超声辅助复合酶法制备核桃油工艺研究
2017-09-18 01:36:24何秋实王志兴赵城彬
中国油脂 2017年8期
何秋实,王志兴,赵城彬
(1.青岛酒店管理职业技术学院,山东 青岛 266100; 2.吉林农业大学 食品科学与工程学院,长春 130118)
超声辅助复合酶法制备核桃油工艺研究
何秋实1,王志兴1,赵城彬2
(1.青岛酒店管理职业技术学院,山东 青岛 266100; 2.吉林农业大学 食品科学与工程学院,长春 130118)
以核桃仁为原料,采用超声辅助复合酶(果胶酶、纤维素酶、半纤维素酶)破壁,然后进行碱性蛋白酶酶解制备核桃油,对超声辅助酶解工艺条件及复合酶配比进行研究。结果表明:复合酶破壁的提油效果优于单一酶;最佳酶解破壁条件为超声功率90 W、复合酶添加量4%、酶解pH 4.5、酶解温度50℃、酶解时间40 min;在最佳的复合酶破壁条件下,利用混料试验对复合酶配比进行优化,确定最佳复合酶(果胶酶、纤维素酶、半纤维素酶)配比为1∶1.46∶1.11,此时总油提取率最大,为89.73%。
超声波;复合酶;核桃油
核桃属于胡桃科植物,又称为羌桃或胡桃。核桃营养价值丰富,且风味怡人,是一种深受消费者喜爱的坚果[1]。核桃富含油脂,其脂肪酸组成丰富,饱和脂肪酸占8%左右,包括棕榈酸和硬脂酸;不饱和脂肪酸占90%以上,主要包括油酸、亚油酸和α-亚麻酸;此外,核桃油中还含有少量的肉豆蔻酸、十五烷酸、十六碳烯酸、十六碳二烯酸、花生酸和二十碳烯酸等[2]。核桃油富含人体所需的矿物质、微量元素以及一定量的脂溶性维生素,如维生素A、维生素E等。
水酶法提油是在机械破碎的基础上,利用生物酶手段降解植物细胞壁及油体蛋白,从而使油脂易于从油料中释放出来[3],其最大优势是提取油脂反应条件温和,提取油脂的同时可回收低变性的蛋白质[4],利于后续加工生产及利用。水酶法提油作为一种新兴的绿色提油技术,已被成功应用于花生、大豆、油茶籽和亚麻籽等油料中[5-7]。超声辅助提取是一种新的提取分离技术,随着研究领域的拓展该技术已被广泛应用于油脂提取。超声波产生的空化、机械以及热作用能够破坏油料种子细胞壁结构[8],促进油料中油脂的释放。目前,对于超声辅助复合酶法制备核桃油的研究鲜有报道。本试验以核桃仁为原料,采用超声辅助复合酶破壁,然后进行碱性蛋白酶酶解制备核桃油,对超声辅助酶解工艺条件以及复合酶配比进行研究,为核桃油的实际生产以及开发利用提供理论依据。
1 材料与方法
1.1 试验材料
核桃:乌鲁木齐西域名品商贸有限公司;果胶酶、纤维素酶、半纤维素酶、Protex-6L碱性蛋白酶:丹麦Novo公司;其他试剂均为分析纯。
JY92-2D超声探头发生器:宁波新芝生物科技有限公司;恒温水浴锅:余姚市东方电工仪器厂;LDZ5-2型台式低速离心机:上海安亭科学仪器厂;ZHWY112B型双层恒温振荡器:上海智诚分析仪器制造有限公司。
1.2 试验方法
1.2.1 超声辅助复合酶法制备核桃油工艺
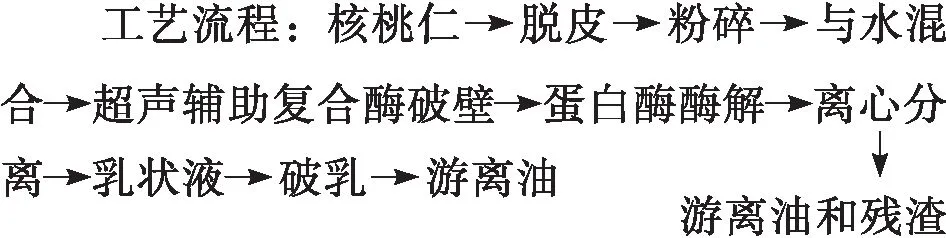
具体方法:将核桃仁脱皮、粉碎,以1∶5的料液比将核桃仁粉与水混合得到混合液,向混合液中添加一定配比的果胶酶、纤维素酶、半纤维素酶,将混合液置于超声处理器中进行超声辅助酶解破壁,然后添加Protex-6L碱性蛋白酶进行酶解。碱性蛋白酶酶解条件为[9]:加酶量1.6%,酶解温度60℃,酶解时间3 h,酶解pH 9.6。酶解后离心分离得到游离油、乳状液、残渣,将乳状液破乳后离心分离得到游离油。
1.2.2 总油提取率和游离油得率的测定
总油提取率=(原料含油质量-酶解后残渣含油质量)/原料含油质量×100%
游离油提取率=破乳前游离油质量/原料含油质量×100%
其中,含油质量的测定参照Chabrand等[10]的方法。
2 结果与分析
2.1 不同种类酶对提油效果的影响
选取果胶酶、纤维素酶、半纤维素酶及其复合酶(3种酶复配比例1∶1∶1)进行酶解,各种酶的加酶量均为2%,酶解温度50℃,酶解时间30 min,果胶酶酶解pH为3.5,纤维素酶酶解pH为6,半纤维素酶酶解pH为4.5,复合酶酶解pH为5,考察不同种类酶对提油效果的影响,结果见图1。由图1可以看出,采用单一酶进行酶解时,纤维素酶对核桃仁的酶解效果优于果胶酶和半纤维素酶,释放出更多的油脂,导致较高的总油提取率和游离油提取率,这可能是由于核桃仁细胞壁的纤维素含量高于半纤维素和果胶质。采用复合酶酶解后总油提取率和游离油提取率高于单一酶,这说明复合酶破壁的提油效果优于单一酶。李杨等[11]采用纤维素酶、半纤维素酶、果胶酶以及其复合酶制备大豆油,发现复合酶的作用效果优于单一酶,这与本文中得到的结果相似。因此,本试验选择复合酶对核桃仁进行酶解破壁处理。
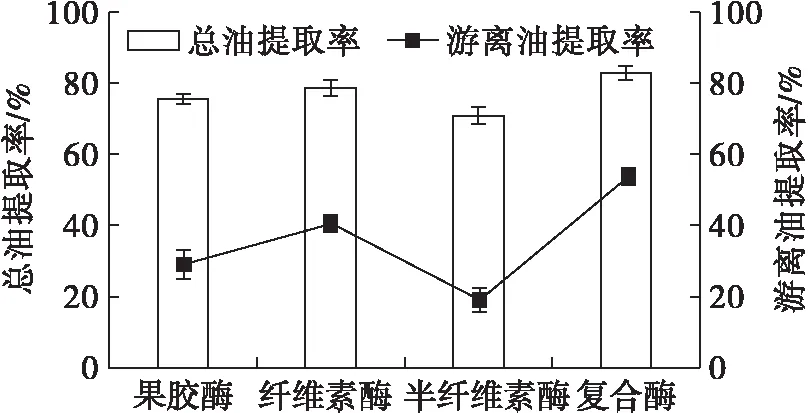
图1 不同种类酶对总油提取率和游离油提取率的影响
2.2 超声辅助复合酶破壁工艺条件分析
2.2.1 超声功率对总油提取率的影响
采用4%的复合酶(果胶酶、纤维素酶、半纤维素酶配比为1∶1∶1)进行酶解破壁,酶解pH 5,酶解温度50℃,酶解时间30 min,以总油提取率为指标,选取超声功率分别为50、70、90、110、130 W,考察超声功率对总油提取率的影响,结果见图2。由图2可以看出,随着超声功率的增大,总油提取率先增加后降低,当超声功率为90 W时,提油效果最好。超声的空化和机械作用使物料细胞破碎,同时超声产生的热效应加快分子运动,提高酶与底物碰撞概率,促进酶解反应,导致细胞壁破裂,释放出油脂;当超声功率过大时,过高的温度会使酶分子结构遭到破坏,导致酶变性失活,从而影响提油效果[12]。因此,选择超声功率为90 W。
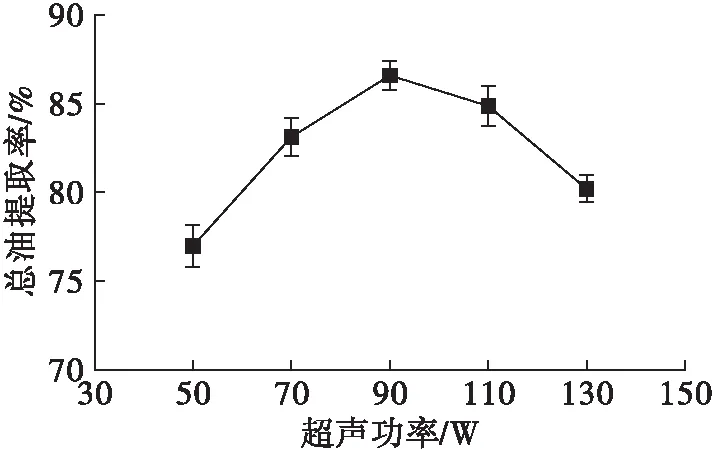
图2 超声功率对总油提取率的影响
2.2.2 酶解pH对总油提取率的影响
采用4%的复合酶(果胶酶、纤维素酶、半纤维素酶配比为1∶1∶1)进行酶解破壁,超声功率90 W,酶解温度50℃,酶解时间30 min,以总油提取率为指标,选取酶解pH分别为4、4.5、5、5.5、6,考察酶解pH对总油提取率的影响,结果见图3。由图3可以看出,随着酶解pH的增加,总油提取率先增加后降低,当酶解pH为4.5时,提油效果最好。复合酶由果胶酶、纤维素酶、半纤维素酶组成,每种酶具有最适的pH范围,过酸或过碱的环境会破坏酶分子的空间结构,酶变性失活,酶解能力降低[13],不能够充分破坏细胞壁,影响油脂释放。因此,选择酶解pH为4.5。

图3 酶解pH对总油提取率的影响
2.2.3 酶解温度对总油提取率的影响
采用4%的复合酶(果胶酶、纤维素酶、半纤维素酶配比为1∶1∶1)进行酶解破壁,超声功率90 W,酶解pH 5,酶解时间30 min,以总油提取率为指标,选取酶解温度分别为40、45、50、55、60℃,考察酶解温度对总油提取率的影响,结果见图4。由图4可以看出,随着酶解温度的升高,总油提取率先增加后降低,酶解温度为50℃时提油效果最好。与酶解pH相似,每种酶都具有最适的温度范围,当超过这个范围,酶分子结构中的活性中心构象发生改变,阻碍酶与底物的有效结合,使酶作用效果下降[14],不利于油脂的提取。因此,选择酶解温度为50℃。
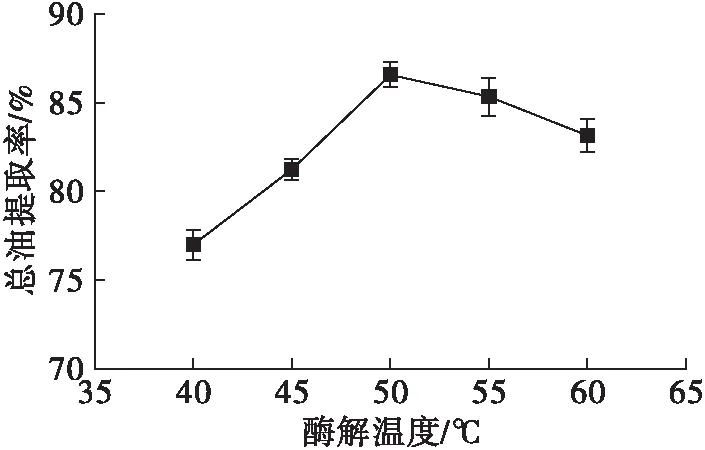
图4 酶解温度对总油提取率的影响
2.2.4 酶解时间对总油提取率的影响
采用4%的复合酶(果胶酶、纤维素酶、半纤维素酶配比为1∶1∶1)进行酶解破壁,超声功率90 W,酶解pH 5,酶解温度50℃,以总油提取率为指标,选取酶解时间分别为10、20、30、40、50 min,考察酶解时间对总油提取率的影响,结果见图5。由图5可以看出,随着酶解时间的延长,总油提取率逐渐增加,直到酶解时间为40 min时达到最大,超过40 min后总油提取率出现下降趋势。这可能是由于酶解pH为酸性,在酸性条件下长时间反应会导致蛋白质变性聚集[15],不利于此后蛋白酶对蛋白质的酶解,阻碍油脂的分离。因此,选择酶解时间为40 min。
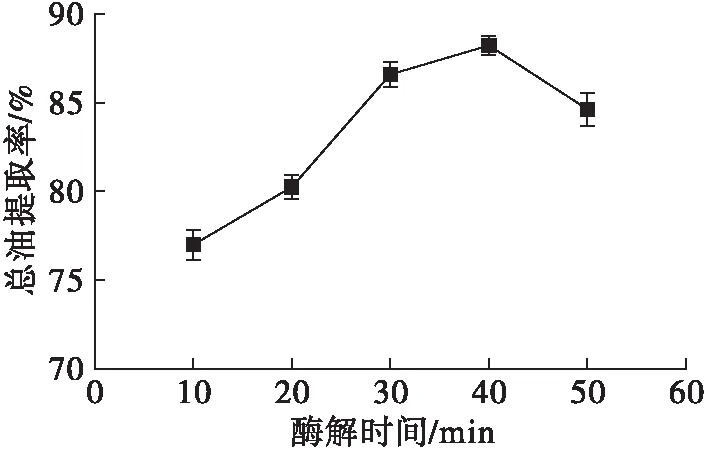
图5 酶解时间对总油提取率的影响
2.3 复合酶复配比例优化分析
在超声功率90 W、复合酶添加量4%、酶解pH 4.5、酶解温度50℃、酶解时间40 min条件下,选取果胶酶添加量A、纤维素酶添加量B、半纤维素酶添加量C3个因素为自变量,以总油提取率R为响应值,根据混料试验设计原理,利用Design-Expert软件进行过程优化,其因素水平编码见表1,混料试验安排及结果见表2。

表1 混料试验因素水平编码
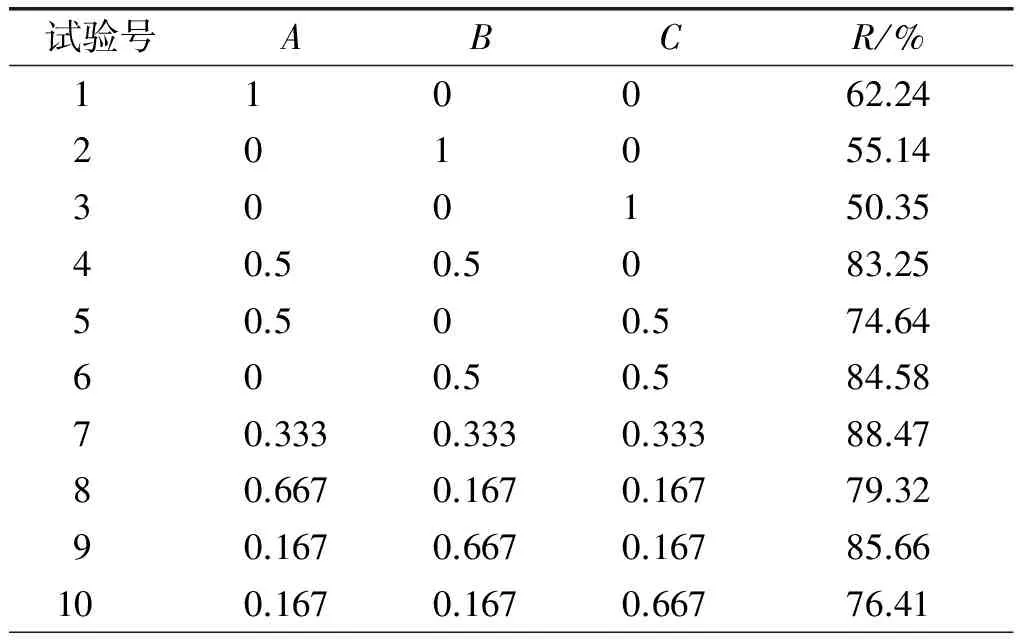
表2 混料试验安排及结果
续表2
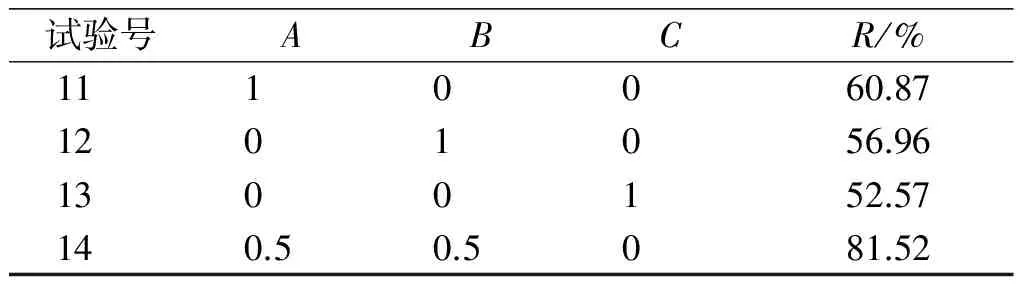
试验号ABCR/%1110060.871201056.961300152.57140.50.5081.52
通过统计软件Design-expert对总油提取率R进行数据分析,建立二次回归模型:R=61.30A+56.49B+51.15C+95.43AB+70.59AC+125.53BC。
采用Design-expert软件对模型方程进行方差分析,回归与方差分析结果见表3。
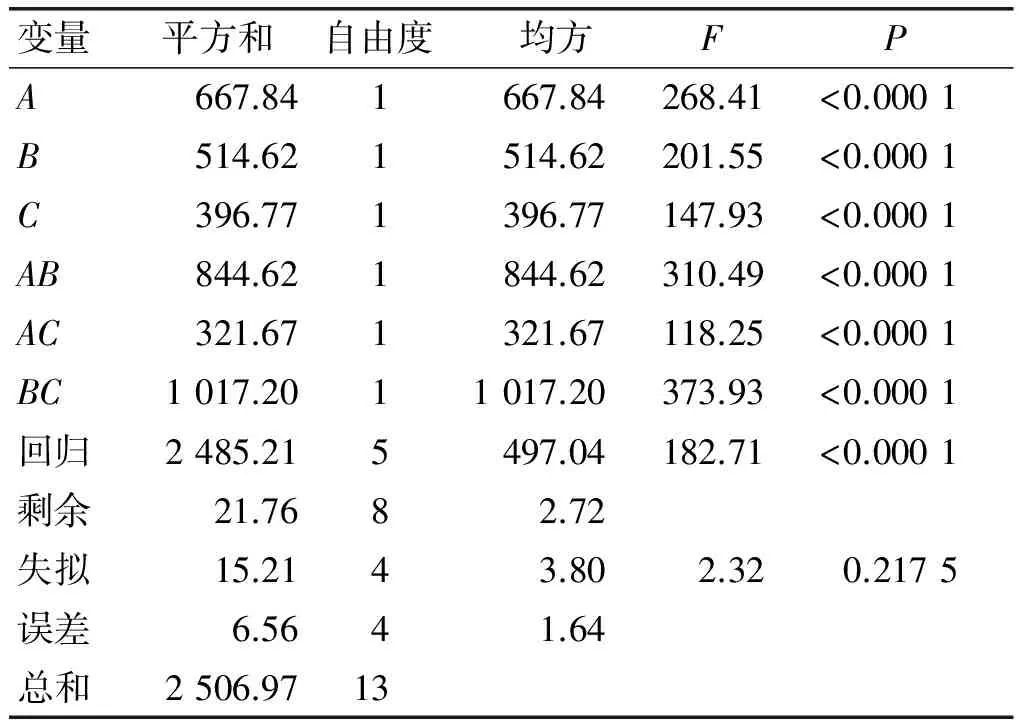
表3 回归与方差分析结果
由表3可知,该模型回归极显著(P<0.000 1),失拟项不显著(P>0.05),并且R2=99.13%,说明该模型与试验拟合良好,能够很好地描述试验结果,应用该模型进行试验分析是可行的。模型的一次项A、B、C和交互项AB、AC、BC均达到极显著水平,说明响应值与自变量之间不是简单的线性关系。在最佳的超声辅助酶解破壁条件下,即超声功率90 W,复合酶添加量4%,酶解pH 4.5,酶解温度50℃,酶解时间40 min,根据混料试验寻优结果可知,果胶酶、纤维素酶和半纤维素酶3种酶的添加量分别为1.12%、1.64%和1.24%,即3种酶的复配比例为1∶1.46∶1.11,在此条件下,总油提取率有最大值,为89.22%。通过3次验证试验得到总油提取率平均值为89.73%,与预测值89.22%较接近,说明响应面的试验值与回归方程预测值吻合良好。
3 结 论
本文采用超声辅助复合酶法制备核桃油,比较了果胶酶、纤维素酶、半纤维素酶及其复合酶破壁的提油效果,结果表明复合酶破壁的提油效果优于单一酶。最佳酶解破壁条件为超声功率90 W、复合酶添加量4%、酶解pH 4.5、酶解温度50℃、酶解时间40 min。在最佳的复合酶破壁条件下,利用混料试验对复合酶(果胶酶、纤维素酶、半纤维素酶)配比进行优化,确定最佳复合酶配比为1∶1.46∶1.11。在最优工艺条件下,总油提取率最大,为89.73%。
[1] 王炜, 李鹏霞, 伍玉洁. 我国核桃发展现状及贮藏研究概况[J]. 农产品加工(学刊), 2007(4): 63-66,86.
[2] 郑敏燕, 魏永生, 耿薇. 利用气相色谱/质谱联合技术研究核桃仁油脂肪酸组成[J]. 咸阳师范学院学报, 2006, 21(4): 26-28,32.
[3] MULLALLY M M, MEISEL H, FITZGERALD R J.Angiotensin-I-converting enzyme inhibitory activities of gastric and pancreatic proteinase digests of whey proteins[J]. Int Dairy J, 1997, 7(5): 299-303.
[4] DE MOURA J M L N, CAMPBELL K, MAHFUZ A, et al. Enzyme-assisted aqueous extraction of oil and protein from soybeans and cream de-emulsification[J]. J Am Oil Chem Soc, 2008, 85(10): 985-995.
[5] TOWA L T, KAPCHIE V N, WANG G, et al. Quantity and quality of free oil recovered from enzymatically disrupted soybean oleosomes[J]. J Am Oil Chem Soc, 2011, 88(10): 1581-1591.
[6] 李彩云, 康健. 超声辅助制备红花籽油微胶囊[J]. 中国油脂, 2017, 42(1): 11-14,18.
[7] KARLIN N, TAN C P, MAN Y B C, et al. Physicochemical properties of Kalahari melon seed oil following extractions using solvent and aqueous enzymatic methods[J]. Int J Food Sci Technol, 2009, 44(4): 694-701.
[8] TIAN Y, XU Z, ZHENG B, et al. Optimization of ultrasonic-assisted extraction of pomegranate (PunicagranatumL.) seed oil[J]. Ultrason Sonochem, 2013, 20(1): 202-208.
[9] 江连洲, 隋晓楠, 齐宝坤, 等. 酶法水解大豆膨化料提取多肽的工艺[J]. 食品科学, 2011, 32(14): 161-164.
[10] CHABRAND R M, GLATZ C E. Destabilization of the emulsion formed during the enzyme-assisted aqueous extraction of oil from soybean flour[J]. Enzyme Microb Technol, 2009, 45(1): 28-35.
[11] 李杨, 江连洲, 王中江, 等. 混料设计优化复合酶水解水酶法提取大豆油工艺[J]. 食品科学, 2011, 32(6): 66-70.
[12] 黄卓烈, 林茹, 何平, 等. 超声波对酵母过氧化氢酶及多酚氧化酶活性的影响[J]. 中国生物工程杂志, 2003, 23(4): 89-93.
[13] 张宇昊, 王强. Alcalase酶水解花生蛋白制备花生短肽的研究[J]. 农业工程学报, 2007, 23(4): 258-263.
[14] 黄黎慧, 张晓燕, 倪小英, 等. 水酶法提取核桃油工艺研究[J]. 粮食科技与经济, 2010, 35(4): 30-32.
[15] 李杨, 江连洲, 隋晓楠, 等. 复合酶水酶法提取大豆蛋白的工艺优化[J]. 食品科学, 2011, 32(14): 130-133.
Preparationofwalnutoilbyultrasound-assistedcomplexenzymesmethod
HE Qiushi1, WANG Zhixing1, ZHAO Chengbin2
(1.Qingdao Vocational and Technical College of Hotel Management, Qingdao 266100,Shandong, China;2.College of Food Science and Engineering, Jilin Agricultural University, Changchun 130118, China)
Using walnut kernel as raw material, wall-breaking treatment was carried out by ultrasound-assisted complex enzymes (pectase, cellulase, hemicellulase) method, and walnut oil was prepared by enzymolysis of alkaline protease. The process conditions of ultrasound-assisted enzymolysis and the ratio of complex enzymes were studied. The results showed that the oil extraction effect of complex enzymes was better than that of single enzyme. The optimal enzymolysis wall-breaking conditions were obtained as follows: ultrasonic power 90 W, dosage of composite enzymes 4%, enzymolysis pH 4.5, enzymolysis temperature 50℃ and enzymolysis time 40 min. Under these conditions, the ratio of complex enzymes was optimized by mixture experiment and the optimal ratio of complex enzymes(pectase, cellulase, hemicellulase) was determined as 1∶1.46∶1.11. Under these conditions, the total extraction rate of oil was the highest, which was 89.73%.
ultrasound; complex enzymes; walnut oil
2016-10-31;
:2017-04-17
何秋实(1979),女,副教授,硕士,研究方向为食品营养(E-mail)154201866@qq.com。
TS224;TQ644
:A
1003-7969(2017)08-0013-04
油脂加工
猜你喜欢
中国油脂(2022年5期)2022-05-31 01:46:32
自我保健(2020年8期)2020-10-27 01:09:26
中成药(2018年7期)2018-08-04 06:04:20
中国粮油学报(2018年12期)2018-03-19 05:40:34
种子科技(2017年12期)2017-12-29 06:00:54
中国-东盟博览(政经版)(2017年6期)2017-06-21 15:12:24
中国-东盟博览(政经版)(2017年5期)2017-05-08 09:21:15
中国-东盟博览(政经版)(2017年3期)2017-03-20 11:38:57
中国果菜(2015年2期)2015-03-11 20:01:03
中国酿造(2014年9期)2014-03-11 20:21:10