稀硫酸循环泵P0402输送经稀硫酸冷却器E0404冷却降温后由干燥塔填料段上部进入循环干燥氯气。硫酸质量分数的控制要符合生产要求。经填料段干燥后的氯气继续上升,逐层通过六层泡罩式塔板被浓硫酸干燥。质量分数98%的浓硫酸由计量泵P0406供给,经浓硫酸冷却器E0403用7 ℃水降温后进入第一层塔板,经降液管逐步溢流至第二层、第三层、第四层、第五层、第六层塔板后进入填料段。浓硫酸由于吸收氯气中的水分而稀释,体积逐渐增大,干燥塔底层酸液面增高达到一定高度时,去稀硫酸罐内的自动阀LV0402自动打开,将稀硫酸自动排入稀硫酸罐V0403。干燥后的氯气经酸雾捕集器X0402进入透平机,加压后送入氯气分配台V0407,分别将氯气输送至液氯、氯乙酸、ADC发泡剂、盐酸等岗位。
新氯气处理工艺流程如图2所示。
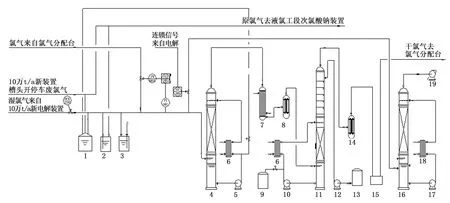
1—阳极液卸料槽;2—正压水封;3—负压水封;4—氯水洗涤塔;5—氯水泵;6—氯水换热器;7—钛冷却器;8—水雾捕集器;9—废硫酸储罐;10—稀硫酸循环泵;11—氯气干燥塔;12—浓硫酸计量泵;13—浓硫酸储罐;14—酸雾捕集器;15—氯气透平机;16—事故废氯气吸收塔;17—碱液循环泵;18—事故碱换热器;19—风机图2 新氯气处理工艺流程图Fig.2 New process flow diagram of chlorine treatment
2 改造后氯气处理工艺
将老电解去老氯气处理的氯气管线加装盲板,增加1条DN500PVC+FRP管线,与新电解去新氯气处理的氯气管线连通,老电解生产的氯气输送至新氯气处理工序。
新老电解为2套生产系统,有各自独立的DCS操作系统,连锁装置也各自独立。改造前的连锁设置为新电解系统电解装置全部停车氯气透平机和氢气压缩机连锁停机,氯气透平机或氢气压缩机停机电解装置连锁停车,相应事故氯系统投入运行;老电解系统电解装置全部停车氯气泵和氢气压缩机连锁停机,氯气泵停机电解装置连锁停车,但是氢气压缩机停机,电解装置不连锁停车,氢气通过水封排放出去。
改造完成后,将老电解氯气并入新氯氢工段处理,关键的问题是解决连锁问题。为确保安全,经过讨论,制定出具体方案,连锁停车以新系统为先导。将新氯氢处理3台氯气透平机的运行信号用通信电缆接至老氯气处理原有1#、2#、3#氯气泵,将原有老的1#、2#、3#氯气泵运行信号开关解除,新电解、新氯氢的原有连锁方式不变,老电解与新氯氢处理的氯气透平机相连锁,即氯气透平机停机新老电解整流连锁停车,新老系统氢气压缩机连锁停机,但老电解系统全部停车时,老系统氢气压缩机连锁停机,氯气透平机不停,新电解系统不连锁停车;老电解的连锁画面,只挂氯气泵与电解的连锁,电解槽与氯气泵的连锁不挂。老电解的事故氯装置停止使用,相应与老电解的整流信号连锁解除,事故氯气由新氯氢事故氯装置进行处理。
改造后氯气处理工艺流程如图3所示。

1—阳极液卸料槽;2—正压水封;3—负压水封;4—氯水洗涤塔;5—氯水泵;6—氯水换热器;7—阳极液卸料槽;8—正压水封;9—负压水封;10—氯水洗涤塔;11—氯水循环泵;12—氯水换热器;13—钛冷却器;14—水雾捕集器;15—废硫酸储罐;16—稀硫酸循环泵;17—氯气干燥塔;18—浓硫酸计量泵;19—浓硫酸储罐;20—酸雾捕集器;21—氯气透平机;22—事故氯气吸收塔;23—碱液循环泵;24—事故碱换热器;25—风机图3 改造后氯气处理工艺流程图Fig.3 Improved process flow diagram of chlorine treatment
3 结语
生产运行模式改变后,经过7个月的实际生产操作,系统运行较为平稳,人员得到合理安排,经济效益显著。在当前的经济形势下,企业挖潜增效,精细化管理很重要,在实际生产中不断探索新的工艺运行模式,合理调配产能,对促进企业发展意义重大。
[1] 马骥,杨茂勤,张柱,等.2套氯氢处理装置合并运行的生产实践[J].氯碱工业,2016,52(8):18-22.
[2] 韦其兴.氯碱生产中废氯气的处理方法[J].中国氯碱,2009(8):36-37.
[编辑:蔡春艳]
Explorationofrunningmodeofion-exchangemembranecausticsodasystem
WANGLili1,WANGWanli2,LONGHanghang1,LIYang1
( 1.China Pingmei Shenma Group Kaifeng Dongda Chemical Co.,Ltd,Kaifeng 475003,China;2. Tianjin Chenyao Chemical Engineering Design and Service Co.,Ltd.,Tianjin 300000,China )
caustic soda; ion-exchange membrane;running mode; chlorine gas
After the production load of ion-exchange membrane electrolysis devices was reduced,the operation mode of the production system changed. The changed process control and interlock pattern was introduced. The objective of maximizing the benefits of the company was achieved.
TQ028.2
B
1008-133X(2017)07-0013-04
*
王黎丽(1972—),女,工程师,毕业于河南大学化学工程与工艺专业,现任中国平煤神马集团开封东大化工有限公司离子膜分厂主任工程师。
2017-02-02
猜你喜欢
中学化学(2024年2期)2024-06-17 04:01:47
硫酸工业(2022年6期)2022-09-27 06:23:06
装备维修技术(2020年9期)2020-11-20 13:53:16
天津科技(2020年8期)2020-08-25 13:41:56
水电与新能源(2020年1期)2020-04-18 01:09:36
中国化工贸易·下旬刊(2019年5期)2019-10-21 01:25:47
山东冶金(2017年5期)2017-12-21 09:02:14
化工管理(2016年31期)2016-12-15 06:54:28
水电站机电技术(2016年10期)2016-11-17 05:18:09
中学生数理化·高一版(2008年6期)2008-11-15 07:30:48
