
空压机干燥塔监控系统升级改造
2020-08-25 13:41王爱民钟凯诚
天津科技 2020年8期
王爱民,钟凯诚
(中海石油(中国)有限公司天津分公司 天津300459)
1 干燥塔的工作原理
无热再生式干燥塔有左右两塔,正常运行时,一塔进行干燥操作,另一塔进行再生操作。干燥塔内装有干燥剂,靠干燥剂的吸水性将通过干燥塔的气体中的水分吸附,达到干燥空气的目的,这一过程称为干燥过程。压力下降的干燥空气,经膨胀后在与吸附水分饱和的吸附剂接触时,吸附剂中的水分向再生空气转移,这一过程式称为再生过程[1]。根据图 1所示的干燥塔流程,通过再生流量调节阀的调节,大约 15%的出口干燥空气被用来再生干燥剂。标准的无热再生干燥塔按美国全国电器制造商协会(NEMA)规定的 10min循环设计:干燥 5min,再生 4min 20s,升压 30s,降压 10s。

表1 干燥塔10 min循环工作梯形图Tab.1 Ladder diagram of 10-minute cycle work of drying tower
从表1可以看出干燥和再生过程中,左右两塔的进气阀和再生阀的位置,左塔进气阀对应图1中③,左塔再生阀对应⑨,右塔进气阀对应④,右塔再生阀对应⑩。当干燥塔内与管道同压的 5min干燥期间,另一塔的干燥剂进行再生,再生塔的压力为大气压。
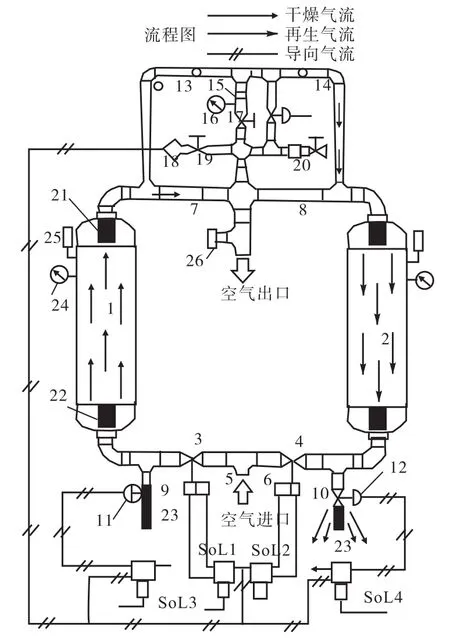
图1 干燥塔流程图[2]Fig.1 Flow chart of drying tower[2]
2 存在的问题
平台干燥塔没有工作异常报警功能,若现场人员未及时发现,会影响干燥塔的处理效果,造成仪表气露点过高,在低温时仪表气中水分凝露,影响气动阀门的控制灵敏度和精度,进而影响流程的稳定性,甚至造成关停。
平台干燥塔曾出现过进口和再生阀、电磁阀全部关闭的情况,导致后端仪表气急速下降,由于现场人员反应及时,迅速切换至备用干燥塔,避免了平台停产。如果能增加干燥塔运行状态反馈功能,实时监控干燥塔实际运行状态是否与 PLC发出的指令一致,当出现不一致时,立即输出声光报警,提醒人员及时进行处理,避免生产流程受到影响。
3 改造过程
干燥塔新增工作异常报警功能主要检查 2个方面:首先,监测双塔的进口阀和再生阀的反馈阀位是否与控制器的输出指令一致;其次,监测干燥塔的实际压力是否与程序控制的压力一致。
由于平台干燥塔控制器为厂家封装产品,无法对原程序进行编辑扩展,增加相应报警功能。通过新增西门子S7-200 PLC实现干燥塔异常时输出相应故障报警,并探索使用该西门子控制器代替原控制器,实现干燥塔的干燥和再生控制。
3.1 改造思路与措施
新增干燥塔的阀门状态异常报警原理如图 2所示。从干燥塔原控制器中将双塔的进口阀和再生阀的4路控制信号引入到新增西门子 S7-200 PLC中,将阀位的反馈信号同样引入新增PLC中,经过对比,如果出现异常即输出报警。

图2 改造原理图Fig.2 Schematic of transformation
新增干燥塔工作压力异常报警,在干燥塔上新增压力开关,监测干燥塔在干燥过程中是否能正常升压,在再生过程中是否能充分泄压,向新增PLC中实时反馈干燥塔内的压力状态,当出现不符时输出报警,提醒人员进行倒机检修。
3.1.1 编写程序
利用西门子STEP 7编写程序,包括监控干燥塔的进气、再生阀门开关状态和干燥塔气压状态,如有异常发出声光报警,提醒相关人员进行处理。
利用STEP 7编写相应的程序实现对干燥塔的进气、再生阀的指令信号和反馈信号的监控,如有异常立即输出锁定报警。如图3所示,当B塔的进气阀的控制信号和反馈信号出现不一致时输出锁定报警,并发出声光提示。分别对双塔的进气和再生阀进行编程,实现对4个阀的实时监控。
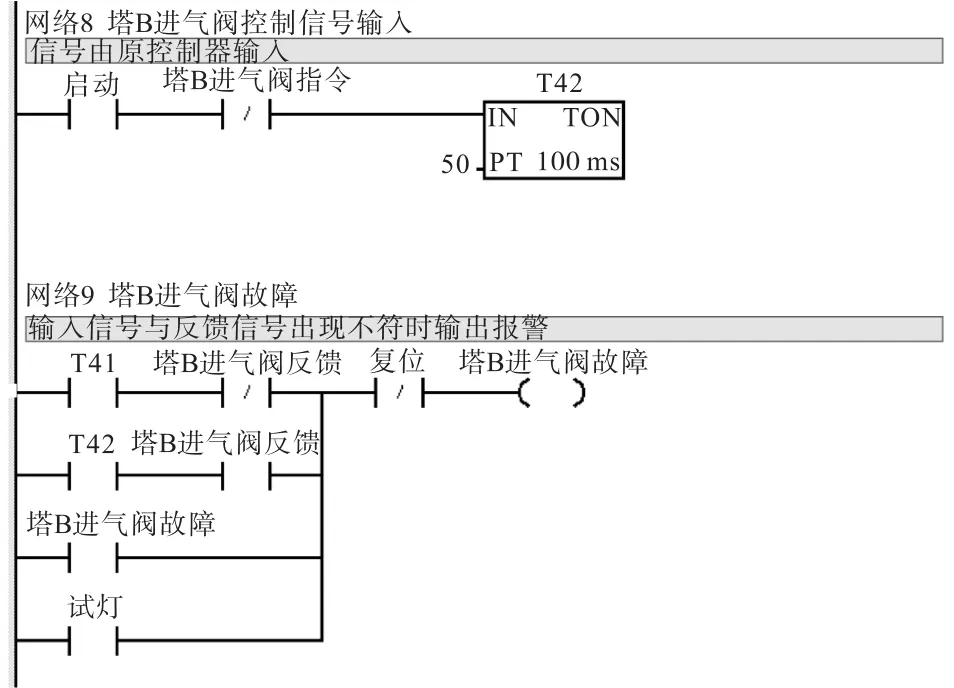
图3 监控B塔进气阀异常的程序截图Fig.3 Program screenshot for monitoring abnormity of tower B inlet valve
利用STEP 7编写相应的程序实现对干燥塔的再生和干燥过程的压力监控,如有异常立即输出锁定报警。此段程序针对的是干燥塔阀门由于某种原因引起驱动机构和阀门脱开,无法正常进气或排气,但是阀位反馈正常的情况。如图4所示,当塔A处于干燥过程,若压力开关未反馈出干燥塔内有压力,输出锁定报警;同样,当塔 A 处于再生过程,若压力开关未反馈出压力降低至大气压,输出锁定报警。

图4 监控A塔运行工作压力异常的程序截图Fig.4 Program screenshot for monitoring abnormity of tower A operating pressure
3.1.2 程序测试
为确保和验证新增 PLC编程的正确性,充分利用现场搭建的 PLC仿真试验台对其进行试验。使用继电器代表干燥塔的进气和再生阀门,继电器的触点代表阀门的状态反馈,按照程序I/O点表进行接线。
进行干燥塔阀门故障报警测试:在阀门应该处于关闭状态时,将阀门的反馈置于打开状态,程序能够输出阀门故障报警,同时测试其他状态阀门状态与指令不一致时,能否输出相应的阀门故障报警,实现双塔的进气阀和再生阀的实时监控,具体见表2。
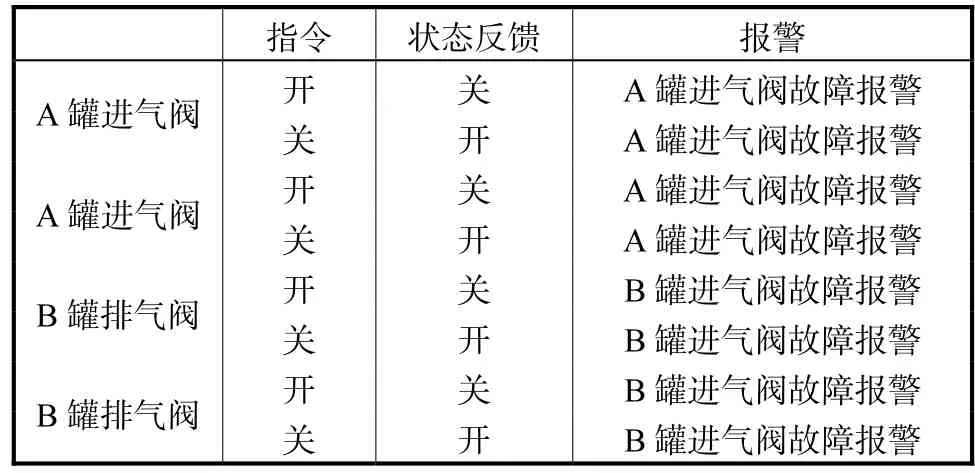
表2 程序实现对各阀门开关状态监控Tab.2 Program achieving to monitor switch state of each valve
进行干燥塔气压异常报警测试:用2个手动开关代替监测干燥塔压力的压力开关,当塔内压力与工作运行压力不一致时,能够输出压力故障报警(图5)。

图5 利用搭建的PLC仿真台测试程序Fig.5 Testing program using PLC simulation platform
通过以上测试可知,编写 PLC程序能够满足干燥塔阀门故障和塔内压力异常时,输出故障报警。
3.1.3 现场安装
为了保证与原有控制系统相互独立,在原控制盘内新增4个继电器,将干燥塔双塔的进气阀和再生阀4路信号分别引入新增PLC中,进行程序控制。按照程序输入输出点位进行安装和接线,制作支架,对PLC、报警声光等安装和固定。经现场实际测试,压力开关设定在 0.5MPa,程序监控效果较好,能及时有效地输出报警。
3.2 程序探索
通过对干燥塔工作原理的分析,能够判断改造新增的西门子 PLC也可以实现干燥塔的干燥和再生循环工作过程。编写相关控制程序,在 PLC仿真试验台上测试,能够实现控制干燥塔运行。通过该西门子PLC控制干燥塔的干燥和再生循环工作,可以实现干燥塔控制器与平台其他设备控制器的统一,有利于优化库存。目前西门子 PLC作为干燥塔专用控制器的备用控制器,一旦专用控制器出现问题,可立即使用该 PLC代替原控制器控制干燥塔的运行,节省现场检修时间。
4 效果评价
通过分析干燥塔的工作原理,创新性地提出新增工作异常报警反馈功能。在改造投用 6个月后,出现塔内工作压力异常报警,经现场检查是左塔的再生阀阀杆发生断裂,在再生过程中无法泄放湿气。经过现场实际验证,此次干燥塔改造在干燥塔工作异常时能及时发出声光报警,在保证干燥塔运行正常的同时,切实降低了巡检人员的劳动强度。
猜你喜欢
流程工业(2022年3期)2022-06-23
压缩机技术(2022年2期)2022-05-19
压缩机技术(2022年1期)2022-05-19
模具制造(2021年7期)2021-09-14
煤气与热力(2021年3期)2021-06-09
船舶标准化工程师(2020年5期)2020-10-17
设计(2020年6期)2020-05-14
物流技术与应用(2020年4期)2020-05-06
山东工业技术(2016年15期)2016-12-01
中学科技(2014年11期)2014-12-25
