
LNG船舶用因瓦合金可焊性试验法
2017-09-03 05:44龚泓,秦骏
造船技术 2017年4期
龚 泓, 秦 骏
(中国船级社上海分社, 上海 200135)
LNG船舶用因瓦合金可焊性试验法
龚 泓, 秦 骏
(中国船级社上海分社, 上海 200135)
探讨LNG船舶用因瓦合金可焊性的试验方法。从普通的钢材可焊性试验方法入手,分析用于LNG船舶隔热保温层的因瓦合金的可焊性试验方法,采用专利方的十字焊缝测试方法,分析十字焊缝试验的结果,讨论热裂纹产生的机理,论证该方法的的原理和实际可行性。
LNG;因瓦合金;可焊性试验
0 引 言
因瓦合金是一种镍铁合金,它的热膨胀系数极低,能在很宽的温度范围内保持固定长度。它是1896年法国物理学家 GUIALME C E发现的一种合金,英文名为invar alloy,意思是体积不变。因瓦合金的特殊性质决定了其是船舶行业中制造大型LNG船舶隔热保温层必不可少的材料,可用于防止船体结构在超低温环境下冷裂。目前,用于大型LNG船舶的因瓦合金带材仍然由国外钢材公司提供。国内钢厂宝钢集团有限公司、鞍钢集团公司正在进行国产化的研制。
为进一步研究大型LNG船舶因瓦合金带材的焊接性能,本文采用专利方GTT公司的十字焊缝测试法对其进行试验,采用金相显微镜分析焊接接头的金相组织,从理论的角度分析焊缝热裂纹形成的原因以及该方法对因瓦合金的成分要求。
1 试验材料与方法
1.1 普通钢材和合金的可焊性试验方法
对于船用钢材的可焊性,以中国船级社为例,基本采用一定的焊接接头型式,分别采用小线能量(约15 kJ/cm)和大线能量(约50 kJ/cm)的焊接工艺制作一块对接试板,且要求对接试板的焊缝应垂直于钢板轧制方向。试验时要求记录所有的焊接参数(焊材牌号、焊材直径、焊接坡口形式、预热温度、道间温度、电流种类、焊接电流、焊接电压、焊接速度、焊接热输入值、焊接道次记录等)。
焊接性能试验包括:
(1) 两个全厚度横向拉伸试验。如果试样的破断力超过加载设备的能力时,可分成几个试样进行横向拉伸试验。每个试样的厚度不小于25 mm。以各试样试验结果的算术平均值作为整个接头的试验结果。试样制备时应用机械方法去除焊缝表面余高,使之与母材原始表面齐平,要求提交抗拉强度值、试样断裂位置。
(2) 焊缝正反弯曲试样各1个,试样宽度为30 mm,弯心直径为d=4a,其中a为试样厚度,弯曲角度α=180°。板厚大于20 mm时可做2个侧弯试样。
(3) 垂直于焊缝的每组3个冲击试样,冲击试样缺口分别位于:焊缝中心、熔合线、距熔合线2 mm,5 mm,20 mm处。熔合线由腐蚀方法确定。冲击试验的试验温度为钢材的交货工况温度。取样位置距钢板表面1~2 mm处。厚度大于50 mm时,还应在X型(K型)坡口焊缝根部取样,缺口位置同上。
(4) HV 5硬度分布试验:在距钢材上、下表面各1 mm处的焊缝横截面上做硬度分布试验,测点位置分别在焊缝、熔合线、两侧的热影响区及母材处。热影响区内测点间距约0.7 mm,每侧热影响区内至少3~7点。
(5) 对大线能量焊接用钢还应测定宏观(低倍)和微观组织,焊缝断面不得有裂纹、未熔合等缺陷。微观试样取样位置为板厚中心线沿焊缝、熔合线和距熔合线2 mm,5 mm,10 mm,20 mm处。
(6) 焊接试板的无损探伤。
从以上船用钢材可焊性试验项目可以看出中国船级社和船厂一般通过焊接试板的力学性能试验、宏观(低倍)、微观组织检查以及硬度检测和无损检查的结果来判断钢材和合金的焊接性能。
1.2 因瓦合金的可焊性试验方法
用于大型LNG船舶隔热保温层的因瓦合金带材,常规的材料厚度包括0.5 mm,0.7 mm,1.0 mm,1.5 mm,3 mm和8 mm。本文探讨判断其可焊性的试验方法。
是否可以沿用普通钢材的焊接性能评定方法来测量因瓦合金带材的可焊性,从钢厂的钢材生产的角度来看,传统的方法虽然能够测量焊接接头的各种力学性能,但不能反映因瓦合金的特性。从船厂的角度来看,传统的方法未考虑因瓦合金在LNG船舶上的实际用途[1]。
GTT公司根据实际LNG船舶上因瓦合金带材的焊接接头型式制定了十字焊缝测试法,通过此测试法来检测和评价钢厂生产的因瓦合金热裂纹抵抗能力,从而评价钢厂生产的因瓦合金可焊性。另外也可采用一定规格的两个带材的搭接焊缝宏观断面试验来补充评价钢厂生产的因瓦合金可焊性。
GTT公司的试验方法:第一道焊缝为在不加载力的状态下焊接完成,焊接方法可采用自动钨极氩弧焊接[2],第二道焊缝为板材受拉伸力的作用下焊接完成,第一道焊缝与第二道焊缝交界处在受到拉应力的作用下经历第二道焊接的热循环,观察裂纹产生情况来判断抗热裂性能。焊接电流:第一道焊缝和第二道焊缝均为60 A。焊接速度:100 mm/min。电弧长度:约1.5~1.6 mm(焊缝宽度大于5 mm时)。载荷:根据120 MPa应力进行加载。当试样拉力加载后进行第二道焊缝的试验。十字焊缝测试试样如图1所示。
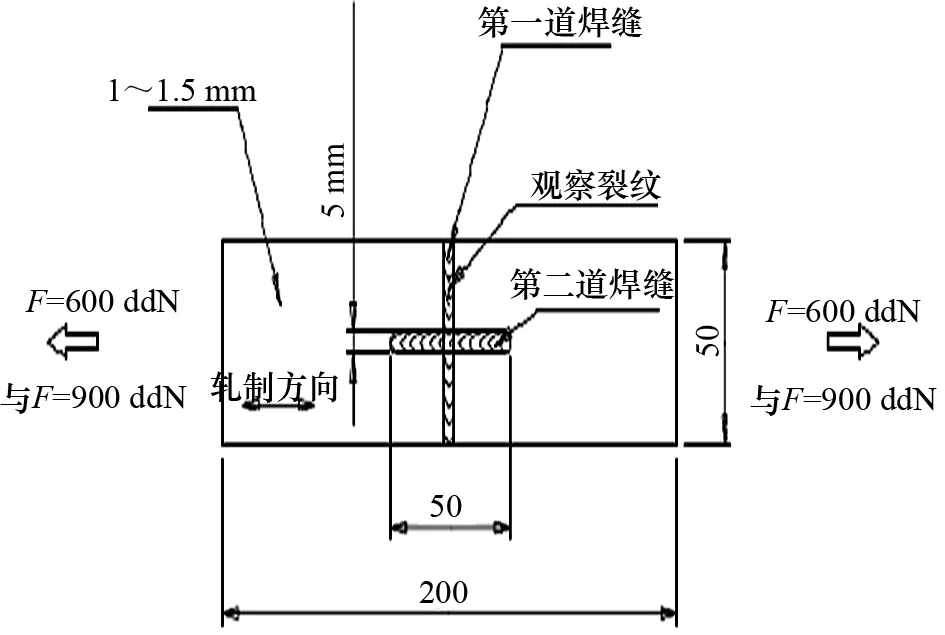
图1 十字焊缝测试试样
具体试验情况:试验板材为宝钢特钢有限公司生产的1.5 mm厚冷轧因瓦带材,第一道和第二道焊缝采用相同的焊接工艺,焊接方法为自动钨极氩弧焊接,焊接电流60 A,焊接速度100 mm/min,焊接顺序为先板材自动钨极氩弧自熔焊第一道焊缝,然后将板材剪裁成图1所示试样尺寸(为拉伸加载夹持方便,长度方向加工长度为300 mm),第二道焊缝于试样两端加载至9 000 N的载荷状态后进行。
2 试验结果与讨论
2.1 试验结果
宏观试样未观察到裂纹,进一步在试样的两道焊缝交界处取样,并将表面磨平抛光腐蚀,在显微镜下观察,可清晰地看出第一道焊缝接近第二道焊缝的位置没有裂纹的产生,如图2所示。
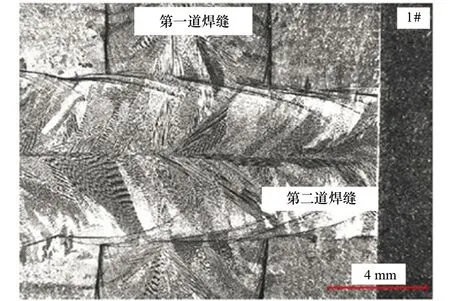
图2 焊缝交界处金相照片
2.2 试验结果讨论
从金相照片看,焊接组织致密,没有气孔以及夹杂。焊接组织主要是柱状树枝晶体,焊缝中心存在明显的焊缝中心线。
用于大型LNG船舶隔热保温层的因瓦合金化学成分[3]如表1所示。

表1 用于大型LNG船舶隔热保温层的因瓦合金化学成分(质量分数) %
因瓦合金主要是Fe和Ni元素单相奥氏体,它的二元相图的固/液线在质量分数为36%的相邻区域呈基本水平,因此成分过冷可以忽略,主要是温度过冷凝固[4]。焊接热裂纹的形成条件为同时存在液态薄膜和拉应力,十字焊缝试验人为地增加了拉应力,加大了产生焊接热裂纹的可能性[5]。
镍基合金具有较高的焊接热裂纹敏感性,通常认为控制Mn和Ti等元素可控制焊接熔池中S和P含量,Mn在焊缝金属中生成MnS,使S不能和Ni形成低熔点共晶体Ni-Ni3S,这可有效降低热裂纹敏感性[6]。有资料显示,Nb的碳化物在晶界呈块状析出,破坏焊接熔池液化膜的连续性,控制微量元素Nb等可提高焊缝的抗裂纹性[2]。
从试验的结果可以看出,钢厂对焊接性能有影响的元素的控制情况可以评价钢厂生产的因瓦合金的可焊性。
3 结 论
LNG船舶的制造是造船技术皇冠上的明珠。在船舶制造业走向限产能的今天,船厂都努力提高船舶的附加值。研究LNG船舶的制造技术,尤其是研究其核心的因瓦合金焊接技术已经是交通运输部的重点课题项目。
从十字焊缝试验的结果以及金相分析情况来看:(1)宝钢集团有限公司研制的用于大型LNG船舶隔热保温层的因瓦合金带材其焊接性能满足要求。(2)专利方GTT公司的十字焊缝试验相比通常船级社采用的钢材可焊性试验更接近LNG船舶中因瓦合金带材的使用情况。试验方法也更加严格,更能反映钢厂对因瓦合金焊接性能有影响的元素的控制情况。
[1] 周士春.NO.96型LNG船建造过程中殷瓦的焊接工艺探讨[J].船海工程,2012(2):53-54.
[2] 吴伟,陈佩寅,张学刚,等.Ni690 镍基合金焊条的研制[J]. 焊接,2011(8):37-39.
[3] 陆建生,沈黎明. Fe-36Ni因瓦合金研究进展[J]. 功能材料,2004(Z1):3424-3427.
[4] 栗卓新,王恒,TILLMANN W,等.镍基合金焊缝金属热裂纹及接头强韧性的研究进展[J]. 北京工业大学学报,2015(8):1267-1274.
[5] 倪加明,李铸国,吴毅雄.殷瓦薄板高速激光焊接的热裂纹敏感性[J].中国海洋,2011(4):76-80.
[6] 姚寿山,牛明安.冷却速度对镍基合金堆焊层焊接热裂纹的影响[J]. 材料开发与应用,1997(2):2-6.
Method of Invar Alloy’s Weldability Test for LNG Carrier
GONG Hong, QING Jun
(Shanghai Branch, China Classification Society, Shanghai 200135, China)
The method of invar alloy's weldability test is discussed. The weldability test method of invar alloy using in heat-insulation layer of LNG carrier is analyzed from the weldability test of common iron. The cross weld test results are analyzed by the patented method and the cause of hot cracking was discussed. The principle and feasibility of this method are demonstrated.
LNG; invar alloy; weldability test
龚 泓 (1973-),男,高级工程师,主要研究方向为船用金属材料
1000-3878(2017)04-0079-03
TG457;U671
B
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
中国钢铁业(2022年7期)2022-12-21
舰船科学技术(2022年20期)2022-11-28
铝加工(2022年3期)2022-11-24
中国钢铁业(2022年6期)2022-09-03
材料与冶金学报(2022年2期)2022-08-10
中国钢铁业(2022年4期)2022-07-06
成都信息工程大学学报(2021年4期)2021-11-22
粉末冶金技术(2021年3期)2021-07-28
World Journal of Diabetes(2019年7期)2019-07-23
