
基于动叶调节机构典型安装方式的炉膛负压优化控制研究
2017-08-22 02:56朱继峰丁俊宏
浙江电力 2017年7期
朱继峰,丁俊宏
(1.浙江浙能中煤舟山煤电有限责任公司,浙江舟山316131;2.国网浙江省电力公司电力科学研究院,杭州310014)
基于动叶调节机构典型安装方式的炉膛负压优化控制研究
朱继峰1,丁俊宏2
(1.浙江浙能中煤舟山煤电有限责任公司,浙江舟山316131;2.国网浙江省电力公司电力科学研究院,杭州310014)
从热工自动化专业角度分析浙江某电厂炉膛负压波动大的原因,主要介绍其在对动调执行机构典型安装方式的研究并予以优化,消除控制死区,改善炉膛负压自动品质,提高了机组可靠性。
热工自动化;典型安装;控制死区;负压;自动
某发电厂2×1 000 MW超超临界发电机组自2014年下半年投运以来,炉膛负压一直处于波动较大的趋势,静态偏差波动达400 Pa左右,冒正压现象严重,最大超过200 Pa,对锅炉的安全运行存在较大隐患,经常发生由于锅炉频繁冒正压造成二次风箱压力和火检信号波动的现象,锅炉燃烧不稳定,存在火检熄火跳磨和MFT(主燃料跳闸)隐患。静态运行工况见图1、图2,动态工况更加恶劣,采取相应的措施已经迫在眉睫。
1 动叶调节结构和原理研究

图1 负荷无变化情况下炉膛负压波动曲线
研究AP动叶调节机构引风机性能的调节,是通过电动执行机构驱动液压调节系统来改变叶轮叶片(动叶)的工作角度来实现的。当动叶的角度改变时,其风量、风压、功率跟着改变,也对应着一个不同的性能曲线,从而构成动调轴流风机的性能曲线型谱。独特结构(曲柄力臂短、关节轴承与铁基自润滑滑块、平衡锤结构独特、叶柄与曲柄轴系精巧)能有效克服动叶关闭力矩和调节力矩,使得控制油压最低。当油站启动后,风机外部的控制执行装置通过推拉杆来操纵阀壳作轴向前后移动,以使压力油分别进入油缸的后腔或前腔,油缸内压力使活塞随同控制阀实现方向和行程相同的位移(略滞后),把调节力矩通过导轴传递给调节盘控制执行动叶片的开大与关小。
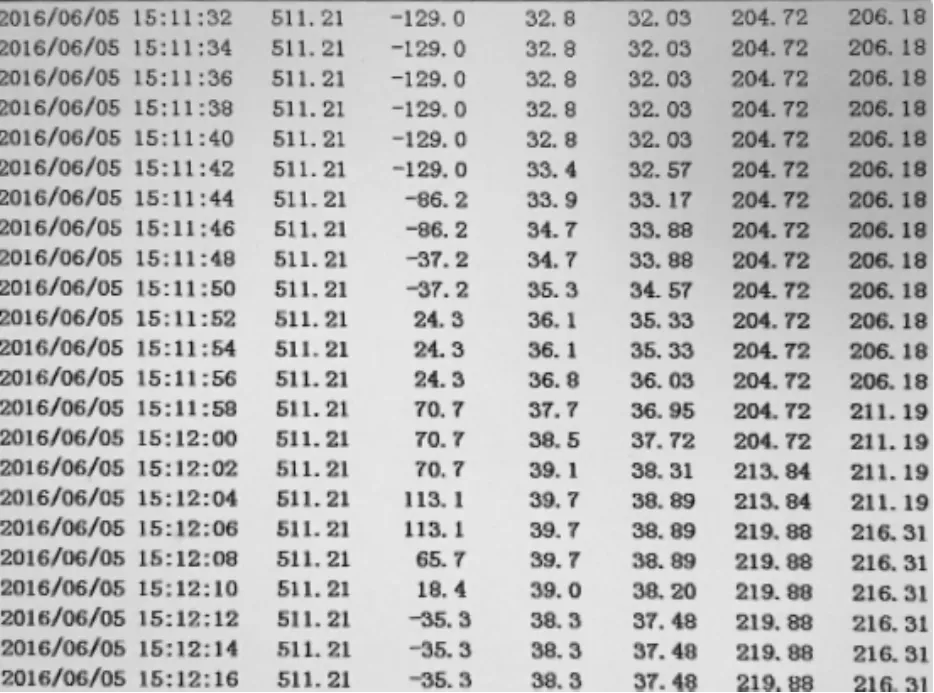
图2 负荷无变化情况下炉膛负压波动数据
2 分析影响因素及要因确认
2.1 影响因素
分析影响因素有以下可能:
(1)调节控制参数弱,指令输出变化慢,导致电流响应慢,影响炉膛负压的稳定。
(2)风烟系统存在堵塞现象,如空预器堵塞。(3)引风机动调电动执行机构存在滞后。(4)引风机动调液压伺服装置存在滞后。
2.2 要因确认
根据机组目前存在的问题,在运行工况对炉膛负压自动调节控制参数进行调整,扰动试验过程中发现炉膛负压在偏离设定值-100±25 Pa的逻辑死区后,控制指令快速向抑制偏差的方向响应,但引风机的电流响应滞后,导致炉膛负压波动大,只要引风机电流发生变化,负压能迅速恢复到设定值。执行机构动态调节的死区在5%左右,经常会发生炉膛负压上冲到较高的正压波峰后回落。尽管采用了加快炉膛负压自动的比例参数来加快执行机构响应速度,较大的动态死区滞后仍然严重影响着锅炉的安全稳定运行,说明调节参数的快慢不是炉膛负压波动的要因。
风烟系统中空预器两侧压差大,存在堵塞,会造成引风机出力和电耗增大,但与动叶调节机构的调节性能无关。
就地执行机构回路包括SIPOS电动调节机构到电机输出轴、减速齿轮箱到输出曲柄、连杆、动叶的曲柄和驱动装置、液压伺服装置多道机械传动部件。为研究当上层控制指令下达到就地执行机构回路后存在多大的死区,在1号机组小修期间,在引风机动叶片处加装百分表来测定常用运行区间30%~60%开度对应的静态死区,发现控制反向死区达到了4%,这是叠加后的总滞后。为了确定每一个机械传动环节对总滞后的分解量,在减速箱的输出曲柄处、动叶的曲柄和驱动装置、液压伺服装置处增装临时百分表进行测绘,发现减速箱到输出曲柄存在2.5%的静态偏差,立即确定此点为滞后的关键原因,脱开连杆单独对曲柄进行手动来回扳动测试,确认齿轮箱内齿间隙过大造成回差大。紧急订做新的齿轮箱,装复后进行现场单体测试,静态偏差减小到了0.5%。
为查找静态偏差大的原因,对现场的安装情况进行检查,发现连杆的安装存在倾斜,见图3,导致动调执行机构在不停地往复运动调节过程中将齿轮的间隙荡大,导致死区不断增大而将带动下一级单元的速度减慢,这样的发展趋势若持续下去,将使炉膛负压的波动更加剧烈,甚至会引起跳机。

图3 连杆调水平后执行机构与原来的安装位置的偏差
3 移位改造尝试
确认连杆倾斜是造成齿隙和死区增大的要因后,决定对执行机构的安装位置进行移位,使执行机构的曲柄、连杆、动叶的曲柄基本在同一垂直地面的平面上,见图4,在移位过程中碰到了问题,在满足执行机构全行程的开关区间范围内,减速箱输出曲柄在60%~100%时与执行机构的电机卡阻,调整到其它角度,开到全行程的70%就会出现以上3个传动环节在同一直线,造成无法驱动下一级传动单元,出现更大的死区。经与检修单位现场研究,发现将执行机构安装位置抬高后,在50%位置时连杆处于水平位,动叶和执行机构的曲柄在垂直地面的位置时,全行程能灵活开关,为Z字形布置方式。实施此方案后,静态调试偏差随着开度不同死区也有差异,在2%~4%波动,通风试验时带负荷操作执行机构,动态偏差在5%~7%,见图5,本次改造失败。

图4 Z字形布置改造
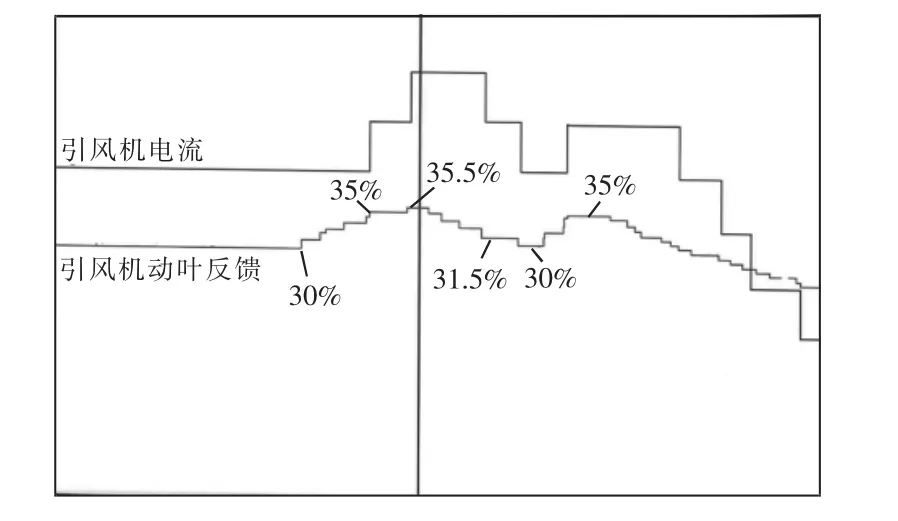
图5 通风试验动调控制死区大
4 正确的安装方案
4.1 多方调研和咨询
随着小修结束工期的临近,咨询了浙江省内内的热工专家人士和监督专职,从各发电厂传送过来的照片来看,没有上述改造的布置先例,说明以上布置形式缺乏一定的典型性。经与风机厂家就动调执行机构的安装方式进行的探讨研究,得知当执行机构的曲柄、连杆、动叶的曲柄组成平行四边形的3条边,并且执行机构的曲柄和动叶的曲柄互相平行时,动调的线性最好,死区最小,该布置方式为典型布置方式。
4.2 平行四边形布置优化
随着调研多个电厂的现状与厂家的确认,平行四边形的布置方式能在执行机构的往复运动中获得最大的推动力和拉伸力,研究最大程度地缩小传动机构部件边角变化时的死区范围,以期达到最佳调节效果。对第一次失败的Z字形改造进行了重新布置与优化,见图6,先将执行器调试完成,执行器运行到全关位置,将动调叶片人工运行到全关位置,连接动调和执行机构,动调的曲柄和执行机构的曲柄尽量调平行,连杆和曲柄夹角最大角度小于等于145°,最小角度大于等于35°,再重调末端。

图6 最终的平行四边形布置
第二次改造后,将Z字形布置带来的局部2%~4%静态偏差缩小到了1%,通风带负荷试验操作执行机构,偏差在1%~2%,第二次改造成功并且得到了启动并网前试验数据的支撑,见图7。但改造结果还将面临并网及全行程到满负荷复杂工况的考验。
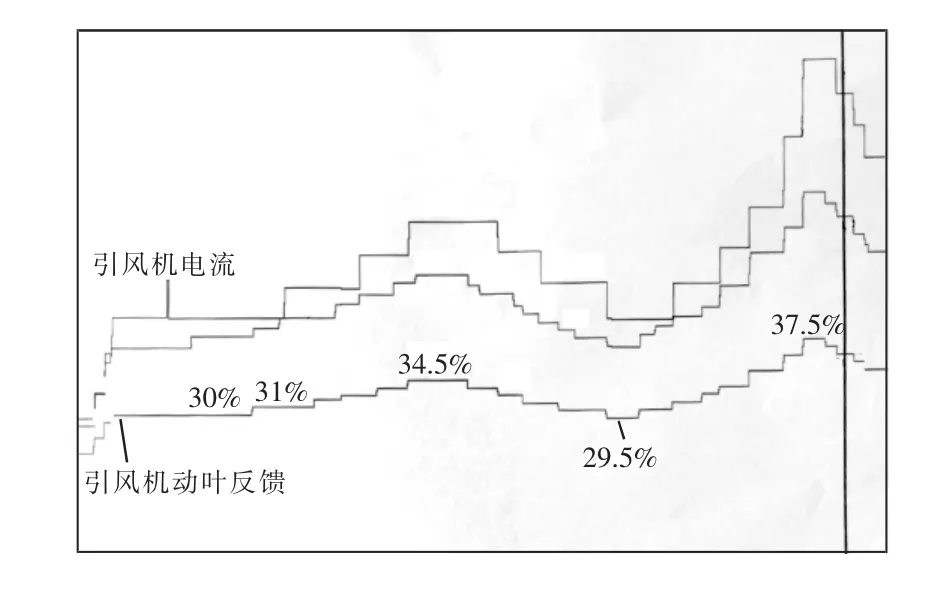
图7 改造后的通风带负荷响应曲线
4.3 启动并网后的效果
1号机组启动并网并带到满负荷的全过程中,炉膛负压运行平稳,在加负荷到1 000 MW和快速减负荷到500 MW,运行数据始终控制在-20~-180 Pa,炉膛频繁冒正压的现象消失了,由此带来的火检熄火和二次风箱压力扰动现象消除,锅炉燃烧品质大幅提升,波形见图8。据此可以确定,炉膛负压波动问题得到了根治。
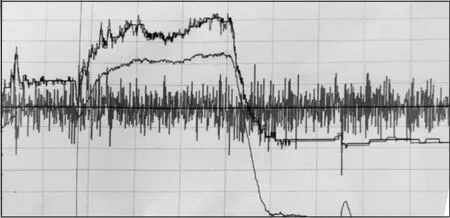
图8 连续加减负荷下的炉膛负压曲线
5 结语
通过对引风机动叶调节执行机构的改造,使炉膛负压自动品质大幅提升,可见典型布置的安装方式对机组可靠性提升具有重要作用。从近期较为流行的典型逻辑、典型操作票研究到典型热控设备的安装方式细节,热控设备安装的规范性和合理性决定了后期热控设备可靠性的程度,长周期运行的基础在于对工艺与质量的监督与把握,在于对设备与系统出现异常与波动的原因透析与对现场薄弱环节的正确决策与及时整治。
该机组炉膛负压波动大与解决整治案例,可供相同类型动叶调节执行机构用户对照与优化,具有借鉴和参考实践意义。
[1]朱北恒.火电厂热工自动化系统试验[M].北京:中国电力出版社,2006.
[2]王树青.自动化与仪表工程师手册[M].北京:化学工业出版社,2014.
[3]钱义生.1 000 MW机组风烟系统故障分析及优化[J].浙江电力,2013,33(10)∶38-40.
[4]张乐君,付永华.轴流式引风机失速原因分析及预防措施[J].浙江电力,2009,29(5)∶68-70.
[5]衡丽君,段坤杰,何长征.某电厂引风机改型方案研究[J].节能技术,2010,28(2)∶187-189.
[6]马士东.600 MW机组AN型轴流引风机故障分析及处理[J].安徽电力,2010,27(4)∶12-14.
[7]林英明,邹光球,汤舟虹,等.电站锅炉引风机常见故障分析及处理方法[J].化工装备技术,2013,34(1)∶58-60.
[8]何伟.引风机动叶故障原因分析及处理措施[J].广东电力,2015,28(8)∶81-83.
(本文编辑:徐晗)
下期要目
●基于实时运行数据挖掘的配电变压器状态评估
●新型智能巡检机器人在变电运维工作中的应用
●基于电力电子变压器的能量路由器研究
●基于量纲理论的分裂导线集成载流量综合性研究
●基于有限元仿真的导汗型安全帽研究
●汽轮机高排逆止阀改造与控制优化
●1 000 MW机组汽轮机凝汽器喉部节能优化改造实践
●特大型海水冷却塔防腐涂层性能检测及老化控制策略探讨
●一种改进型广义预测控制系统研究及工程应用
●避雷器在线监测仪水平平台的研制
Optimization and Control of Furnace Negative Pressure based on the Typical Installation of Adjustable Blade Regulating Mechanism
ZHU Jifeng1,DING Junhong2
(1.Zhejiang Zheneng Zhongmei Zhoushan Coal&Electricity Co.,Ltd.,Zhoushan Zhejiang 316131,China;2.State Grid Zhejiang Electric Power Research Institute,Hangzhou 310014,China)
This paper analyzes reasons of large furnace negative pressure fluctuation in a power plant in Zhejiang province in terms of thermal automation and introduces the research and optimization of the typical installation method of the actuator to eliminate the control dead zone,improve automatic quality of furnace negative pressure and boost reliability of the unit.
thermal automation;typical installation;control dead zone;negative pressure;automation
10.19585/j.zjdl.201707008
1007-1881(2017)07-0033-04
TK323
B
2017-03-31
朱继峰(1976),男,高级工程师,从事火力发电厂热工自动化专业管理工作。
猜你喜欢
天然气与石油(2022年4期)2022-09-21
内燃机与配件(2021年15期)2021-09-10
燃气涡轮试验与研究(2021年2期)2021-08-19
农业技术与装备(2020年1期)2020-03-04
科学与技术(2019年11期)2019-03-29
科技经济市场(2017年3期)2017-06-15
科学与财富(2017年12期)2017-05-16
科技创新与应用(2017年1期)2017-05-11
航空兵器(2016年5期)2016-12-10
中国高新技术企业(2015年23期)2015-06-24
