G10指令在生产中的应用
2017-09-17 09:21:28朱志勇陈建松
数码设计 2017年10期
朱志勇 骆 号 陈建松
G10指令在生产中的应用
朱志勇 骆 号 陈建松
(东南大学 工业发展与培训中心 江苏 南京 211189)
实际生产中,长度短但结构复杂,精度要求高的零件越来越常见,常规的固定循环指令无法实现实时刀具补偿,因此加工效率低、精度低。本文基于FANUC-0i-MTC系统,使用用可编程数据输入指令G10编制宏程序,实现刀具补偿控制及工件坐标系偏移,实现复杂工件的连续加工。程序简单,安全可靠,加工效率高。
G10;宏程序;刀尖半径补偿;坐标系偏移;连续加工
引言
随着机械加工的方式不断发展与进步,产品零件外形也越来越复杂,加工精度和工艺要求也在不断提高。数控加工过程中,经常需要加工一些长度较短的零件,亦或加工轮廓复杂的端面凹槽,使用轮廓平行粗加工G73指令和精加工G70指令完成粗、精加工编制程序效率低,且无法使用刀尖半径补偿,处理不当极易出现加工过切,同时单件加工,效率比较低[1]。为解决这一问题,提出采用宏程序与G10指令相结合的方法,不仅可以极大简化程序,解决刀尖半径补偿问题,提升加工品质,还可以一车多件,提高生产效率效率[2]。
1 G10指令
1.1 G10指令格式
G10指令是刀具几何、磨耗补偿量可编程输入指令[3],G10指令格式为:
G10 P_ X(u)_ Z(w)_ R(C)_ Q_;
P:偏置号,1-64为刀具磨损偏置指令,10000+(1-64)为刀具几何偏置值;
X(u):X轴绝对(相对)偏置值;
Z(w):Z轴绝对(相对)偏置值;
R(C):刀尖半径绝对(相对)偏置值;
Q:假想刀尖号(刀位号);
1.2 G10实现连续加工
工件坐标系是通过对刀偏移机床标坐标系来建立的,偏移的数值称为刀具几何形状偏置值,当改变了此补偿偏值的数值时,工件坐标也就发生了平移。因此,在数控车床上加工较小的工件,可以使用G10指令改变刀具几何形状偏置值,就可以实现坐标系的偏移,一车多件,实现连续加工。
如图1所示,为了实现坐标系从O1、O2至O3的顺序转变,进而实现连续3次加工,可以采用如下程序:
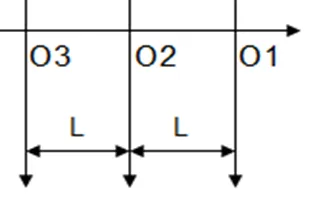
图1 坐标系偏移
程序:
……;
#150=0;/设置偏移初值;
N1 G10 P10000Z[#150];/设置Z向偏置;
……;/加工程序;
G10P10000;/取消偏置;
#150=#150+L;/偏置值增加L;
IF[#150 LE 2*L] GOTO1;/判断是否结束;
……
1.3 G10刀具补偿控制
数控系统提供了诸如G90、G71、G72、G73等固定循环,虽大大降低编程难度,但固定循环中刀尖半径补偿无效,在精度要求高的零件加工中应用受限。如图2所示,使用端面球刀进行粗、精加工,余量如虚线所示,可以使用G10指令对刀具长度及刀尖进行补偿控制,配合使用宏程序,可以实现复杂零件的精确加工。
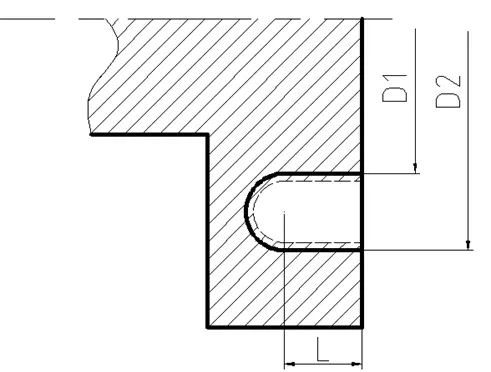
图2 端面凹圆弧槽
思路:控制G10指令中Z值,实现循环加工的目的,控制G10指令中的R值,实现粗、精加工;
程序:
#1=[R+L-1];
N1 G10P4Z[#1] R0.2 Q7;/粗加工循环
T0404;
IF [#1GT0] GOTO2 ;
G10P4Z0R0;
T0404;/精加工
N2……;
……;
#1=#1-1;
IF [#1GE0] GOTO1;
…….
1.4 G10使用注意事项
由于G10指令是一个赋值命令,一次循环结束后会造成坐标偏移,从而造成下次加工出错,因此每次循环结束后必须使用G10 P10000取消偏置,使当前坐标系与初始工件坐标系原点重合。
2 G10生产加工中的应用实例
2.1 问题的提出
加工如图3所示工件,要求能够一次装夹完成多件工件的加工。

图3 加工件
2.2 加工工艺编制
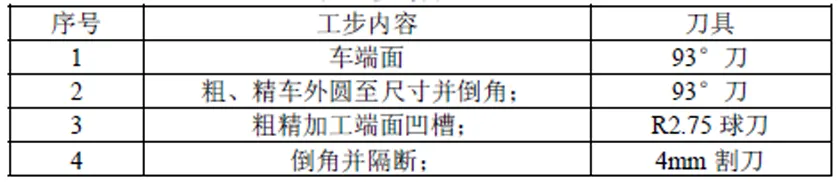
通过分析图纸可知,一次装夹完成3件工件加工不会产生切削震动。参考工艺如表1所示。
表1 参考加工工艺
2.3 加工程序编制
根据参考加工工艺,程序编制如下:
O7777;
M03;
S500;
G99G21G40;
M08;
#150=0;
N1G10P10000Z[#150];/工件坐标平移
T0101;
G00X52Z0;
G01X0F0.15;/光端面
G00X50Z2;
G90X48.3Z-22F0.2;/粗切外径
G00X42;
G01X48Z-1F0.06;/精切外径
Z-22;
G00X100Z100;
#2=7;
N2 G10P4Z[#2]R0.2Q7;/轴向0.2径向0.4
#3=0.15;/粗加工进给量
T0404;
IF [#2GT0] GOTO3 ;
G10P4Z0R0;
#3=0.06;/精加工进给量
T0404;
N3G01X30Z6F3;/刀具定位点
G41G01X44;/圆弧左补偿G41开始
Z0F[#3];
X42Z-1;
Z-5;
G03X30Z-5R3;
G01Z-3;
G02X18Z-3R3;
G03X0Z-12R9;
G40G01Z6F3;
#2=#2-1;
IF[#2GE0]GOTO2 循环跳转
G01Z100F3;
X200;
T0202;
G01X51Z-18.3F3;
X10F0.05;
X49F3;
Z-16.5;
X46Z-18F0.05;
X0
G00X100;
Z100;
G10P10000;
#150=#150+22.3
IF [#150LE44.6] GOTO1
G10P10000;
M09
M05;
M30;
2.4 加工程序验证
将上述程序录入CNC后,利用图形仿真功能进行验证,验证后的刀具轨迹如图4所示。

图4 仿真验证
从图4可知,仿真轨迹与预期一致。
3 机床加工验证
实际加工中,使用FANUC-0I-Mate-TC系统的数控车床,采用三爪卡盘校夹∅50毛坯棒料,伸出长度为70mm,按程序要求在1号到位安装93°外圆刀,2号到位安装4mm割刀,4号到位安装R2.75球刀。完成对刀后一次循环可以加工三个工件。加工过程及最终工件如图5、图6、图7所示。

图5 端面圆弧加工
图6 切断

图7 最终工件
4 总结
对于精度要求高且长度较短的工件,采用传统加工方法有一定的难度,巧妙应用G10指令,程序简单,适应性强,在刚度允许的条件下可以实现一车多件,从而提高了生产效率,降低了劳动强度。
[1]卢孔宝, 顾其俊. 基于G10指令优化数控车削深凹形轴类零件的编程[J]. 机床与液压, 2016, 44(22): 42-44
[2]冯澍, 林萍. 巧用宏程序和调用子程序与G10在数车加工中实现一车多件[J]. 机床与液压, 2011, 39(14): 137-138
[3]孙德茂. 数控机床车削加工直接编程技术[M]. 北京:机械工业出版社, 2005. 136-137
Parts with characteristics of short length, complex structure and high accuracy are more and more common in actual production, conventional fixed cycle can’t realize real-time tool compensation, so the efficiency and accuracy are low. Macro program with programmable data input G-code G10 can control the tool compensation and offset of workpiece coordinate system(WCS) based on FANUC-0i-MTC, realize continuous process of complex workpiece. The program is succinct, safe, reliable and efficient.
G10; Macro program; tool compensation; offset of WCS; continuous process
10.19551/j.cnki.issn1672-9129.2017.10.039
TQ171.6
A
1672-9129(2017)10-0033-02
朱志勇,男,1960年生,江苏南京人,技师,在东南大学工业发展与培训中心从事数控车床教学实践工作。单位:东南大学工业发展与培训中心
猜你喜欢
红蜻蜓·低年级(2023年2期)2023-05-30 10:48:04
汽车实用技术(2022年15期)2022-08-19 02:48:32
中国信息化(2022年5期)2022-06-13 11:12:49
小哥白尼(野生动物)(2021年5期)2021-08-30 06:16:56
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年9期)2017-11-27 02:14:14
解放军健康(2017年5期)2017-08-01 06:27:44
北京航空航天大学学报(2016年6期)2016-11-16 01:50:49
小猕猴学习画刊·下半月(2016年3期)2016-05-30 18:23:19
卫生职业教育(2014年16期)2014-05-16 03:47:22