超声波辅助提取诸葛菜籽油的工艺研究
2017-09-18 01:36:24周文美吴沿友孙亚利
中国油脂 2017年8期
周 敏,周文美,吴沿友,孙亚利,杨 娟
(1.贵州大学 贵州省发酵工程与生物制药重点实验室,贵阳550025;2.贵州大学 酿酒与食品工程学院,贵阳550025; 3.中国地球化学研究所,贵阳550025)
超声波辅助提取诸葛菜籽油的工艺研究
周 敏1,2,周文美1,2,吴沿友3,孙亚利1,2,杨 娟2
(1.贵州大学 贵州省发酵工程与生物制药重点实验室,贵阳550025;2.贵州大学 酿酒与食品工程学院,贵阳550025; 3.中国地球化学研究所,贵阳550025)
以诸葛菜籽为原料,采用超声波辅助法提取诸葛菜籽油。通过单因素试验研究了提取溶剂、料液比、超声温度、超声时间对诸葛菜籽得油率的影响,并采用响应面试验优化了诸葛菜籽油最佳提取工艺条件。结果表明:以石油醚(60~90℃)为提取溶剂,在料液比1∶14.2、超声时间40 min、超声温度31.8℃的条件下,诸葛菜籽得油率最高,达到45.36%。超声波辅助提取法优于索氏提取法。
诸葛菜籽油;超声波辅助提取;响应面法
诸葛菜是一种耐寒、耐阴且适应能力极强的十字花科植物。诸葛菜成熟之后可获得诸葛菜籽,且因诸葛菜对土壤质量要求不严格,一般的生长环境都能适应,所以诸葛菜籽资源非常丰富。诸葛菜籽油含有大量棕榈酸、油酸、亚油酸等高营养物质,且其含量普遍高于其他油料作物,可作为一种优质的新油源进行推广[1-3]。提取油脂的传统方法(如索氏提取法、压榨法)提取率低且耗时过长。超声波辅助法凭借超声波强烈振动、空化等作用,以及扩散、击碎等次级效应的优势,使溶剂分子与油脂分子充分接触、迅速渗透,从而短时高效提取油脂[4]。本试验采用响应面法[5]优化超声波辅助提取诸葛菜籽油的最佳工艺参数,以期为诸葛菜籽油的综合开发利用提供参考。
1 材料与方法
1.1 试验材料
诸葛菜籽:市售;石油醚(60~90℃)、无水乙醇、乙醚、正己烷,均为分析纯。
AL104电子天平,101-1A电热鼓风干燥箱,KQ-300DE 型数控超声波清洗器,HC-280T2 高速多功能粉碎机,RE-2000型旋转蒸发仪,SHZ-Ⅲ型循环水真空泵。
1.2 试验方法
1.2.1 超声波辅助提取诸葛菜籽油工艺流程
诸葛菜籽→干燥→粉碎→过40目筛→干燥→称重→按一定的料液比加入溶剂→超声波辅助提取→减压抽滤→滤液旋转蒸发→干燥→称重→诸葛菜籽油。
1.2.2 诸葛菜籽得油率的计算方法[6]
式中:m1为干燥后达到恒重的圆底烧瓶和提取油脂的质量,g;m2为达到恒重的圆底烧瓶的质量,g;m为诸葛菜籽粉的质量,g。
2 结果与分析
2.1 单因素试验
2.1.1 不同提取溶剂对得油率的影响
准确称取1 g诸葛菜籽粉置于烧杯中,以1∶20的料液比分别加入无水乙醇、石油醚、正己烷、乙醚4种溶剂,在超声时间30 min、超声温度30℃的条件下,将其进行超声波辅助提取,考察不同提取溶剂对得油率的影响,结果见图1。
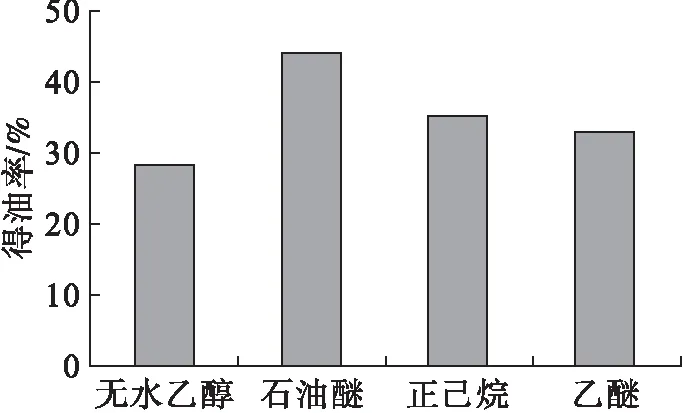
图1 不同提取溶剂对得油率的影响
由图1可知,不同提取溶剂得油率高低的顺序为石油醚>正己烷>乙醚>无水乙醇。因此,本试验选取石油醚作为提取诸葛菜籽油的提取溶剂。
2.1.2 不同料液比对得油率的影响
准确称取1 g诸葛菜籽粉置于烧杯中,分别按1∶10、1∶15、1∶20、1∶25、1∶30的料液比加入石油醚,在超声时间40 min、超声温度30℃的条件下,将其进行超声波辅助提取,考察不同料液比对得油率的影响,结果见图2。
由图2可知,诸葛菜籽得油率随料液比的增大先增大后趋于平稳。当料液比为1∶10~1∶25时,得油率呈逐步增大的趋势。这是由于当石油醚用量较少时,物料的黏度较大,扩散较慢,使得油脂不能充分浸出;而随着石油醚用量的增多,诸葛菜籽粉与石油醚接触面积增大,促使得油率迅速增加[7]。当料液比超过1∶25时,得油率的变化不显著。这是由于当石油醚用量过大时,油脂浸出几乎饱和,使得油率变化不大。综上,最佳料液比选择 1∶25。
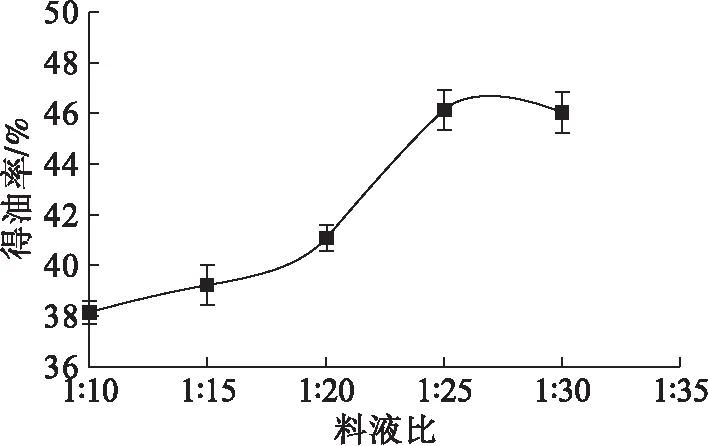
图2 不同料液比对得油率的影响
2.1.3 不同超声时间对得油率的影响
准确称取1 g诸葛菜籽粉置于烧杯中,以1∶25的料液比加入石油醚,在超声温度30℃的条件下,分别按20、30、40、50、60 min的超声时间,将其进行超声波辅助提取,考察不同超声时间对得油率的影响,结果见图3。

图3 不同超声时间对得油率的影响
由图3可知,得油率随超声时间的延长先增大后略有下降的趋势。当超声时间为20~40 min时,得油率迅速增加。这是因为在提油初期,诸葛菜籽粉与石油醚形成较大的浓度差,使得油脂提取速度较快[8]。当超声时间超过40 min时,提取速度的变化不显著(P<0.05)。这是由于浓度差逐渐趋于平衡,以致于得油率变化不大。综上,最佳超声时间为40 min。
2.1.4 不同超声温度对得油率的影响
准确称取1 g诸葛菜籽粉置于烧杯中,以1∶25的料液比加入石油醚,在超声时间40 min的条件下,分别设置25、30、35、40、45℃的超声温度,将其进行超声波辅助处理,考察不同超声温度对得油率的影响,结果见图4。
由图4可知,随超声温度的升高得油率呈先增大后下降的趋势。当超声温度为25~30℃时,得油率迅速增加。这是因为随着超声温度的提高,石油醚分子和油脂分子变得活跃起来,两者更易相互作用。当超声温度超过30℃时,得油率有所下降。这是由于温度过高,溶剂挥发,使得溶剂与油脂分子的接触面积减少[9]。综上,最佳超声时间为30℃。

图4 不同超声温度对得油率的影响
2.2 响应面法优化试验
根据单因素试验结果,以石油醚为提取溶剂,确定以料液比(A)、超声时间(B)、超声温度(C)为自变量因素,以诸葛菜籽的得油率(R)为响应值,设计三因素三水平的Box-Behnken Design优化提取工艺。试验分析采用Design Expert 8.0.6软件进行数据分析。响应面试验因素水平见表1,响应面试验设计及结果见表2。

表1 响应面试验因素水平

表2 响应面试验设计及结果
得到诸葛菜籽得油率回归方程为:
R=47.06+1.66A+3.57B+1.21C-2.00AB-1.60AC-0.32BC-1.27A2-1.46B2-4.47C2
回归模型方差分析见表3。

表3 回归模型方差分析
注:**P<0.01 差异极显著;*P<0.05 差异显著。

2.3 验证试验
通过Design Expert 8.0.6软件求解得到超声波辅助提取诸葛菜籽油的最佳工艺参数为料液比1∶14.2、超声时间40 min、超声温度31.8℃,得油率为46.91%。为了验证试验的稳定性和可靠性,进行3次重复平行验证试验,得油率为45.36%。验证结果与预测结果基本吻合。
2.4 不同提取方法的比较
在超声波辅助提取最佳工艺条件下提取诸葛菜籽油与索氏提取法提取诸葛菜籽油进行比较。索氏提取法条件:参照GB/T 14772—2008中的要求加入石油醚,提取时间8 h,提取温度60℃。索氏提取法提取诸葛菜籽油得油率为36.99%,低于超声波辅助提取法的得油率(45.36%),其提取时间和提取温度也都高于超声波辅助提取法的。综上,超声波辅助提取法优于索氏提取法。
3 结 论
通过单因素试验和响应面试验得出超声波辅助提取诸葛菜籽油的最佳工艺参数为以石油醚(60~90℃)为提取溶剂、料液比1∶14.2、超声时间40 min、超声温度31.8℃。在最佳条件下,得油率为45.36%。超声波辅助提取法优于索氏提取法。
[1] 罗鹏,兰泽蘧,黄建,等. 珍贵油料植物诸葛菜的研究[J]. 自然资源学报, 1991(3): 206- 210.
[2] 胡欢,王倩,刘建全. 重要资源植物诸葛菜属的研究进展[J]. 植物科学学报, 2014(2): 189- 198.
[3] 马密霞,梅燕. 诸葛菜的研究现状与开发应用前景[J]. 安徽农业科学, 2012(9): 5109-5111,5113.
[4] SAMARAM S, MIRHOSSEINI H, TAN C P, et al. Optimisation of ultrasound-assisted extraction of oil from papaya seed by response surface methodology: oil recovery, radical scavenging antioxidant activity, and oxidation stability[J]. Food Chem, 2015, 172(4):7-17.
[5] AKINOSO R, AREMU A K, BALOGUN I S. Some physical properties of kola nuts—a response surface approach[J]. Intagrophys, 2014, 28(2): 251- 255.
[6] 李硕,唐克华. 冻绿种子油脂提取及脂肪酸组成分析[J]. 中国油脂,2015,40(7):79-82.
[7] 刘柏华,殷钟意,郑旭煦. 超声波辅助提取牡丹籽粕中油脂的工艺研究[J]. 食品研究与开发,2016(8):40-44.
[8] 王欣, 张建新. 丰年虫油的超声波辅助提取工艺[J]. 食品科学, 2012(8): 121-125.
[9] 李秀霞,孙协军,韩鲁佳. 超声波辅助提取杜氏盐藻油脂工艺研究[J]. 中国粮油学报, 2011(10): 75-78.
[10] 胡滨,吕苏,陈一资,等. 超声波辅助提取黄粉虫油的工艺优化及脂肪酸组成分析[J]. 中国油脂, 2016,41(1): 11-16.
[11] 王文琼,包怡红,蔡秋红,等. 超声波辅助法提取山核桃油的研究[J]. 中国粮油学报, 2012(12): 47- 53.
[12] 常陆林,豆康宁. 响应面优化超声波辅助提取葫芦巴籽油脂工艺研究[J]. 粮食与油脂, 2016(5): 54-57.
[13] 张志昆, 于泽源, 徐雅琴, 等. 响应面法优化超声波提取黑穗醋栗叶片黄铜[J]. 食品工业科技, 2012, 33(4):306-307.
Ultrasound-assistedextractionofOrychophragmusviolaceusseedoil
ZHOU Min1,2,ZHOU Wenmei1,2,WU Yanyou3,SUN Yali1,2,YANG Juan2
(1. The Provincial Key Laboratory of Fermentation Engineering and Bio-pharmaceutical,Guizhou University,Guiyang 550025, China; 2. School of Liquor and Food Engineering, Guizhou University, Guiyang 550025,China; 3.The Institute of Geochemistry in China, Guiyang 550025, China)
Orychophragmusviolaceusseeds were used to extract oil by ultrasound-assisted extraction method. The effects of extraction solvent, ratio of material to liquid, ultrasonic temperature and ultrasonic time on the oil yield ofOrychophragmusviolaceusseeds were studied by single factor experiment and the extraction process was optimized by response surface methodology. The results showed that under the conditions of using petroleum ether(60-90℃) as extraction solvent, ratio of material to liquid 1∶14.2, ultrasonic time 40 min and ultrasonic temperature 31.8℃, the oil yield ofOrychophragmusviolaceusseeds was the highest, reaching 45.36%. Ultrasound-assisted extraction method was better than Solhet extraction method.
Orychophragmusviolaceusseed oil;ultrasound-assisted extraction;response surface methodology
2017-03-28
贵州大学研究生创新基金(研理工2017019)
周 敏(1992),女,在读硕士,研究方向为食品科学(E-mail)1063537372@qq.com。
周文美,教授(E-mail)zwm45@126.com。
TS224.4;TQ644
:A
1003-7969(2017)08-0010-04
油脂加工
猜你喜欢
Journal of Donghua University(English Edition)(2022年3期)2022-08-08 06:10:46
小读者(2021年4期)2021-06-11 05:42:26
应用化工(2021年2期)2021-03-12 10:10:42
中国油脂(2019年8期)2019-08-22 10:25:50
小哥白尼(军事科学)(2019年3期)2019-06-26 00:49:54
中国油脂(2019年3期)2019-04-29 01:28:42
中国油脂(2019年3期)2019-04-29 01:28:34
中国粮油学报(2018年12期)2018-03-19 05:40:58
油气田地面工程(2014年3期)2014-03-20 08:19:20
营销界·食品营销(2013年11期)2013-12-05 02:48:38