
耐白蚁聚乙烯燃气管道研究
2017-09-03 08:42张慰峰李统一宋科明王亭亭
中国塑料 2017年8期
张慰峰,李统一,宋科明,王亭亭,周 平
(广东联塑科技实业有限公司,广东 佛山 528318)
耐白蚁聚乙烯燃气管道研究
张慰峰,李统一,宋科明,王亭亭,周 平
(广东联塑科技实业有限公司,广东 佛山 528318)
研究了4种聚乙烯(PE)及2种聚丙烯(PP)材料管材的耐白蚁性能;探讨了带PP外保护层的耐白蚁PE燃气管共挤工艺及黏附力改性剂对外保护层PP剥离强度的影响。结果表明,PE材料的蛀蚀等级均为3级,肖氏硬度(D)达到73.5 的PP材料蛀蚀等级为1级;采用分步共挤技术制备燃气管材能更好地满足其加工和使用要求;外保护层的剥离强度随黏附力改性剂添加量的增加而增大,当其添加量在3份(质量份,下同)以上时,剥离强度达到最佳控制范围。
聚乙烯;聚丙烯;耐白蚁性能;分步共挤技术;剥离强度
0 前言
PE燃气管具有使用寿命长、耐化学腐蚀性强、施工简单可靠、气密性好、韧性好、节约能耗、管道综合成本低等优势,在燃气输送上得到了越来越多的应用[1-3],有的地区已经将PE燃气管作为城镇燃气管道的首选。但随着应用的不断推广,多地出现了PE燃气管由于受到白蚁的蛀蚀而造成管道破坏泄漏的问题,PE燃气管耐白蚁问题亟待解决[4-6]。
本文探讨了几种不同PE、PP管材的耐白蚁性能,并通过分步共挤法,以及在外保护层添加一定量黏附力改性剂制得了带PP外保护层的耐白蚁PE燃气管。
1 实验部分
1.1 主要原料
PE 80-1,密度为0.940 kg/m3,熔体流动速率为0.9 g/10 min(190 ℃,5 kg),道达尔石化有限公司;
PE 80-2,密度为0.940 kg/m3,熔体流动速率为0.3 g/10 min(190 ℃,2.16 kg),博禄化工公司;
PE 80-3,密度为0.939 kg/m3,熔体流动速率为0.2 g/10 min(190 ℃,2.16 kg),中国石化茂名石化公司;
PE 100,密度为0.959 kg/m3,熔体流动速率为0.25 g/10 min(190 ℃,5 kg),英力士集团控股有限公司;
PP-1,密度为0.910 kg/m3,熔体流动速率为0.2 g/10 min(230 ℃,2.16 kg),韩国株式会社晓星;
PP-2,密度为0.900 kg/m3,熔体流动速率为0.3 g/10 min(230 ℃,2.16 kg),博禄化工公司;
白蚁,中国台湾乳白蚁;
乙丙橡胶,熔体流动速率为12.0 g/10 min(230 ℃,2.16 kg),东莞市住友塑料有限公司。
1.2 主要设备及仪器
肖氏硬度仪,LX-D,无锡前洲测量仪器厂;
万能材料试验机,Z600Y,德国Zwick集团;
单螺杆挤出机,solEX75(PE、PP均适用),巴顿菲尔辛辛那提。
1.3 样品制备
耐白蚁燃气管材的制备:将上述4种PE材料及2种PP材料制成公称直径为110 mm,标准尺寸比为11的管材,生产PE管材的工艺条件为:口模温度为150~170 ℃;机身中部温度为160~180 ℃;机身后部温度为100~130 ℃;生产PP管材的工艺条件为: 口模温度为190~200 ℃;机身中部温度为190~210 ℃;机身后部温度为180~190 ℃;并将所得PE、PP管材裁成长为100 mm的管段试样,厚度以原管材为标准,且试样的所有边角应修平整,光滑;
带PP外保护层的耐白蚁PE燃气管的制备:挤出燃气管材的内层PE层,冷却定型后,牵引前共挤上外保护层PP层,冷却定型得到双层复合燃气管,其挤出工艺条件同上。
1.4 性能测试与结构表征
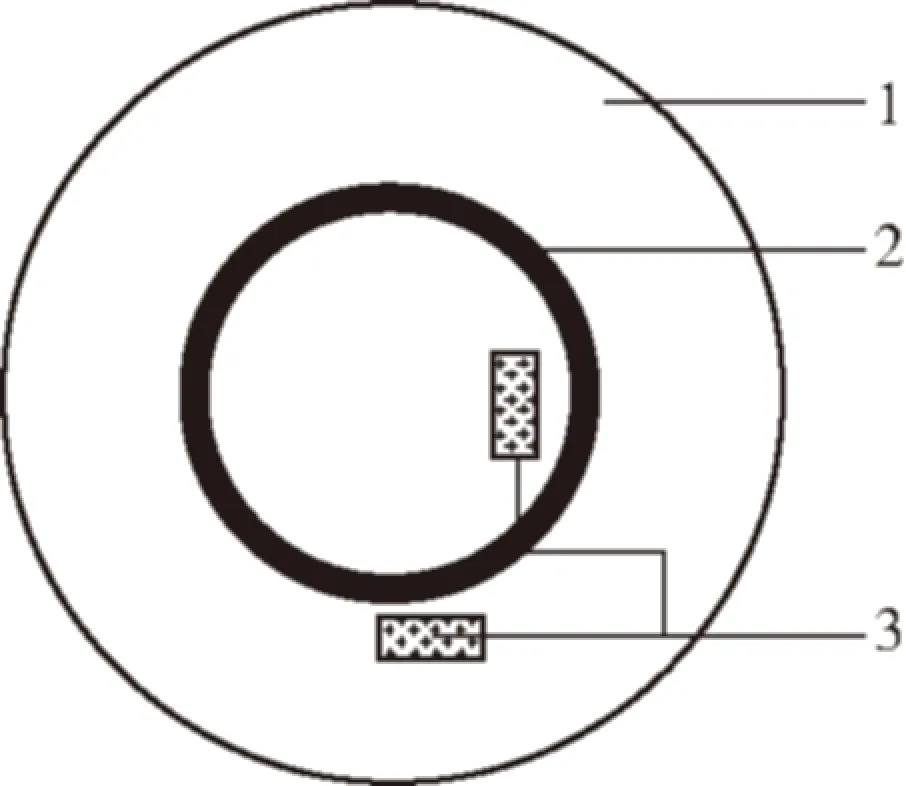
1—玻璃器皿 2—管段样品 3—松木图1 管材白蚁试验示意图Fig.1 Sketch of termite resistance tests for pipes
白蚁试验:在玻璃器皿中先铺上一层蛭石,然后放入管段样品,接着放入15 g白蚁(兵蚁数量≤10 %),最后如图1所示放入2段松木(50 mm×20 mm×50 mm);试验分2组,第1组在试验30天后移除松木;第2组在试验30天后继续添加2块同样大小的松木(试验期间保证食物充足);试验时间为3个月,为防止试验期间白蚁死亡而使得试验失败,每一组试样都同时使用3个试样分别装进3个玻璃器皿中进行试验,并另设一段做空白对比;3个月后将试样取出,看是否遭到白蚁的蛀蚀;试验装置如图1所示;
肖氏硬度(D)测试按GB/T 531.1—2008进行,测试温度为室温,弹簧试验力保持时间为15 s;
剥离强度按GB/T 18997.1—2003进行,试验机以(50±1) mm/min的速率进行剥离,读取90 °~270 °之间的剥离力,并通过式(1)计算剥离强度:

(1)
式中σ——保护层剥离强度,N/mm
F——剥离力,N
B——试样宽度,mm
2 结果与讨论
2.1 材料硬度和其耐白蚁等级的关系
白蚁的分泌物并不会和PE、PP等树脂发生化学反应,因此管材的表面硬度对管材防御白蚁的蛀蚀起到决定性的作用[6]。由表1中的数据可知,即便在食物充足的情况下,白蚁仍然会蛀蚀管材。以PE 80材料及硬度较高的PE 100材料制备的管材其白蚁蛀蚀等级均为3级(白蚁蛀蚀等级根据GB/T 2951.38—1986进行判定),可见PE材料不耐白蚁蛀蚀。PP材料的硬度较高,均高于PE 材料,肖氏硬度(D)为68.9的PP-1材料,其蛀蚀等级为2;肖氏硬度(D)为73.5的PP-2材料,其蛀蚀等级为1,且试样的表面及沿边均未见白蚁蛀蚀齿痕,可见PP材料的耐白蚁蛀蚀性能较好。
因此,埋地的PE燃气管材,若附近出现了白蚁,不管白蚁的食物情况如何,随着时间的推移,管材极有可能被白蚁蛀蚀。而PP的硬度较高,能够耐受白蚁的蛀蚀,若以PP作为PE燃气管的外保护层,可抵御白蚁对PE燃气管材的蛀蚀,提高燃气管材的使用安全性能。
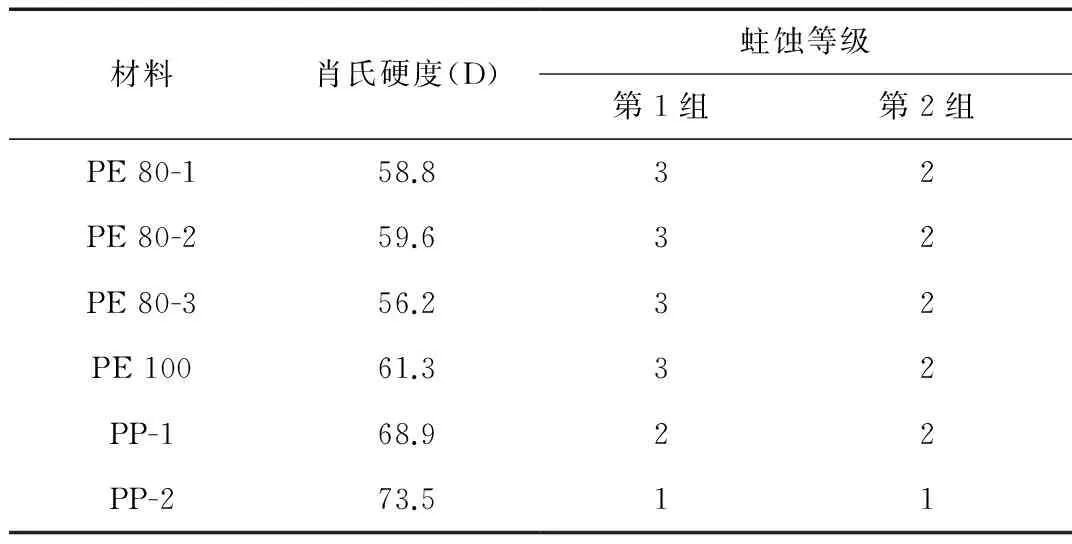
表1 材料的硬度及白蚁蛀蚀等级Tab.1 Shore hardness and damage level of the materials
2.2 共挤工艺对燃气管保护层剥离强度的影响
为PE燃气管添加PP外保护层,通常可通过共挤出技术来实现;然而,共挤工艺对保护层的剥离强度有显著影响。如表2所示,当采用内外层在一个模具中同时共挤出时,其保护层的剥离强度可达到46 N/mm,而采用分步共挤出工艺时,即先挤出内层PE管材,在冷却定型后,牵引之前共挤上外防护层PP层,其保护层剥离强度则为0.16 N/mm。带PP保护层的PE燃气管在连接时,须将外保护层剥离一定的长度,然后才能进行热熔或者电熔连接。较高的保护层剥离强度,其保护层不易剥离,影响了燃气管材的连接效率;但过低的剥离强度,复合管材可能在运输或安装过程中发生内层和保护层分离现象。因此,合适的剥离强度对双层复合管而言至关重要。实践证明,当双层复合管材在同一个模具中共挤出时,外保护层的剥离需要借助外力,而且对管材的表面影响较大,管材熔接后接头的品质下降;当采用分步共挤出时,外保护层的黏附力又太小,极易和内PE层脱离。此外,燃气管材对尺寸要求较高,双层在同一个模具中共挤时很难准确控制内层PE管的尺寸在标准范围内。因此,综合来看,制备双层复合管时采用分步共挤出工艺更合理,但仍需对外层的黏附力进行改性,以提高外保护层的剥离强度。
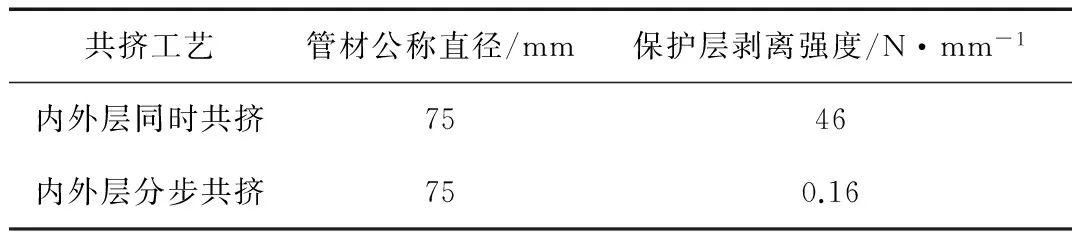
表2 共挤工艺对保护层剥离强度的影响Tab.2 Influence of co-extrusion technology on peel strength of the covering layer
2.3 黏附力改性剂对燃气管保护层剥离强度的影响
PE和PP的相容性较差,分步共挤出时,其剥离强度较低,影响了PE燃气管材的使用。黏附力改性剂可提高外保护层的黏附力,从而有效改善外保护层的剥离强度。如图2所示,保护层的剥离强度随黏附力改性剂添加量的增加而增大。这是因为黏附力改性剂乙丙橡胶中既含有大量的乙烯链段,和内层PE链段间具有较强的范德华相互作用力;同时它又有大量的丙烯链段和外保护层PP链段间同样也具有较强的相互作用,从而可有效改善PE和PP的相容性,增加界面层的相互作用,整体表现为剥离强度的上升。在实际应用过程中,可通过调节黏附力改性剂的用量得到合适的剥离强度。根据大量实践证明,在运输过程中,当剥离强度达到0.2 N/mm以上时,内、外层出现滑脱的现象大为减少;而在安装连接过程中,当剥离强度超过0.5 N/mm时,通过人力很难将内、外层进行剥离。因此耐白蚁双层复合燃气管的适宜剥离强度应控制在0.2~0.5 N/mm之间。由图2可知,黏附力改性剂添加3份以上为宜。
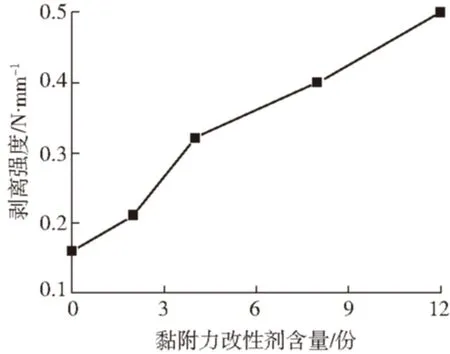
图2 黏附力改性剂对保护层剥离强度的影响Fig.2 Influence of the adhesion strength modifier on peel strength of the covering layer
3 结论
(1)肖氏硬度(D)达到73.5的PP管材其白蚁蛀蚀等级为1,适合作为PE燃气管材的外保护层;
(2)分步共挤法更适合用于PE/PP复合燃气管的制备;
(3)当黏附力改性剂添加量为3份以上时,双层复合燃气管材的剥离强度满足使用要求。
[1] 鲍光复.国内聚乙烯燃气管专用料的开发现状及市场[J].现代塑料加工应用,2011,23(5):47-50. Bao Guangfu. Domestic Situation and Market Status of Polyethylene Special Materials for Gas Pipe[J].Modern Plastics Processing and Application,2011,23(5):47-50.
[2] 张春宇,李连鹏,王 硕,等.国内外聚乙烯燃气管材专用料的发展概况[J].弹性体, 2013,23(5):67-73. Zhang Chunyu,Li Lianpeng,Wang Shuo, et al.Research and Application Status of Special Polyethylene(PE) Pipes for Gaseous at Home and Abroad[J].China Elastomerics, 2013, 23(5):67-73.
[3] 郝 爱,冯普凌,张耀亨,等.聚乙烯市场现状分析及生产技术进展[J].弹性体,2016,26(3):80-85. Hao Ai,Feng Puling,Zhang Yaoheng, et al.Present Situation Analysis and Production Technical Progress of Polyethylene[J]. China Elastomerics,2016,26(3):80-85.
[4] 金平强.白蚁对PE燃气管道的破坏及防治措施[J].煤气与热力,2013,33(12):4-5. Jin Pingqiang.Termite Damage to PE Gas Pipeline and Prevention Measures[J].Gas and Heat,2013,33(12):4-5.
[5] 龙 军.埋地燃气聚乙烯管道白蚁蚁侵危害与防治[J].煤气与热力,2012,32(7):1-3. Long Jun.Termite Damage and Prevention of Buried Gas PE Pipeline[J]. Gas and Heat,2012,32(7):1-3.
[6] 张存森.埋地聚乙烯燃气管道白蚁侵蚀研究[D].广州:华南理工大学化学与化工学院,2013.
关于举办第五届全国塑料颜色应用技术研讨会的通知
各有关单位:
为了提高塑料行业配色人员的配色水平以及更好地应用颜色,促进行业技术交流,在成功举办了前四届技术研讨会的基础上,应众多企业的要求,中国塑料加工工业协会教育与培训委员会将于2017年11月16-18日,在浙江台州举办“第五届全国塑料颜色应用技术研讨会”。从这里,将带你认识最新的颜色知识与理论,科学、优化、经济、简便的选用颜料,并使用相关技术与仪器创建颜色标准和测试及管理颜色,了解色母粒的改性技术及应用等,全面提升色彩管理人员的知识水平与应用能力,更好地对接和服务国际市场与用户,降低公司产品因色差造成的损失,提高公司产品竞争力。
一、会议信息:
时间:2017年11月16-18日(11月16日报到,17-18日培训,学员可根据自己在实际工作中遇到的难点问题,自带样品,通过和专家互动进行现场分析、探讨、测试,给予解决方案。)
地点:浙江台州罗曼国际大酒店(黄岩区劳动南路358号 - 劳动南路东侧 酒店总机:0576-84239999)
主办单位:中国塑料加工工业协会教育与培训委员会、中国塑协多功能母料专业委员会
协办单位:台州苏达山新材料有限公司、广东彩虹塑胶颜料有限公司
二、会议主要内容
(1)塑料着色及色母之生产应用:塑料着色的概述;原辅材料的选用(塑料着色剂、分散剂);关于载体塑料;分散技术(粉体三态、颜料分散理论、熔体剪切分散原理);色母的几种主要生产工艺(干法生产工艺、湿法生产工艺);母料在塑料包装领域的应用(着色功能类、加工功能类、附加功能类)。
(2)颜(染)料的分类、应用及注意要点:着色用颜(染)料要求的主要性能指标;颜(染)料的命名;颜(染)料的索引号(C.I);颜料的分类,有机、无机在高分子材料上合理应用和注意要点;染料的分类;在丙烯腈 - 丁二烯 - 苯乙烯共聚物(ABS)、聚苯乙烯、聚甲醛、聚碳酸脂、聚氮乙稀、聚酰胺中的应用和注意要点。
(3)影响着色剂选择必须考虑因素的分析和归类:颜色和色彩性能,加工成型工艺及条件,添加组分的影响(填充/增强,阻燃,功能性添加等),制成品使用条件和年限等,安全环保。
(4)色母料的性能测式及老化评价。
(5)色母粒前沿技术的应用及计算机辅助配色技术应用。
(6)塑料颜色管理流程与案例分享:汽车、家电、电子等塑料制品生产颜色品控流程SOP建立;人造革、皮革生产颜色管理流程和方法;注塑生产颜色控制方法;汽车家电、电子等生产之全自动颜色测量和控制技术。
(7)塑料色母粒制备技术及色母粒对塑料性能的影响。
三、收费标准:
会务费:8月25日前报名2200元/人;8月25日-9月25日前报名2800元/人;10月1日后及现场缴费3500元/人(含餐费、资料费、专家费、场地费等)。
住宿自理:(298元/间/天/无电脑,328元/间/天/有电脑)。
会议期间企业产品展示:展台2000元/个(1个展桌,2把椅子)。
会刊广告:封面5000元,封底4000元,封二3000,彩插2000元。
会议论文:为便于大会交流和研讨,现征集与会议主题有关的论文和交流材料,主办单位将择优编入论文集,并推荐部分优秀论文和典型案例在会上交流。
四、联系方式
电话:13681261335(刘芳) 13439606287(褚金荣) 18600423869(高昕)
传真:010-59732239
E-mail:gaoxinhorse@126.com或sczyliufang@126.com
Study on Termite-resistant Polyethylene Gas Pipes
ZHANG Weifeng, LI Tongyi, SONG Keming,WANG Tingting, ZHOU Ping
(Guangdong Lesso Technology Industrial Co, Ltd, Foshan 528318, China)
In this work, termite-resistant gas pipes were manufactured by using four types of polyethylene (PE) and two types of polypropylene (PP) and their resistance to termite damage was investigated intensively. Effects of coextrusion technology and adhesion modifiers on peel strength of PP protection layer were also evaluated. The results indicated that damage level of the pipes by termites reached 3 when being prepared by using PE, but it could reach 1 by using PP protection layer with a shore hardness of 73.5. The step-by-step coextrusion technology was considered as an optimum choice for the preparation of termite-resistant gas pipes. The peel strength of the protection layer increased with an increase of the content of the adhesion modifier, and it reached an optimum value when more than 3 phr of adhesion modifier was added into the protection layer.
polyethylene; polypropylene; termite resistance; step-by-step coextrusion technology; peel strength
2017-03-01
TQ325.1
B
1001-9278(2017)08-0052-04
10.19491/j.issn.1001-9278.2017.08.009
联系人,420825771@qq.com
猜你喜欢
合成材料老化与应用(2022年5期)2022-10-25
石油沥青(2022年4期)2022-09-03
合成材料老化与应用(2022年4期)2022-08-25
沈阳理工大学学报(2022年1期)2022-06-09
印制电路信息(2021年10期)2021-12-08
石油沥青(2021年4期)2021-10-14
上海建材(2020年4期)2020-12-15
山东交通科技(2020年1期)2020-07-24
文萃报·周二版(2018年22期)2018-09-18
中学生数理化·高一版(2018年6期)2018-07-09
