
浅谈某汽车后侧窗密封失效分析及解决措施
2017-09-03 10:32何封黎
汽车与驾驶维修(维修版) 2017年5期
何封黎
(上汽通用五菱汽车股份有限公司重庆分公司 401135)
浅谈某汽车后侧窗密封失效分析及解决措施
何封黎
(上汽通用五菱汽车股份有限公司重庆分公司 401135)
本文针对一种汽车后侧窗的结构、工作原理进行详细的阐述,通过对生产现场密封失效问题细致地分析,提出相关解决措施。
后侧窗;胶条;密封;失效
0 引言
后侧窗又叫碟形窗,是汽车车窗重要组成部分,对驾驶员的视野、乘客的舒适感、外形的美观以及空气动力特性等方面有较大的影响。而MPV车型普遍配备可开启式后侧窗,不但满足车内采光及司乘人员视野要求,后侧窗在开启能够有效地使车内空气流通,增加新鲜空气的进入,为车主带来健康、舒适的享受,同时要求在关闭时有良好的密封作用。本文针对汽车可开启式后侧窗的结构、工作原理进行详细的阐述,通过对五菱某车型后侧窗生产过程中出现的故障模式进行了细致地原因分析,并提出了相关解决措施。
1 可开启式后侧窗结构
开启式后侧窗结构组成如图1所示,主要由后侧窗玻璃及其附件(弹性叶片、锁扣)、密封条以及后侧围窗窗框等部分组成。
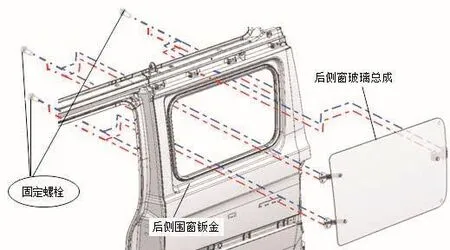
图1 开启式后侧窗结构示意图
2 开启式后侧窗装置的密封工作原理
开启式后侧窗装置密封主要靠密封条完成,共有两种密封,如图3所示。① 玻璃与胶条:后侧窗玻璃通过玻璃上的弹性叶片,窗扣与密封条泡管过盈配合达到密封效果;② 后侧窗胶条与钣金:主要由密封条本身密封翅与钣金配合达到密封效果。
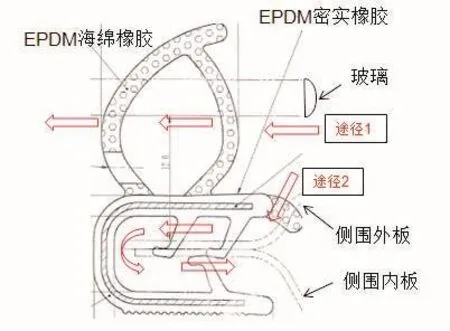
图2 开启式后侧窗密封原理示意图
3 现场生产后侧窗漏水故障分析
五菱某车型自投产后开启式后侧窗漏水3个月内的百台车故障率(简称PPH)持续升高,达到2.89,如表1。两种密封途径漏水均有发生。
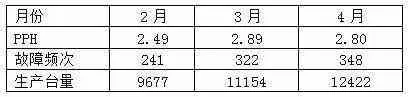
表1 后侧窗漏水数据统计
为找出该后侧窗漏水的真正原因,采用故障分析定义树图的方法(如图3所示)开展逐项调查,如表2所示:
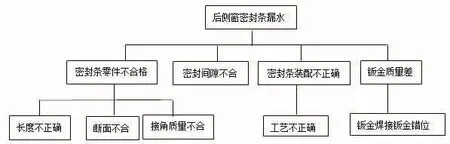
图3 后侧窗漏水分析树图
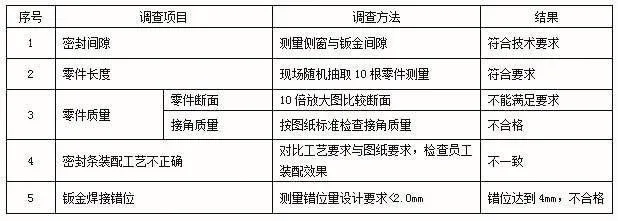
表2 后侧窗漏水原因调查分析表
3.1 装配工艺检查
蝶形窗胶条通过硫化进行工艺接角,接角部分无钢带,保持力不足。因制造工艺缺陷,约有30 mm长度胶条内侧唇边与本体融合如图4,为防水薄弱环节。工艺要求却将此处放于窗扣处如图5,与图纸要求将该处接角置于钣金排水槽处不符,减小进水量同时增大排水,避免水反灌入车辆内部。

图4 胶条接角段质量
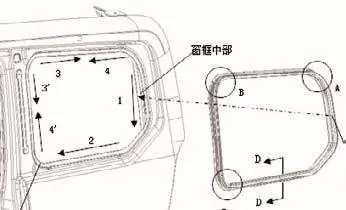
图5 胶条安装工艺
3.2 零件质量调查
(1)线旁随机抽取零件测量,长度合格,说明零件长度不是漏水的主要原因,如表3。

表3 密封零件检测结果
(2)胶条断面检查
① 胶条10倍放大图显示胶条挤出断面与实际截面相差甚远,外部泡管倒伏,胶条内部防水唇边短且倒伏,如图6。

图6 胶条投影图
② 胶条接角处外观质量差,存在接角修边不平整,且出现胶条破损情况(如图7)。

图7 胶条接角故障
3.3 密封间隙
对玻璃与后侧窗框钣金间隙值进行调查,设计:12+/-1.5 mm。随机抽取部分车辆测量密封间隙(图8),根据测量结果显示密封间隙均在设计范围内,此不是漏水原因。
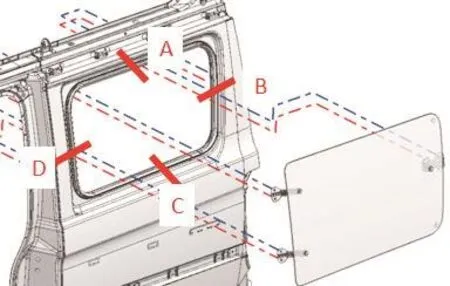
图8 密封间隙测量图
3.4 钣金焊接边质量检查
因车身定位销磨损导致钣金搭接内外板错位严重(3~4 mm),胶条无法装配到位,即胶条唇边与钣金非过盈配合,无法达到密封效果,因而漏水,如图9。
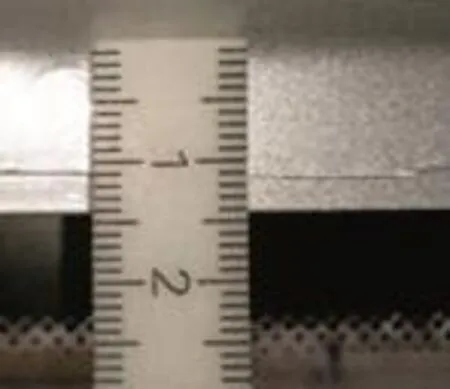
图9 钣金错边
经过上述对比分析,工艺不合理、胶条接角质量、钣金错边均是造成后侧窗密封失效的主要原因。
4 解决措施
4.1 针对上述后侧窗密封失效的根本原因,制定以下改进措施[1]
(1)工艺工程师根据设计要求更改胶条安装工艺,调整胶条接角安装位置。
(2)胶条供应商严格按照图纸要求生产胶条断面,增加过程检查频次,发现不合格断面立即调整工艺参数。
(3)车身制造工程师调整焊接工装定位销,保证钣金焊接时零件到位,消除错边。
4.2 效果分析
现场淋雨检验后侧窗漏水故障率从2.80%(PPH=2.8)降低0.15%(PPH=0.15),故障率大幅下降如图10,说明上述措施取得明显成效。
5 结束语
通过对该车型的后侧窗密封故障分析,建议在类似结构新车型的开发设计和制造过程中关注以下几个方面。
(1) 在设计阶段需重点考虑胶条外侧唇边与钣金搭接结构,同时将胶条安装要求输入到工艺。
(2) 钣金焊接定位。
(3)供应商胶条生产质量需实时监控,避免制造过程变异未及时纠正导致密封失效。
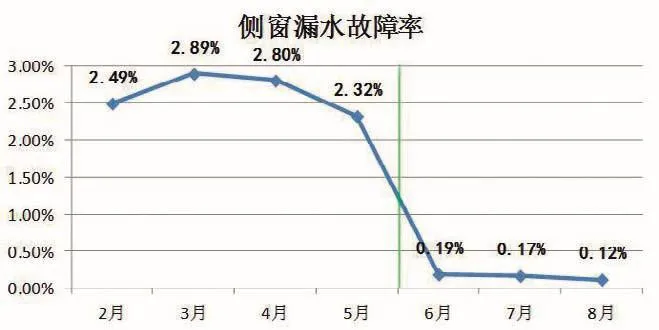
图10 侧窗漏水故障率趋势
[1]莫记燕,某车型后门框胶条和后侧窗玻璃质量改进企业科技与发展 2011年第9期.
U472
A
何封黎(1989—),男,本科,研究方向为汽车内外饰及车身附件部分质量问题的解决。
猜你喜欢
中国建筑金属结构(2021年8期)2021-09-05
中国新技术新产品(2021年10期)2021-08-26
防爆电机(2021年2期)2021-06-09
商品与质量(2021年7期)2021-04-02
大连交通大学学报(2021年1期)2021-01-11
北京汽车(2020年6期)2021-01-04
汽车实用技术(2020年11期)2020-10-21
汽车实用技术(2020年8期)2020-07-09
汽车实用技术(2020年6期)2020-05-06
汽车零部件(2019年3期)2019-04-10
