
一种毂类锻件复合热挤压成形工艺探讨
2017-08-11 11:01:05张向卓张铁锁陕西法士特齿轮有限责任公司
锻造与冲压 2017年15期
文/张向卓,张铁锁·陕西法士特齿轮有限责任公司
一种毂类锻件复合热挤压成形工艺探讨
文/张向卓,张铁锁·陕西法士特齿轮有限责任公司
毂类零件是汽车变速箱中常用的一种零件,这种零件壁厚薄、型腔深,开式锻造生产时材料浪费较大。本文介绍的是一种复合挤压成形的设计,并借助Deform软件模拟优化成形方案,通过实际生产获得了合格锻件。这种复合挤压成形方式可以降低生产成本,提高生产效率。
毂类零件在汽车传动系统中使用广泛,采用常规开式模锻成形时,上下端面充满难度较大,通常需增加内外圆及端面余量以提高充满性,原材料浪费大,机加工成本也随之增加,需要寻找一种新的成形方式。本文针对某毂类零件(见图1),制定复合热挤压成形方案,利用Deform软件模拟成形过程,优化成形方案,最终通过实际生产获得了品质良好的锻件。
工艺分析
此零件上半部分壁厚12.5mm,下端壁厚6.8mm,壁厚较薄,模具型腔宽度与深度比值较大。锻造过程中因薄壁部分温降快,材料变形抗力急剧增大,上下端面处充满困难。将分模面往上端面处移动,可减小上端面处模具型腔宽度与深度比值,有利于上端面充满,但下端面充满不好的问题仍然无法解决。为解决下端面充满问题,可选择直径较小的坯料,镦粗后放置在接近下端面处,以利于下端面充满,但坯料高径比超出许可值。采用常规的锻造方法,必须加大内外圆及端面余量,以减缓坯料温降,减小材料变形抗力,提高锻件充满性,并在局部增加加工余量补偿未充满的缺陷,以保证锻件加工合格率。这种成形方式材料浪费较大。

图1 零件截面图
根据此类件的形状,可考虑通过热挤压成形方式生产。所谓热挤压,是加热到再结晶温度以上的金属在强烈的三向不均匀压缩力的作用下,从热挤压模的模口中流出或流入狭小的模腔中,从而获得所需的热挤压件的一种压力加工方法。对于此件,采用热挤压成形方式比开式模锻成形的锻件重量可降低约10%,材料消耗可减少20%以上。利用热挤压,可以节约原材料,减少机加工余量和工时,降低生产成本。
与冷、温挤压一样,根据金属流动方向的不同,热挤压也可分为正挤压、反挤压以及正反复合挤压。此件上下端截面变化大,壁厚薄且高度落差大,采用挤压成形时上下两端均需要挤压成形。设计中可以在预锻正挤压成形下端,终锻反挤压成形另一端,但是这样的成形方案中为利于下端成形并且防止预锻出刺,需要将坯料放入下端型腔中定位,此时坯料高径比约为2.7,高径比过大,故不考虑此成形方案,最终考虑采用复合挤压同时成形上下端面的方案。
锻件图及模具设计
锻件图设计
结合此件零件尺寸,设计毛坯余量2.5mm,外出模角0.5°,内出模角2°,按此设计锻件毛坯图(图2)。此零件材料为42CrMo,始锻温度为1150℃,线性收缩率为1.36%,在毛坯图的基础上考虑坯料线性收缩率设计出热锻件图(图3)。
坯料计算及制坯工步设计
锻件体积计算按厚度方向的正偏差一半计算,坯料采用中频感应加热,火耗按1%计算,由于锻件形状复杂,因此在终锻成形前需设计预成形。此件的生产设计为三步成形,即镦粗、预锻、终锻。镦粗工步设计时应保证有足够的压下量以去除坯料加热时表面产生的氧化皮,并且镦粗制坯后应在预锻中定位可靠;预锻工步的设计也应考虑预锻件在终锻型腔中的定位,一般设计间隙为0.5~1.0mm,预锻的作用是合理分料并适当成形以改善终锻时金属流动状况。经过多次模拟分析,最终制定成形方案如图4所示。

图2 锻件毛坯图

图3 终锻工步热锻件图

图4 各工步型腔设计
Deform有限元模拟
对于此方案利用Deform进行模拟,结合实际情况,模拟过程的各项参数设定如表1所示。
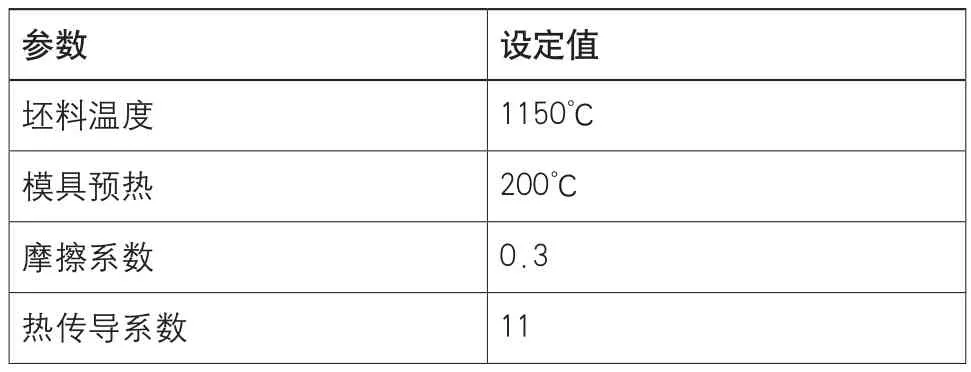
表1 模拟过程参数设定
图5为终锻工步充满型腔时的模拟结果,图中曲线为设备载荷曲线,其中X坐标为模拟过程的步数,Y坐标为设备载荷。其中1~205步为镦粗过程,206~753步为预锻,754步之后为终锻过程。模拟的成形过程中金属流动顺畅,预锻分料合理,终锻时金属无剧烈横向流动,上下端面接近同时充满,成形良好。

图5 终锻模拟
锻件试制
考虑到锻件脱模,在模具设计时凸凹模均设计了顶出装置。坯料采用中频炉加热,结合模拟情况,考虑到挤压过程中锻件局部会有温度升高情况,为防止锻件过烧,坯料加热温度设定为1150℃±30℃。
实际生产时,使用水溶性脱模剂,锻件未充满严重,调节闭合高度后未能完全解决,又做了以下调整:⑴改用石墨脱模剂,锻件充满性改善,获得锻件尺寸合格;⑵连续生产中偶有锻件抱住凸模无法顶出的情况,将凸模出模角改为5°后出模顺畅,可连续稳定生产。最终获得的锻件尺寸及精度符合设计要求,无折叠及裂纹等缺陷,锻件实物如图6所示。

图6 试制锻件
结论
通过对此锻件成形工艺设计以及实际生产,证明了这种复合热挤压成形工艺的可行性,对类似零件的设计、生产可提供一定的借鉴作用。由于此类锻件壁厚薄,温度降低快,锻件极易冷缩抱住凸模,为利于锻件脱模,建议在模具设计中凸凹模均应设计顶出机构,且凸模的出模角不小于5°,可结合具体零件适当调整;预锻设计应注意分料,保证上下端面接近同步充满。
猜你喜欢
轴承(2022年5期)2022-06-08 05:05:42
一重技术(2021年5期)2022-01-18 05:42:04
河南工学院学报(2021年3期)2021-09-27 12:08:44
文化交流(2019年3期)2019-03-18 02:00:12
中国塑料(2016年5期)2016-04-16 05:25:45
大型铸锻件(2015年1期)2016-01-12 06:33:37
大型铸锻件(2015年1期)2016-01-12 06:32:49
大型铸锻件(2015年5期)2015-12-16 11:43:22
金属加工(热加工)(2015年21期)2015-11-30 03:27:15
锻压装备与制造技术(2015年4期)2015-07-01 09:32:48
