
一种高精度盘类零件工艺分析与应用
2017-09-30 00:53:40中车永济电机有限公司魏润芬
智能制造 2017年6期
中车永济电机有限公司 魏润芬
一种高精度盘类零件工艺分析与应用
中车永济电机有限公司 魏润芬
当盘类零件有多个高精度的位置公差时,传统的加工工艺方法很难保证其精度要求。本文介绍一种新的盘类零件加工工艺。
一、引言
我公司主要是为高速动车组和风电等产品配套各类电机,为了满足用户的需求,电机产品质量要求在不断提升,产品设计图纸对工艺提出了更高的要求。
图1 是某种高速动车组电机的盘类零件,其中共有四处标记了位置公差分别为垂直度0.02mm,面跳动0.02mm,平行度0.03mm,同轴度0.05mm(本文只介绍如何保证高精度的位置公差)。该零件精度高、位置公差多,所以加工难度大。
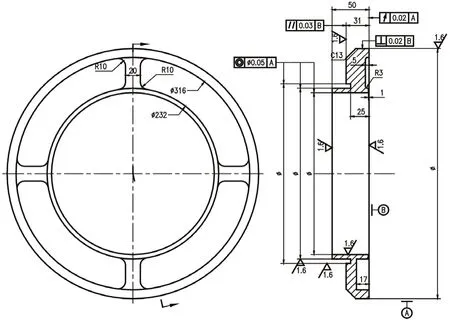
图1
传统的盘类零件的加工,主要采用数控车设备来完成。精加工工艺为三爪撑内孔装夹加工端面、外圆和环型槽,调头三爪装夹外圆加工内孔与各个外形尺寸。使用这种加工方法可以生产出满足位置公差要求大于0.05mm的零件。
从今年9月1日起,无论是小汽车、货车还是中型客车,都将在全国范围内实行“通检”!申请人无需办理委托检验手续。
二、工艺分析
1.传统工艺
按照改进后的加工工艺流程,以四个扇形腰槽为装夹基准面,一次精加工完所有的位置公差尺寸,但还会遇到传统夹具和刀具无法满足改进后工艺方案的问题,因此需要对夹具和刀具进行简单的改进。
快代谢组牙龈出血/咯血1例,无皮肤出血及脑出血;中代谢组皮肤出血1例,无牙龈出血/咯血及脑出血;慢代谢组无出血事件发生。3组间牙龈出血/咯血、皮肤出血、脑出血事件的比较均无显著性差异。
因为将扇形环形槽部位调整为装夹基准面,普通夹具会有干涉,无法满足装夹要求,需要对原有夹具进行改进。对夹具装夹部位(图3)进行改进,保证夹具与环形槽根部有让位的空间,使其能完全贴紧。
此加工工艺过程存在二次装夹,调头加工二次装夹后,基准不能完全重合,受人为因素影响较多,存在不能消除的误差,是造成零件位置公差超差的主要原因。
调整后的工艺主要区别在于将四个扇形槽型调整在精加工前,目的是利用四个扇形槽型作为精加工的装夹面。
2.改进工艺
为保证产品的位置公差,必须对所有的位置公差面一次装夹完成精加工,避免二次装夹误差。通过对产品结构工艺分析,可将工艺步骤调整为:普通车床:粗车全型留2mm余量;数控车:加工基准B和内孔留0.5mm余量(图2),环形槽车削达图(图2);立式加工中心:以内孔为基准,加工四个扇形腰槽达图(图2);数控车:以四个扇形腰槽为装夹基准面,车削基准A面、倒角台阶、槽、镗内孔和基准B面。
(二)预算绩效运行内部控制。预算绩效运行监控是预算绩效管理中的一个重要环节,在预算执行过程中,预算单位应对资金运行状况和绩效目标预期实现程度开展绩效运行监控,建立预算绩效执行跟踪制度,动态掌握预算执行和绩效目标实现情况,定期采集绩效运行信息并汇总分析,掌握绩效目标进展、资金支出进度、项目实施情况,及时发现部门经济活动的风险,实现定期风险评估。当绩效运行情况与预期绩效目标发生偏离时,应及时采取措施予以纠正(具体流程如图4)。因政策变化、突发事件等因素影响绩效目标实现,需调整绩效目标时,应按规定程序重新设定目标并报批。
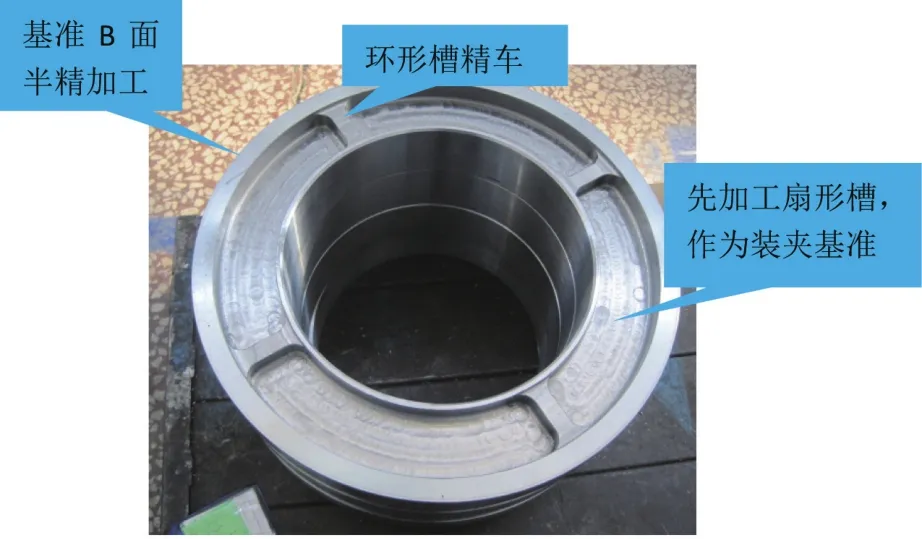
图2
三、工艺应用
现有的加工工艺流程为:普通车床粗车全型留2mm余量;用数控车床精车全型。第一次装夹:撑内孔装夹车外圆、平大端面和环形槽;第二次装夹:调头夹外圆装夹车台阶、车槽、镗孔和倒角。立式加工中心加工四个扇形腰槽。
1.改进夹具
上世纪八十年代中期,郑君任政府部门的处长,我在上海财经大学工作,由课题研究我们相识了,他是课题委托方,我是课题承接方。在相处的十多年里我们合作完成了多项重大课题。

图3
2.改进刀具
现有的标准刀具只能加工完成基准B面以外的端面(如图4所示),而基准B面超过了标准刀具的加工范围。
利用现有的标准刀具进行改进(图5),扩大刀具加工范围。使用改进后的刀具可以避让开零件,使基准B面(图6)可以与其它面一次装夹后加工完成。

图4
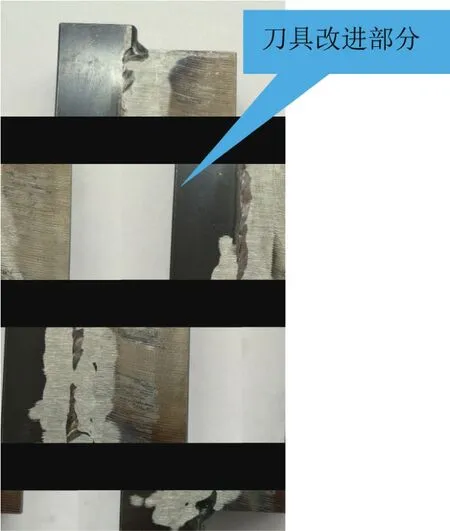
图5
四、工艺验证
按照改进后的加工工艺步骤,使用改进后的夹具和刀具进行车削加工。验证后得到此盘类零件(图7)的一次交验合格率达到100%。

图7
五、结语
本文通过对高速动车组电机某盘类零件的加工工艺分析、应用和验证,得到了一种高精度盘类零件新的加工工艺,满足了位置公差加工要求。这种新的加工工艺具有工装夹具设计制造简单、刀具改进方便,投资少,产前准备周期短,见效快等特点,能很好的满足盘类和类似零件的加工要求。

图6
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
小学生学习指导(高年级)(2021年11期)2021-11-30 10:49:26
制造技术与机床(2018年12期)2018-12-23 02:40:56
———《扇形的认识》教学廖
小学教学设计(数学)(2018年10期)2018-10-20 02:53:38
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年9期)2017-11-27 02:14:14
数学物理学报(2017年5期)2017-11-23 07:51:31
制造技术与机床(2017年4期)2017-06-22 11:18:31
制造技术与机床(2017年4期)2017-06-22 11:17:37
卫生职业教育(2014年16期)2014-05-16 03:47:22
