18CrNiMo7-6钢齿轮轴开裂失效分析
2017-09-21 03:34:00
理化检验(物理分册) 2017年9期
(江苏金源高端装备股份有限公司, 常州 213376)

18CrNiMo7-6钢齿轮轴开裂失效分析
吴佳峻
(江苏金源高端装备股份有限公司, 常州 213376)
某18CrNiMo7-6钢齿轮轴在机械加工结束后,在库存期间发生了轴向开裂。利用宏观分析、化学成分分析、渗碳层深度测定、扫描电镜观察、能谱分析等方法,对齿轮轴的开裂原因进行了分析。结果表明:齿轮轴原材料冶炼过程不当,混入了小颗粒状氧化铝类夹渣;在随后的锻打拉拔过程中小颗粒形成条带状,破坏了材料的连续性,形成应力集中;在较大的残余应力作用下,齿轮轴发生了延迟性开裂。
18CrNiMo7-6钢; 齿轮轴; 氧化铝夹渣; 夹杂物条带; 应力集中; 开裂
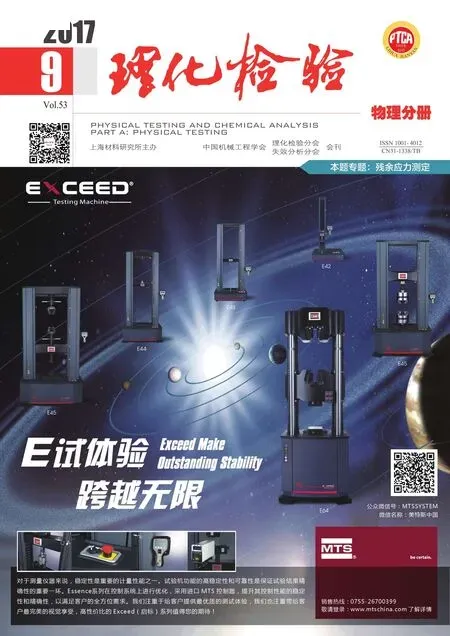
某齿轮轴为风能传动结构零件,材料为18CrNiMo7-6钢,外形齿尺寸为φ280 mm(光杆部位)×850 mm(长度),齿部和轴表面采取渗碳处理。齿轮轴加工工序为:锻造→粗车→探伤→滚齿→渗碳→淬、回火→喷丸→精车→精磨。渗碳后齿轮轴的有效硬化层深度要求为3.90~4.90 mm,淬火后渗碳层表面硬度要求为58.0~62.0 HRC。在热处理后喷丸或加工后,在库存期间发现齿轮轴出现裂纹,裂纹形态基本相同,呈轴向延伸,贯穿了齿轮轴整个长度,如图1所示。为了确定该齿轮轴开裂的原因,笔者对其进行了一系列理化检验和分析,以避免类似失效事件的再发生。
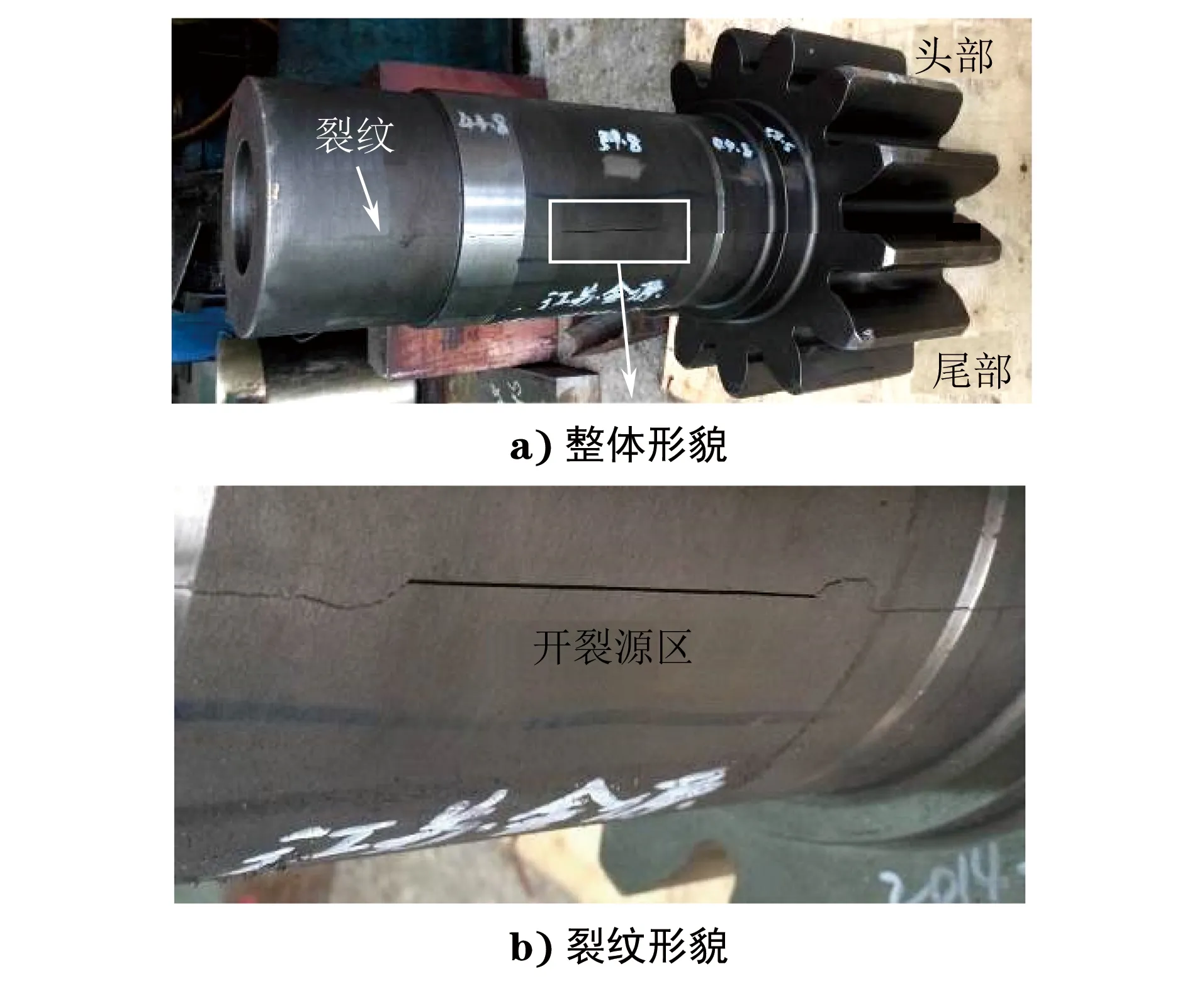
图1 开裂齿轮轴的宏观形貌Fig.1 Macro morphology of the cracked gear shaft:a) the overall morphology; b) the crack morphology
1 理化检验
1.1宏观分析
肉眼观察该开裂齿轮轴,其宏观形貌如图1所示。可见其表面存在部分银亮的机械加工表面,绝大部分表面呈光滑的银灰色。表面可见一轴向裂纹,基本贯穿了整个零件长度,靠近尾部的裂纹相对较窄,靠齿轮端的裂纹比较明显,端面未观察到裂纹,存在错位现象,表面存在一处较直的区域,裂纹相对较宽,为裂纹源区。
沿裂纹将齿轮轴人工打开,可见断面上存在明显的放射状条纹,为裂纹快速扩展特征,放射状条纹的收敛区域为裂纹源区,位于齿轮轴的次表面,见图2a)中的标识区域。该区域对应于图1中相对较宽、较直的裂纹区域,除该区域外,断面在其他表面处均存在明显的剪切特征。
在体视显微镜下观察齿轮轴断面,可见裂纹源区存在一个呈轴向分布的条带状区域,如图2b)中箭头所示。经测量该区域与切割面的距离为3.27 mm,与轴表面的距离为25.58 mm。
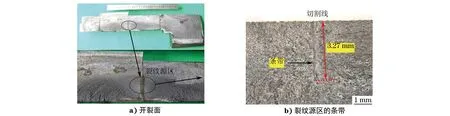
图2 齿轮轴开裂面的宏观形貌Fig.2 Macro morphology of the cracked surface of the gear shaft:a) the cracked surface; b) the band of the crack source area
1.2化学成分分析
从齿轮轴上靠近断裂位置取样,对基体进行化学成分分析,分析结果见表1。由结果可见,齿轮轴基体的各元素含量均符合DIN EN 10084:2008《渗碳钢——交货技术条件》对18CrNiMo7-6钢成分的技术要求。

表1 齿轮轴化学成分分析结果(质量分数)Tab.1 Analysis results of chemical compositions of the gear shaft (mass fraction) %
1.3渗碳层深度测定
选取靠近齿轮轴裂纹源区域的试样,在其横截面上进行显微硬度梯度检测。按照GB/T 9450-2005《钢件渗碳淬火硬化层深度的测定和校核》测得,齿轮轴表面硬化层深度为4.70 mm,满足“渗碳后的硬化层深度为3.9~4.9 mm”的技术要求。距离齿轮轴表面0.10 mm处的硬度为58.7~59.6 HRC,满足“淬火后渗碳层表面硬度为58.0~62.0 HRC”的技术要求。
1.4扫描电镜观察
使用扫描电镜对齿轮轴裂纹源区观察到的带状区域进行观察,如图3所示。可见该带状区域存在大量颗粒状物质,经测量其宽度为0.16~0.17 mm,见图3a),高倍下颗粒状物质形貌见图3b)。靠近带状区域的断口形貌为准解理+沿晶,见图3c),存在少量二次裂纹;远离带状区域的断口形貌为准解理,见图3d)。
1.5能谱分析
采用EDAX能谱仪对齿轮轴带状区域的颗粒状物质进行元素的无标样定性和半定量能谱分析,分析颗粒见图3b),分析结果见图4。可见其主要元素为铝和氧,因此该颗粒状物质为氧化铝类物质。
1.6金相检验
从靠近齿轮轴裂纹源区域切取轴向试样, 经镶嵌、磨抛后置于LEICA DMI5000M型光学显微镜下观察,按照GB/T 10561-2005中的实际检验A法进行评定,其非金属夹杂物含量评定结果为:A0.5, B0,C0,D1.0。靠近裂纹源区域的表面硬化层剖面抛光态显微形貌见图5a),可见靠近齿轮轴表面的渗碳层开裂面比较平整,未见明显增、脱碳或其他异常现象,可以判断该裂纹出现在渗碳淬火之后。远离表面的基体显微组织为回火马氏体,见图5b);带状区域剖面的显微组织为回火马氏体,见图5c),d),未见其他异常。
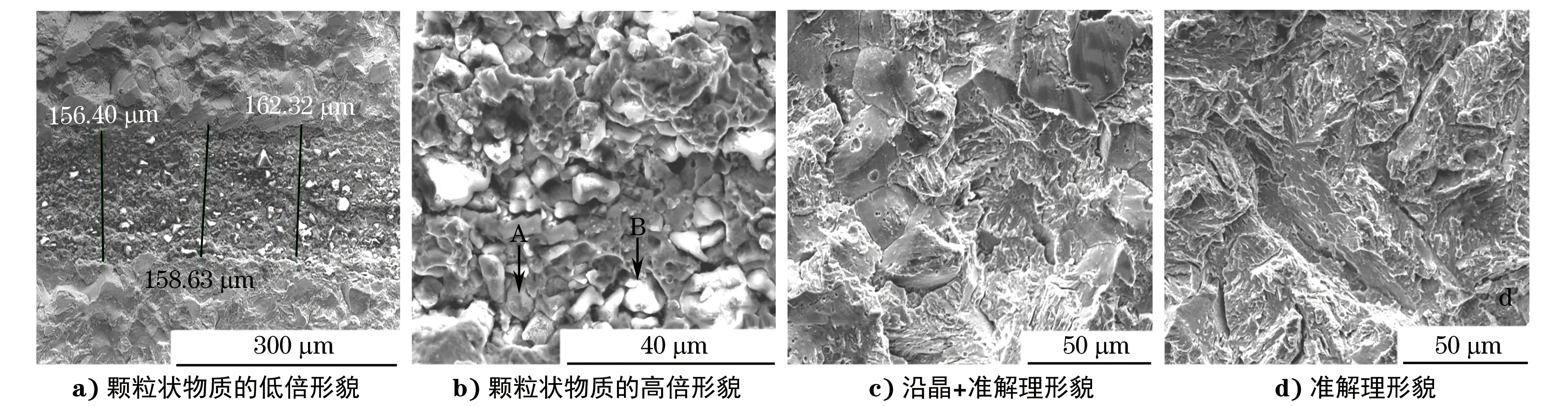
图3 齿轮轴断口的扫描电镜形貌Fig.3 SEM morphology of the fracture surface of the gear shaft: a) morphology of particle substances at low magnification; b) morphology of particle substances at high magnification; c) intergranular and quasi-cleavage morphology; d) quasi-cleavage morphology

图4 带状区域中颗粒状物质的能谱分析结果Fig.4 Energy spectrum analysis results of particle substances of the band area:a) particle A in Fig.3b); b) particle B in Fig.3b)

图5 齿轮轴的显微组织形貌Fig.5 Microstructure morphology of the gear shaft:a) microstructure near the crack source; b) microstructure of the matrix; c) microstructure of the band area at low magnification; d) microstructure of the band area at high magnification
2 分析与讨论
通过以上理化检验结果可知:开裂齿轮轴的化学成分、渗碳层深度和表面硬度均符合技术要求;裂纹源处、断口处的显微组织和远离断口的基体显微组织一致,为回火马氏体,未见明显增、脱碳和其他异常现象。根据断口宏观形貌和扫描电镜形貌分析可知,裂纹源位于距离表面25.58 mm处,为内裂;裂纹源处存在一条长3.73 mm(未计算线切割损失和磨抛损失)×宽0.16~0.17 mm的呈轴向密集分布的颗粒状物质,经能谱分析可知其为氧化铝类夹杂物,分析认为是材料冶炼过程中混入了小颗粒氧化铝类耐火材料,在随后的锻打拉拔过程中形成条带状。根据工厂提供的信息,“齿轮轴粗车后探伤未发现缺陷,滚齿后探伤同样未发现缺陷,最后滚齿加工后交工厂”,“在热处理喷丸和加工后发现有6件开裂(精车前发现2件开裂,精车后发现3件开裂,另1件在精磨后开裂),裂纹形态基本相同”,再结合该零件的加工制造工序分析,判断该齿轮轴是在后道热处理,即渗碳、淬火及回火热处理后开裂的。开裂面绝大部分区域的显微形貌为沿晶+准解理或准解理,剪切唇较少,可判断开裂是在较大应力作用下的一次性开裂。
金属在加热和冷却过程中,表层与心部的加热及冷却速率(或时间)不一致,由于温差导致膨胀和收缩不均而产生的应力称为热应力。这种应力在冷却时更加突出,由于冷却时金属表层温度低于心部的,收缩时表面体积收缩大于心部的而使心部受拉应力;当冷却结束时,由于心部最后冷却体积收缩不能自由进行,而使表层受压、心部受拉;在热应力作用下,最终使工件表层受压应力而心部受拉应力。渗碳层一般呈压应力状态,残余压应力可延续至渗碳硬化层的过渡区,然后逐渐转化为拉应力[1]。引起该齿轮轴开裂的裂纹源区距离表面25.58 mm,而渗碳层深度为4.70 mm,显然裂纹源区位于距离渗碳硬化层较远的基体。有研究表明:400 ℃回火的钢中仍然存在约50%的残余应力,500 ℃回火后还存在约20%的残余应力,低温回火通常不能完全去除材料中的残余应力[2]。该齿轮轴渗碳、淬火后为低温回火(200 ℃),会存在较大的残余内应力。在切削条件较好时,精车或磨削影响层表现为残余压应力,这也会加大内层的残余拉应力[3]。材料内部呈条带状轴向分布的夹杂物破坏了材料的连续性,等同于一条微裂纹,存在较大的应力集中,在较大的残余内应力作用下导致开裂。
3 结论及建议
(1) 该齿轮轴裂纹源区距离轴表面25.58 mm,为内裂,其主要原因是材料内部存在聚集呈带状分布的颗粒状夹杂物,破坏了材料的连续性,形成应力集中,在较大的残余内应力作用下发生了延迟性开裂。
(2) 建议对齿轮轴原材料的质量进行严格把关,杜绝聚集分布的夹渣类缺陷存在。
[1] 陈德华,藤鲁湘,李光谨.渗碳淬硬层残余应力的分布特征[J].热处理,2011,26(2):65-71.
[2] 陈再良,吕东显,付海峰.模具使用寿命与失效分析中一些问题的探讨[J].理化检验-物理分册,2009,45(9):553-558.
[3] 马素媛,徐建辉,贺笑春,等.硬状态钢铁材料磨削影响层硬化的表征[J].金属学报,2003,39(2):168-171.
FailureAnalysisonCrackingofthe18CrNiMo7-6SteelGearShaft
WUJiajun
(Jiangsu Jinyuan High-End Equipment Co., Ltd., Jiangsu 213376, China)
The 18CrNiMo7-6 steel gear shaft cracked along the axial direction during storing after machining processing. The cracking reasons of the gear shaft were analyzed by methods of macroscopic analysis, chemical composition analysis, depth measurement of carburized layer, scanning electron microscopy observation, energy analysis and so on. The results show that: there were some particles of aluminium oxides mixed into the raw material of the gear shaft due to the improper smelting process; the particles were banded during forging and drawing process, which destroyed the continuity of the material and resulted in the stress concentration; under the action of large residual stress, delayed cracking occurred to the gear shaft.
18CrNiMo7-6 steel; gear shaft; aluminium oxide particle slag; inclusion band; stress concentration; cracking
10.11973/lhjy-wl201709013
2017-06-19
吴佳峻(1985-),男,高级工程师,学士,主要从事金属材料的失效分析与安全评估工作,642029692@qq.com
TG115.2
:B
:1001-4012(2017)09-0671-04
猜你喜欢
中国冶金文摘(2024年2期)2024-05-20 09:54:49
口腔护理用品工业(2024年1期)2024-03-18 04:39:20
名作欣赏·学术版(2021年1期)2021-02-08 08:35:50
装备制造技术(2020年1期)2020-12-25 05:18:10
重型机械(2020年3期)2020-08-24 08:31:50
科技创新导报(2020年16期)2020-08-13 06:54:30
航空维修与工程(2020年3期)2020-04-10 08:14:10
汽车实用技术(2018年20期)2018-10-26 08:19:46
水土保持通报(2018年6期)2018-02-13 07:32:56
大型铸锻件(2015年1期)2016-01-12 06:33:01