
风力发电塔架无清根全熔透埋弧焊焊接技术
2017-09-11 14:23夏宇龙
电焊机 2017年8期
夏宇龙,李 雯
(甘肃中水电水工机械有限公司,甘肃临夏731600)
风力发电塔架无清根全熔透埋弧焊焊接技术
夏宇龙,李 雯
(甘肃中水电水工机械有限公司,甘肃临夏731600)
介绍了一种新型的应用于风力发电塔架制造过程中的无清根全熔透焊接工艺技术,该焊接工艺方法是通过改变坡口角度、筒体成形、外侧坡口打底、内侧埋弧自动焊、外侧埋弧自动焊等工艺步骤来实现的。规避了传统的碳弧气刨清根焊接方法因焊缝重复受热而导致的构件变形和焊件晶粒尺寸变大、强度降低等缺陷,并且气刨后的焊接坡口形状很不规则,这也使得构件的焊接质量难以保证。
塔架;无清根;全熔透;埋弧自动焊
0 前言
我国地域广阔,丰富的风力资源具有良好的开发前景,发展潜力巨大。随着风电行业的飞速发展,越来越多的自然风能被用于造福人类。风电机组的重要承重部件是塔筒,塔筒起着吸收机组震动和承载发电机组的作用[1]。
风能是取之不尽、用之不竭、洁净无污染的可再生能源[2]。风力发电是可再生能源领域中除水能外技术最成熟、最具规模开发条件和商业化发展前景的发电方式之一,其蕴量巨大,全球的风能约为2.74×109MW,其中可利用的风能为2×107MW,比地球上可开发利用水能总量还要大10倍。对于风电设备制造业乃至风塔制造子行业而言,不断扩大的市场容量将是行业发展的巨大助力[3-4]。
1 实验方法
1.1 实验材料
风力发电机塔架是支撑风力发电机组、扇叶,承受风力载荷的主要设备结构件,钢板材质Q345B, 钢板厚度22~48 mm。化学成分如表1所示。

表1 Q345B的化学成分Table1 Chemical composition of Q345B %
1.2 实验方法
目前普遍采用的碳弧气刨清根焊缝存在缺陷:焊缝重复受热使构件变形和焊件的晶粒尺寸变大,而焊缝和母材的晶粒尺寸则导致焊缝强度降低,并且碳弧气刨后同样需要清理坡口表面的渗碳层,另外还存在粉尘污染、噪声较大、弧光辐射,对操作者的技能要求、责任心要求较高等;气刨后的焊接坡口形状很不规则,这也使根部焊缝的焊接质量难以保证[5-6]。
无清根焊接方法则是通过改变坡口角度、筒体成形、外侧坡口打底、内侧埋弧自动焊、外侧埋弧自动焊等工艺,确保研究的顺利进行。具体包括:
(1)开坡口。将已下料钢板四边靠筒体外侧开角度45°±2°及深4~12 mm的单向坡口。
(2)筒体成形。将已开坡口的钢板按筒体直径及错边量不大于1 mm、且焊缝间隙不大于1 mm的要求卷制或径向对接成筒体并形成筒体外侧面V型焊缝。
(3)外侧坡口打底。对已成形的筒体纵向缝隙外侧坡口采用焊条电弧焊或气体保护焊,按填充厚度3~4 mm进行打底。
(4)内侧埋弧自动焊。对已打底焊接的筒体内侧焊缝按焊层填充厚度2~4 mm和盖面余高0~2.5 mm进行埋弧自动焊接。
(5)外侧埋弧自动焊。对筒体外侧焊缝按盖面余高1~3 mm进行埋弧自动焊接。
2 实验结果及分析
2.1 实验过程
在风电塔筒的制作中,塔筒普遍高度为80 m,呈锥形圆筒状结构,因此每段筒体的板厚均不相同。为了保证实验与实际生产相符合,体现出试验数据和试验的可靠性,设置了不同板厚、不同坡口形式的焊接试板进行试验。焊接试板坡口示意如图1所示。
改变试板坡口角度和调整焊接参数,共计完成焊接试板70个,试板累计长度280 m。试验结果显示,无损检测合格率从开始的90%提升到100%。焊接参数为:试板规格14 mm×300 mm×2 000 mm,组对间隙3~4 mm,钝边厚度2~3 mm,其他参数如表2所示。
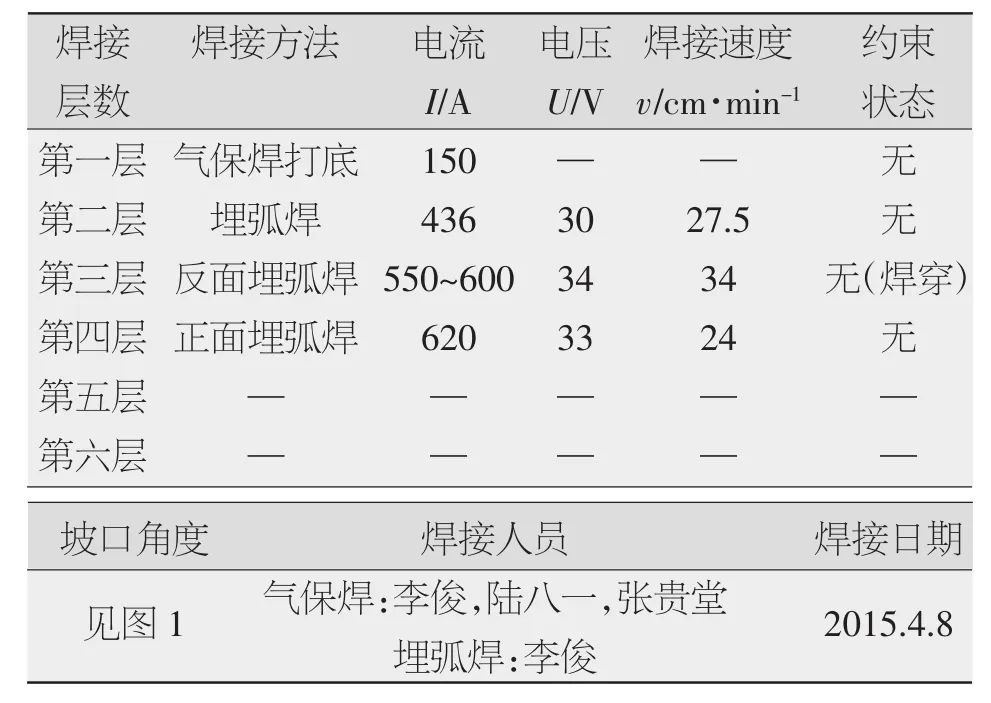
表2 试板焊后参数Table 2 Test plate after welding
2.2 实验结果分析
采用无清根全熔透焊接方法能够实现焊缝平整光滑、焊接效率高且质量稳定、无明弧刺激和噪声污染等优点。筒体焊接外观如图2所示。
无清根全熔透焊接方法实施时需提前开好坡口,这有利于控制坡口的形状和尺寸,规避了传统清根时所开坡口形状和尺寸不易控制的不足;而且通过控制圆筒形焊接钢板的坡口角度、大小以及焊缝接口缝隙、错边量等参数,不但能够避免现有技术的中薄板开双面坡口时埋弧焊易击穿焊缝的难题,而且能解决中厚板难焊透、焊材消耗大及焊接效率低的问题。
无清根全熔透焊接方法工艺简单且焊接质量稳定,采用气体保护焊打底为保障,既避免了传统电弧焊打底时因夹渣、气孔等缺陷需清根造成的噪声污染和清根时的明弧刺激,又能规避现有技术中直接埋弧焊时需要在焊缝下端设置复杂的焊缝垫片装置而造成的根部氧化和根部缺陷、难以保证接头有效的熔合即全熔透的难题。此外,采用外侧坡口气体保护焊接打底,然后内侧埋弧自动焊、外侧埋弧自动焊,有效保证了焊缝的全熔透和较高的内部质量,解决了圆筒形高质量全熔透焊接对接焊缝清根困难、焊接变形不易控制等问题。
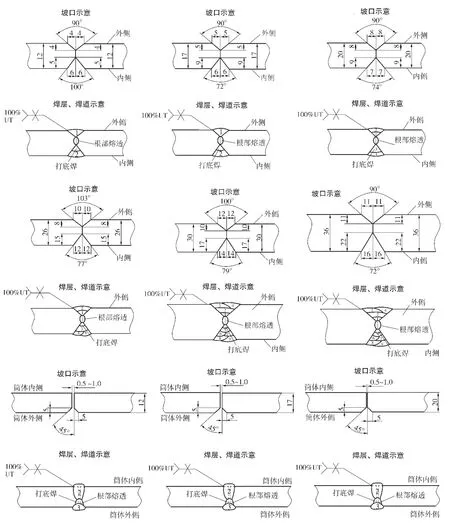
图1 焊接试板坡口示意Fig.1 Breach groove of welding test
3 结论
(1)无清根焊接技术的研究及应用表明,该技术具有焊缝平整光滑、焊接效率高
Page 134
Completely permeating and not clearing welds submerged arc welding technology for wind power generation tower
XIA Yulong,LI Wen
(Gansu Hydropower Hydraulic Machinery Co.,Ltd.,Linxia 731600,China)
This paper mainly describes a new welding process applied to the wind power tower manufacturing process,which does not need to clean the weld bead,can achieve full penetration welding.The welding process is achieved by changing the groove angle,the barrel forming,the outer side of the back cover,the inner submerged arc welding,the external submerged arc welding process steps to achieve.To avoid the traditional carbon arc gas of the root of the welding method to cause the weld to repeat the heat,resulting in deformation of parts and weldment grain size larger,lower strength and a series of defects.And the shape of the welding groove after the gas is very irregular,which makes the welding quality of the component is difficult to guarantee.
tower;no clear root;all penetration;submerged arc welding
TG457
B
1001-2303(2017)08-0127-04
10.7512/j.issn.1001-2303.2017.08.26
2017-03-30
夏宇龙(1988—),男,工程师,硕士,主要从事水工金属结构和风力发电塔架的设计及制造。E-mail:454352807@qq.com
本文参考文献引用格式:夏宇龙,李雯.风力发电塔架无清根全熔透埋弧焊焊接技术[J].电焊机,2017,47(08):127-129+134.
猜你喜欢
机电信息(2022年19期)2022-10-15
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
石油化工建设(2019年4期)2019-10-10
建材发展导向(2019年11期)2019-08-24
压力容器(2019年1期)2019-03-05
湖南工程学院学报(自然科学版)(2017年4期)2017-12-28
焊接(2017年5期)2017-10-23
焊接(2016年7期)2016-02-27
焊接(2016年1期)2016-02-27
