汽车柴油机气门维修技能探索
2017-10-18 04:58刘国柱
时代农机 2017年8期
刘国柱
(四川三河职业学院,四川合江646200)
汽车柴油机气门维修技能探索
刘国柱
(四川三河职业学院,四川合江646200)
柴油机在我国的汽车中得到广泛运用,并且柴油机气门维修技术性较强,是发动机维修中必须掌握的技能,文章论述柴油机气门主要易损件的维修技巧,比如,气门座圈的更换和选择气门铰刀的步骤等,对初学者入门快,操作性强,方法浅显易懂,是作者多年维修技能的表述,亦是成为知识技能性维修人员的必备知识。
柴油机;气门;维修
1 气门导管的检测和更换
(1)气门导管的功用和材料。气门导管是保证气门和气门座工作锥面的精确配合导向功用,气门导管的工作温度较高,约为500k,导管和气门靠配气机构飞溅机油润滑,因此导管易磨损。气门导管常用灰铸铁,球墨铸铁或铁基粉末冶金制成,为了防止气门导管在使用过程中松脱,有的发动机对导管用卡环定位。
(2)气门杆与气门导管间隙的检验。先将气缸盖倒置放在工作台上,将气门提起到气缸盖平面一定高度(10~15mm),将百分表固定在缸体上,用百分表触头抵住气门头边缘处,把气门头沿百分表触头往复推动,百分表的指针摆差即是气门杆与导管之间的间隙值。气门杆与导管的配合间隙(mm),检查时应以相应发动机维修技术标准手册提供的数据为准。检测时,更换新气门,若间隙值仍然超过允许范围,更换新导管。
(3)更换气门导管步骤。用外径小于气门导管内孔的专用冲头,用锤击铳出气门导管。在更换时注意要点。如图1所示,①导管有无卡簧,②导管在气缸盖上方的长短尺寸。③选择符合标准的新气门导管。

图1 拆装气门导管
2 气门、气门座圈的检查和更换
(1)气门在高温,承受气体压力、气门弹簧力及传动组件惯性力的作用,冷却和润滑条件差,燃气中有腐蚀介质,因此,气门具有足够的强度、刚度、耐热、耐腐蚀和耐磨性,进气门采用中碳合金钢,排气门采用耐热合金钢,为了改善气门的导热性能,在气门内部充注金属纳,为了保证气门杆与导管有一定的配合精度和耐磨性,气门杆表面经过热处理和光磨。
(2)气门与气门座的配合。气门与气门座密封锥角面角度应一致,气门顶边缘厚度L一般为1~3mm,如图2所示。
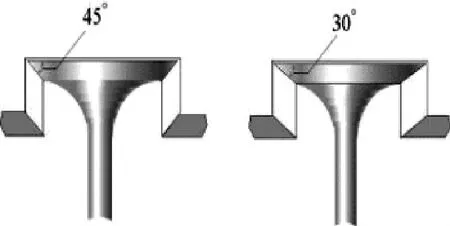
图2 气门锥角
(3)气门座圈的检查和更换。发动机气缸盖拆卸下相应零件,气缸盖燃烧室积碳清除洗净。①用新气门插入后,气门头顶面低于气缸盖平面2mm。②座圈有裂纹、松动、烧蚀或磨损严重,应更换新座圈。
更换座圈步骤:①拆卸旧气门座圈。在维修操作中,在气缸盖平面上垫木块,采用钝口扁錾子,一只角钉在气门座圈下方,用手握住錾子,用铁锤反复敲击錾子后稍,这样撬出气门座圈,注意不要损伤气缸盖内气门座圈孔。②选择新气门座圈。根据发动机型号选择,一般是标准件,同时新旧座圈对比。③气门座圈的镶入。在维修操作中,新座圈镶入的步骤是:清除燃烧室积碳,气缸盖座圈孔清擦干净;辩识好新座圈方向,放在承孔上方,选择一只套筒、比新座圈外径略小,放座圈上面,用手握住套筒,用锤敲击套筒,直至到位为止。
(4)气门座圈的铰削。成套铰刀,整体高速钢和镶硬质合金刀片的两种,一般多采用镶硬质合金刀片铰刀。①根据气门导管孔径选择铰刀导杆,插入气门导管孔内滑动自如,无明显松旷为合适。如图3所示。
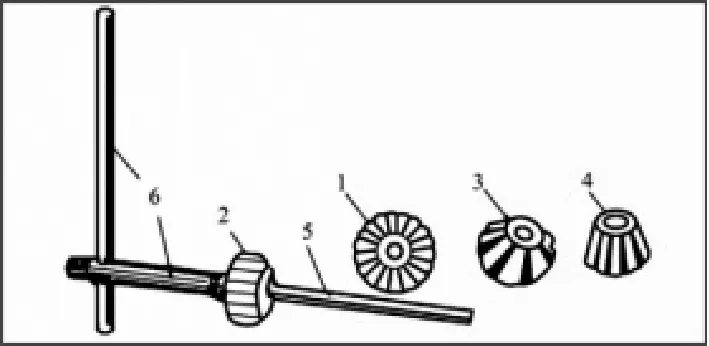
图3 气门座圈
1为75°下口绞刀;2为45°环带绞刀;3为30°环带绞刀;4为15°上口绞刀;5为导杆;6为扳杆。②粗铰:铰刀的选择,用气门大头面与铰刀上平面比对,外径大小相近合适,铰刀锥面角度的选择有45°和30°,在维修中,如图4所示,气门锥面和铰刀锥面比对后,气门头顶和铰刀上平面基本平行时,就确定铰刀和气门的锥面角度(45°、30°),气门锥面斜角一般比座圈锥面小30′~1°。③气门工作面宽度:进气门1~2.2mm,排气门1.5~2.5mm(理论上),维修中铰削时,进气门0.7~0.8mm,排气门1.0mm。研磨后进气门0.9~1.0mm,排气门1.1~1.2mm。气门工作面宽度略窄点,能提高密封性和使用寿命,发动机工作时声音清脆。④选择好铰刀套装在导杆上,适量用力向下锥紧后,两手用力均匀、平稳铰削座圈。如图5所示,新气门试配接触面应在气门工作锥面的中下部,如接触面偏上,可用15°铰刀铰削座圈上口,使接触面下移;如接触面偏下,则用75°铰刀铰削座圈下口,使接触面上移。接触面距气门工作面下边缘1mm左右合适,如环带过宽,用15°或75°铰刀分别铰削。⑤精铰;用细砂布垫铰刀刃上,将座圈环带光磨即可,同时按顺序在气门上作好记号。

图4 气门锥面和铰刀锥面

图5 新气门试配
75°绞刀用来扩大气门座孔内径,使气门座工作斜面上移;15°座面绞刀用来绞削气门座上的平面角,以使气门头部的下沉量符合要求(0.5~1.0mm),并使气门座工作斜面下移。30°或45°绞刀为气门座工作面绞刀。
(5)气门与气门座的研磨。有机动研磨和手工研磨两种方法。①手工研磨。气门座圈经过铰削好,清洁后,在气门工作环带上涂粗砂,在气门杆上涂少许机油,插入导管中,用合适的气门捻子,将气门顺时针旋转与座圈进行研磨,提起高度和用力适度,转动气门变换和座圈配合工作位置,注意研磨均匀,不要提起气门用力在座圈上拍击,气门和座圈工作面磨出整齐、无斑痕麻点的一条完整灰色环带时,清洁后,换用细砂研磨,再清洁,在工作面涂上机油继续研磨气门1 min/只左右即可。②机动研磨。用压缩空气研磨机研磨。气门工作面涂上研磨粗砂,气门杆涂少许机油,准备工作做好后,用双手握紧研磨机,保持高度合适,使气门和气门座圈工作面接触,接触时不宜压紧或过松。用电动研磨机研磨。准备好后,将研磨机对正气门调整好气门升程,一般一只气门研磨1~2min,之后清洗干净气门、座圈等。第二次在气门工作带上涂少许机油研磨30′-50′,再清洁干净,气门环带有一整齐暗灰色即可。
气门研磨注意事项:①研磨前,应清除气门座圈、燃烧室内、导管上的积碳或油污。②研磨后,气缸盖全部位置清洗干净、用压缩空气吹干。③气门与座圈铰削配对好后,不能互换,应按序作上记号。④研磨时,经常检查效果,以免研磨时工作环带磨宽或磨成凹槽而报废。⑤研磨砂合适,不要掉入导管孔内,造成导管内孔与气门杆磨损。
气门的密封性检测,在维修操作中,采用的步骤是:①用汽油清洗研磨好的气门、座圈、导管、气缸盖等相应部件。②用压缩空气吹干气缸盖。③把对应气门插入每缸的座圈内,用捻子提起气门拍击几下,用柴油(或汽油)注入燃烧室,过5--10 min,时间略长点更好,观察气缸盖进排气歧管座孔处无油渗漏,便合格。
3 气门间隙的调整
气门间隙的调整,根据各种柴油机型号和原厂规定(进气门间隙在0、25~0、35mm,排气门间隙在0、30~0、50mm),对气门间隙检查、调整;间隙偏大,会影响进排气不充分,且有异常敲击声,间隙偏小会造成气门关闭不严而漏气、推杆变形,气门、座圈工作面烧蚀等现象,主要以4缸和6缸柴油机为例。在维修操作中,柴油机气门排列顺序是进排、进排的规则,只要气门完全关闭就可以调间隙;调整时,用右手握梅花扳手松开锁紧螺母,左手握短平口起子调螺钉,在气门杆与摇臂之间插入规定的厚薄规,拉动有合适阻力,稳住起子,锁紧螺母即可。
3.1 逐缸调整法
(1)在维修操作中,4缸柴油机作功次序1—3—4—2,顺时针转动曲轴,第4缸排气门完全打开(排气门压缩到最低点),这时第1缸在压缩上止点,进排气门完全关闭,可调整两只气门间隙。同理,顺时针转动曲轴,看第2缸排气门,可调整第3缸两只气门间隙;看第1缸排气门,可调整第4缸两只气门间隙;看第3缸排气门,可调整第2缸两只气门间隙。曲轴转动两圈720°,调整完8只气门间隙,再复查一遍。
(2)6缸柴油机作功次序1—5—3—6—2—4,按照上述原理,看第6缸排气门压缩到最低点,可调整第1缸两只气门间隙;看第2缸排气门,可调整第5缸两只气门间隙;看第4缸排气门,可调整第3缸两只气门间隙;看第1缸排气门,可调整第6缸两只气门间隙;看第5缸排气门,可调整第2缸两只气门间隙;看第3缸排气门,可调整第4缸两只气门间隙。这样,曲轴转动两圈720°,第一次调完12只气门间隙,再复查一次即可。
3.2 两次调整法
(1)4缸柴油机,顺时针转动曲轴,看第2缸排气门压缩到最低点(第4只气门全开启状态),可调整1、2、3、6四只气门间隙。顺时针转动曲轴360°,看第3缸排气门压缩到最低点(第6只气门全开启状态),可调整4、5、7、8四只气门间隙。如表1所示,柴油机作功次序1—3—4—2,按照双排不进原则调整亦可以。
(2)6缸柴油机,顺时针转动曲轴,看第二缸排气门压缩到最低点(第4气门全开启状态),可调整1、2、3、6、7、10六只气门间隙;看第五缸排气门压缩到最低点(第10气门全开启状态),可调整4、5、8、9、11、12六只气门间隙。如表2所示,六缸柴油机作功次序1—5—3—6—2—4,按照双排不进原则亦可以。
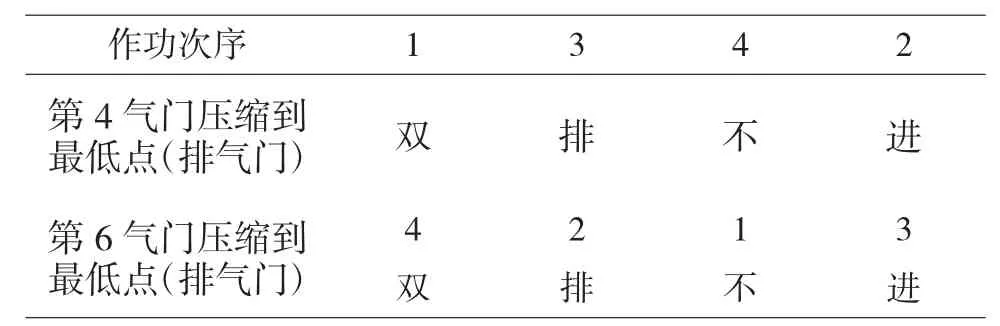
表1 柴油机作功次序
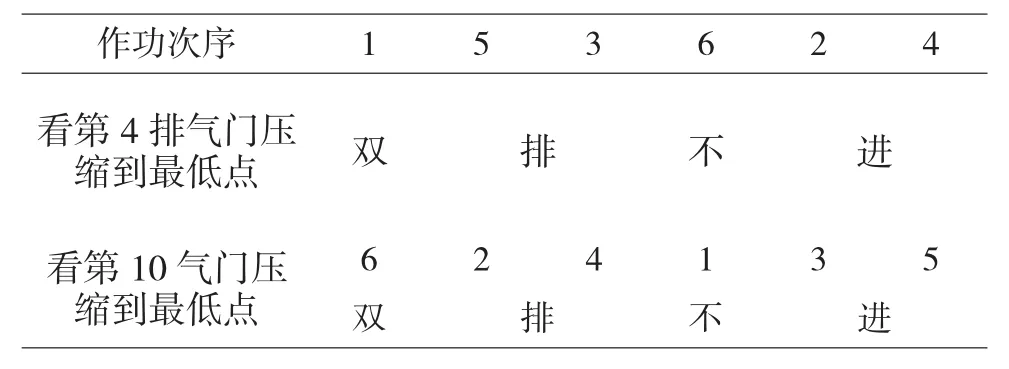
表2 六缸柴油机作功次序
[1]刘庆轩.汽车修理基本技术指南[M].北京:金盾出版社,1991.
[2]白昂.柴油汽车使用与维修360问[M].北京:金盾出版社,1990.
刘国柱,男,大学专科,高级技师,主要研究方向:汽车检测与维修技术。
猜你喜欢
内燃机与动力装置(2021年4期)2021-08-03
装备制造技术(2020年11期)2021-01-26
陶瓷学报(2019年6期)2019-10-27
中国修船(2017年6期)2017-12-22
汽车与驾驶维修(维修版)(2017年8期)2017-09-26
柴油机设计与制造(2016年4期)2017-01-15
工业设计(2016年6期)2016-04-17
中国铸造装备与技术(2015年5期)2015-12-10
中国科技纵横(2014年15期)2014-09-02
疯狂英语·阅读版(2013年2期)2013-03-22