空分装置热虹吸蒸发器爆炸后的检修与改造
2017-09-12 03:23孟松涛苏建龙魏明明汤雁婷
低温与特气 2017年4期
孟松涛,孙 宇,苏建龙,魏明明,汤雁婷
空分装置热虹吸蒸发器爆炸后的检修与改造
孟松涛1, 2,孙 宇2,苏建龙2,魏明明2,汤雁婷1*
(1.河南大学 化学化工学院,河南 开封 475004;2.开封空分集团 设计研究院,河南 开封 475004)
介绍热虹吸蒸发器爆炸引起的冷箱扒砂事故,分析事故发生的原因,并对热虹吸蒸发器的取舍加以分析。提出技术解决方案,解决了空分装置负荷无法提升的问题。
冷箱;扒砂;热虹吸蒸发器;偏流
0 引 言
山西某化工厂一期空分是一套6000 Nm3/h空分装置,采用氮水预冷、分子筛纯化、双塔流程、空气增压膨胀进上塔、外压缩空分装置,不生产氩。该装置于2007年开始筹建,2009年开车调试成功。从2014年开始出现氧气产量不断下降,主换热器阻力增大,主冷液面维持不住等现象。中间停车加温反吹过两次,再开车效果也没有明显改观。
2017年5月某日早上,冷箱内爆炸、喷砂。从外观上看,在爆炸冲击下,冷箱二、三层平台高度附近箱板及楼梯平台出现较严重变形。发生事故后,现场紧急停车、排液、加温,待复热后扒砂查看。发现冷箱内设置的热虹吸蒸发器爆炸,液氧进口侧换热器封头已经完全炸开,在爆炸冲击下附近的膨胀空气、返流氮气等管道都出现不同程度的断裂和变形,附近钢结构焊接或者螺栓连接部分脱裂。
1 事故分析
经调查,事故发生前近一个月时间没有生产液氧,也没有向液氧喷射蒸发器排液氧。主冷为全浸式单层结构,现场两台膨胀机同时运行,总膨胀空气量为9000 Nm3/h(设计值5800 Nm3/h)情况下,实际操作液位高度为2200 mmH2O [设计值2600 mmH2O(注:1 mmH2O=9.81Pa)]。运行负荷远低于设计工况以及后续甲醇装置正常需氧量。在这种操作条件下主冷液位仍然难以维持。迫于后续生产任务,铤而走险长时间不排液导致事故发生。
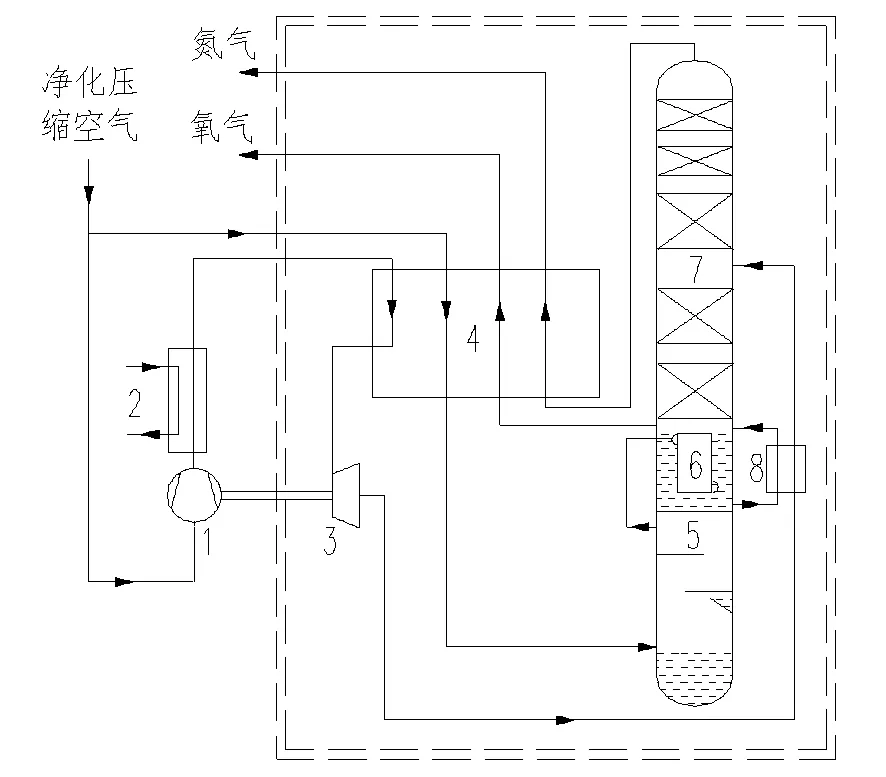
1.膨胀机增压端;2.水冷却器;3.膨胀机膨胀端;4.主换热器;5.下塔;6.冷凝蒸发器;7.上塔;8.热虹吸蒸发器图1 装置冷箱内流程简图Fig.1 Process configuration in the cold-box

表1 检测点操作压力Table 1 Operating pressure of inspect point
经过进一步的审查事故前的运行参数,对比设计参数进行深入分析。造成冷量不够的直接原因有两处:一是膨胀比太小,比值仅为4.03,具体操作压力参数见表1。另一个原因是主换热器偏流严重,导致热端温差太大,冷损太大。本套装置主换热器为氧气、氮气、污氮气分开的板式换热器,实际操作参数见表2。造成空分装置负荷提不上去的原因除了制冷量难以维持以及返流气量受温度限制外,主冷的温差长期运行在极限值。主冷板式实际操作浸没高度1.4 m,考虑液氧柱静压后,主冷的实际平均温差仅为0.4 K,见表3。整套空分装置的心脏动力不足,自然产量无法提升。
无论是制冷量不足还是产量下降严重,归根结底在于正流空气及膨胀空气阻力太大。在操作负荷减少约三分之一的情况下,正流空气从分子筛吸附器后到进下塔的阻力达到61 kPa,膨胀空气从增压端出口到膨胀端进口阻力也有46 kPa,见表1,严重影响了空分装置的正常运行,也是事故发生的根本原因。阻力集中在主换热器正流通道和增压机后冷却器(本套装置采用了板翅式换热器作为增压空气冷却器),这也是本次检修需要解决的问题之一。分子筛运行8年没有完全更换,导致分子筛粉化是造成主换热器阻力增大的重要原因。
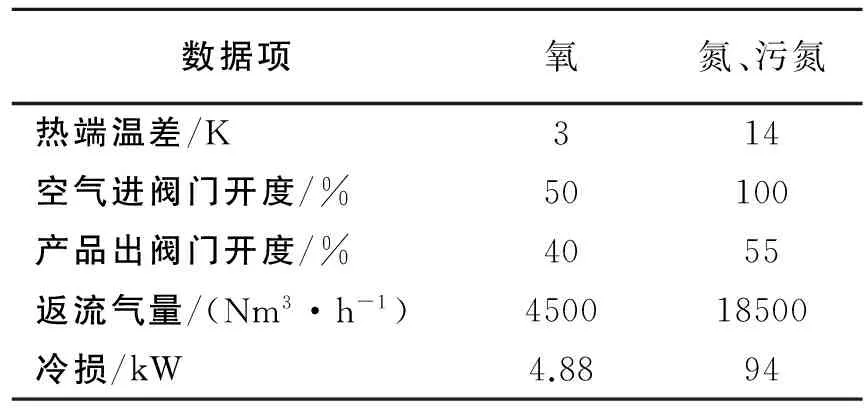
表2 主换热器操作数据Table 2 Operation data of main exchanger
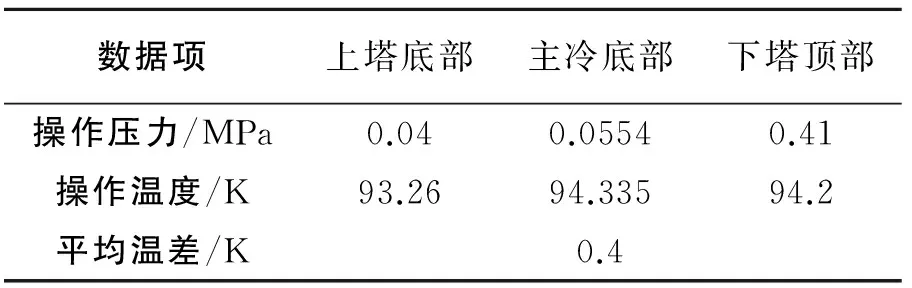
表3 主冷操作数据Table 3 Operation data of main condenser-evaporator
2 热虹吸蒸发器分析
本次事故发生爆炸的热虹吸蒸发器以膨胀后的过热空气作为热源。其目的一方面使部分液氧自循环回主冷,加强液氧流动性,提高主冷安全性;另一方面降低了膨胀空气进上塔过热度,增大上塔回流比改善精馏。但缺点也很明显:增加了膨胀空气进上塔的阻力,造成膨胀机机后压力提高,制冷量减少。针对本次事故,主冷操作液位低以及液氧循环动力不足导致碳氢化合物在热虹吸蒸发器积聚[1]。经过实际模拟,并对现有设备核算。设置热虹吸蒸发器时能使进上塔膨胀空气过热度降低8 K。如果改造后去掉热虹吸蒸发器,过热膨胀空气进上塔会使进料板(第35块)下部的精馏负荷减小,降低精馏效率,见图2。经模拟需要增加170 Nm3/h空气量能消除去掉热虹吸蒸发器对精馏的影响[2]。去掉热虹吸蒸发器同时省掉膨胀空气经过热虹吸蒸发器的阻力,使膨胀机背压降低。见图3,从改造前后空气膨胀的焓熵图看,焓降增大能够增加3 kW的制冷量。又考虑到检修周期短,重新做一台换热器严重影响后续装置生产计划,决定去掉热虹吸蒸发器。
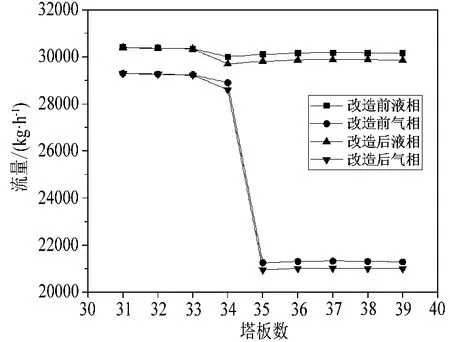
图2 上塔气液负荷Fig.2 Mass flow on the stage of the column
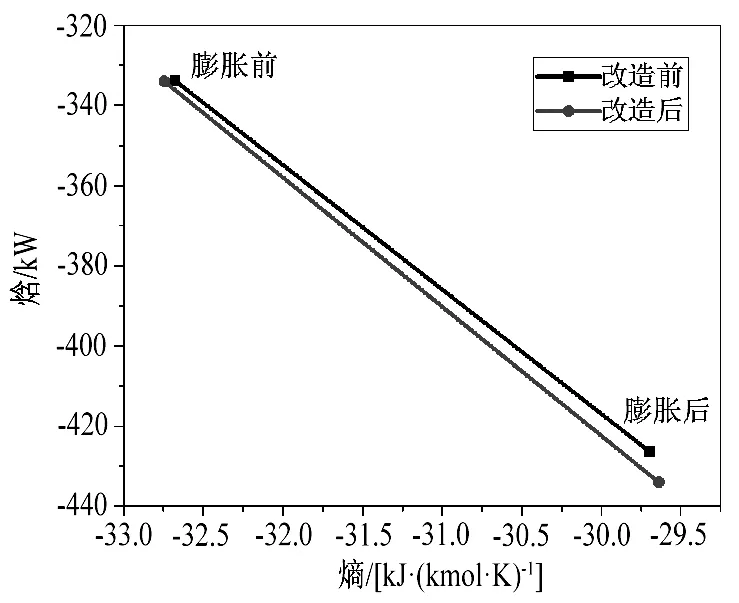
图3 膨胀前后焓熵变化Fig.3 Enthalpy & entropy of the expander air
3 检修及改造方案
根据详细的分析讨论,经多方沟通后,针对问题提出了以下检修及整改方案:
1.割开与热虹吸蒸发器相连管道及设备支架,拆掉热虹吸蒸发器。
2.更换纯化系统吸附器所有吸附剂。
3.修复受损管路,主要是膨胀空气、返流氮气及与热虹吸蒸发器相连管道等。同时检查其他管道,尤其是液体管道的变形情况,必要时增加支架。
4.钢结构修复。冷箱板出现的局部变型与破损对整个冷箱的强度影响不大,又考虑到更换箱板周期长,故本次采用局部加固的方式修复。
5.检查主冷。热虹吸蒸发器炸开的翅片碎片上有积碳现象,为了安全起见,打开主冷查看是否出现连带微爆情况,并对主冷进行串漏试验。
6.清理设备进砂。检查主冷及破损管道的进砂情况,用吸尘器伸入主冷壳侧底部清砂。
7.吹扫主换热器。割开空气和膨胀空气进、出板翅式换热器的支管,提前从膨胀机增压端出口引临时管到板翅式换热器,安装吹扫控制手动蝶阀。主要吹正流空气及膨胀空气流路。吹扫用恒变压交替进行,吹扫完毕验收,以确保无油、无杂质。
8.检修结束后冷箱内管道焊缝要求100%射线探伤,角焊缝应着色渗透检查。冷箱内安装整改工作完成后需要进行试压查漏,新增焊口和旧焊口都需要重点检查[3]。
4 结束语
热虹吸蒸发器能够起到优化精馏和降低安全风险的作用,但在一些操作条件下反而成了安全隐患,需要具体比较对空分装置运行的优缺点取舍。空分装置长期运行过程中,主换热器通道堵塞造成的一系列问题非常棘手,而现场普遍因为各种原因不能及时解决。此次改造通过正、反向吹扫,效果明显,达到了检修目的,为整个工厂正常运行提供了保障。
[1] 魏玉华.天津乙烯空分装置主冷防爆问题的探讨[J].低温与特气,2005,23(3): 34-37.
[2] Aspen Technology Inc.Aspen Plus User Guide [Z].1994
[3] 杨恒.大型空分设备冷箱检修经验总结[M].深冷技术,2016(7): 52-55.
Air Separation Plant Repair & Revamp After Thermo-siphon Evaporator Explosion
MENG Songtao1,2,SUN Yu2,SU Jianlong2,WEI Mingming2,TANG Yanting1*
(1.College of Chemistry and Chemical Engineering,Henan University,Kaifeng 475004,China;2.Design and Research Institute,Kaifeng Air Separation Group,Kaifeng 475004,China)
It introduces the perlite removal from the cold box caused by thermo-siphon evaporator explosion.The cause of the accident and the elimination of the thermo-siphon evaporator were analyzed.It also puts forward the technical solutions to solve the problem of load which cannot be raised in air separation plant (ASP).
cold box; perlite removal; thermo-siphon evaporator; bias current
2017-07-12
河南省教育厅项目(15A530006);河南大学科研基金项目(2015YBZR008)
TB657.7
A
1007-7804(2017)04-0019-03
10.3969/j.issn.1007-7804.2017.04.006
孟松涛(1986),男,工程师,硕士。研究方向:空分装置流程设计。
猜你喜欢
科技创新与应用(2022年16期)2022-06-07
导弹与航天运载技术(2022年2期)2022-05-09
导弹与航天运载技术(2022年2期)2022-05-09
低温与特气(2021年1期)2021-04-04
军民两用技术与产品(2021年10期)2021-03-16
化工管理(2020年18期)2020-01-18
船舶与海洋工程(2018年6期)2019-01-12
中国医学装备(2015年10期)2015-12-29
河南科技(2014年14期)2014-02-27
河南科技(2014年12期)2014-02-27