基于静电感应给电的大面积电火花成形加工充电特性研究
2017-08-09 09:54:44王泽亮杨晓冬
电加工与模具 2017年3期
王泽亮,杨晓冬
(哈尔滨工业大学机电工程学院,黑龙江哈尔滨150001)
基于静电感应给电的大面积电火花成形加工充电特性研究
王泽亮,杨晓冬
(哈尔滨工业大学机电工程学院,黑龙江哈尔滨150001)
将静电感应给电方法应用于大面积电火花成形加工,并对极间充电特性进行了仿真及实验研究。结果表明:在极间加工面积较大的情况下,当极间距离小于某一数值后,极间开路电压随着极间距离的减小而降低;给电电容越小,极间开路电压随极间距离的变化越明显;当极间距离一定时,极间开路电压随着给电电容的增大而升高。
电火花成形加工;静电感应;大面积;充电;极间距离
在电火花成形加工中,当加工面积较大时,即使以很小的放电能量也难以得到理想的表面粗糙度。这是由于随着工具电极与工件之间相对面积的增加,所形成的极间静电容量增大,放电时该极间静电容量作为分布电容会将其存储的电荷一同释放到极间,从而导致放电能量增大[1]。混粉电火花加工法[1]和分割电极法[2]可解决上述问题,但混粉电火花加工法存在机床结构和工艺复杂、环境易污染等局限,而分割电极法存在电极结构复杂且装夹困难等不足。
同时,电火花加工技术通常采用的是RC张弛式脉冲电源、独立式晶体管脉冲电源或其组合,为突破微细电火花加工的微细化极限而提出的静电感应给电方法,其特点是能避免分布电容的不利影响[3-4]。此外,由于其在放电能量均一性、放电点分散和单脉冲放电能量决定机制等方面具有独特的放电加工特性,使其不仅适用于微细加工,还可应用于普通电火花加工[5]。
本文将静电感应给电方法应用于大面积电火花成形加工,并对其充电特性进行了理论分析和实验研究。
1 静电感应给电的电火花加工原理
如图1所示,与传统的RC张驰式脉冲电源不同,静电感应给电方法基于电容耦合原理,它采用以一定周期变化的交流电源作为输入电源,并在输入电源和工具电极之间串联一个给电电容C1,从而可利用静电感应以电容耦合的方式为加工极间供电。其中,给电电容C1和工具电极之间只有变位电流通过,没有传导电流通过,因此能避免回路中分布电容的不利影响,获得更精细的电火花加工表面质量,其等效回路见图2。

图1 静电感应给电与RC脉冲电源的对比
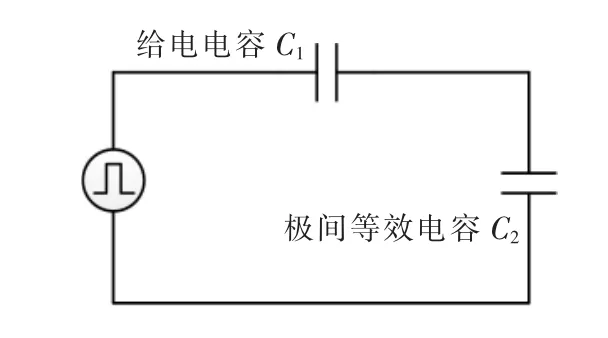
图2 静电感应给电的等效回路
图3是以方波脉冲电源为例说明其原理。在大面积电火花成形加工中,假设C1与C2之比为1∶1,在给电电容与工件二端施加一定占空比的脉冲电压U。当脉冲电源输出为U时,根据电容耦合原理,C2被充电,工具电极内产生电荷的偏置,极间被充电(图3a)。充电完成后,极间处的工具电极表面带正电,工件表面带负电,极间产生电位差;当间隙达到极间击穿条件时,则会发生放电,电子通过放电间隙转移至工具电极,进而产生一个从工具电极流向工件的放电电流(图3b)。当电源输出变为0时,C1和C2的电压达到平衡,将发生电荷的重新分布,且工具电极由于上一步的放电从工件接受电子而带负电,工件则带正电,所以极间再次被充电(图3c)。与图3b所示的放电过程类似,当满足极间击穿条件时,极间按照与之前相反的极性再次发生放电(图3d)。上述过程周而复始便形成了连续放电加工,且为二极性放电交替进行。
2 静电感应给电的大面积电火花加工充电特性的仿真研究
2.1 仿真模型
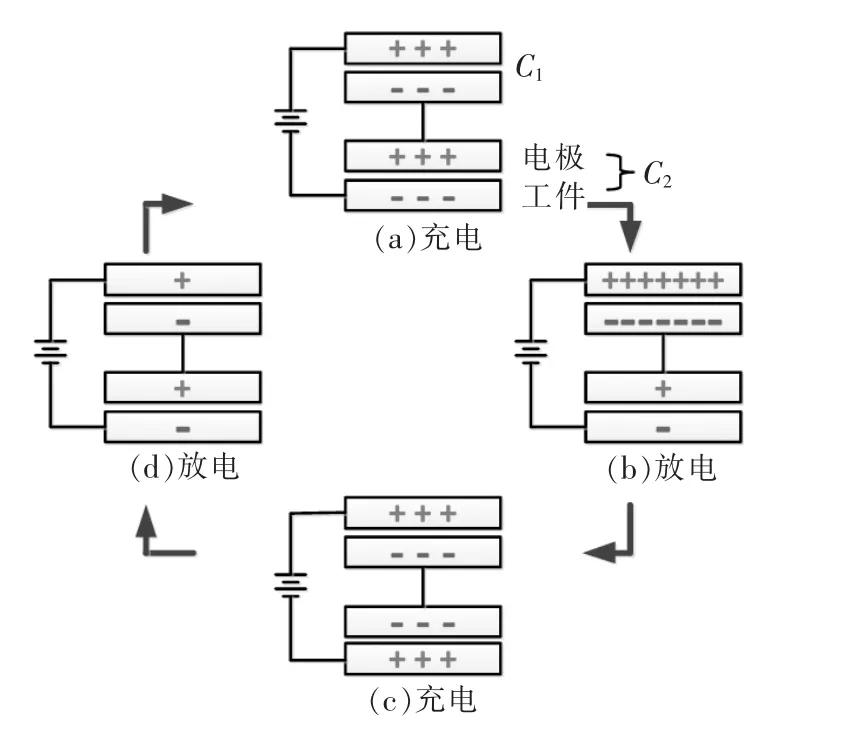
图3 静电感应给电电火花加工原理
利用场效应管的开关作用能从直流电源输出具有一定占空比的方波脉冲 (图4a所示虚线部分);通过在极间并联整流二极管可实现单极性加工,图4b所示二极管的连接方向为正极性放电回路(工件为正,电极为负)。图4中,U为直流电源电压;R为限流电阻;C1为给电电容;C2为极间等效电容;D1为整流二极管。
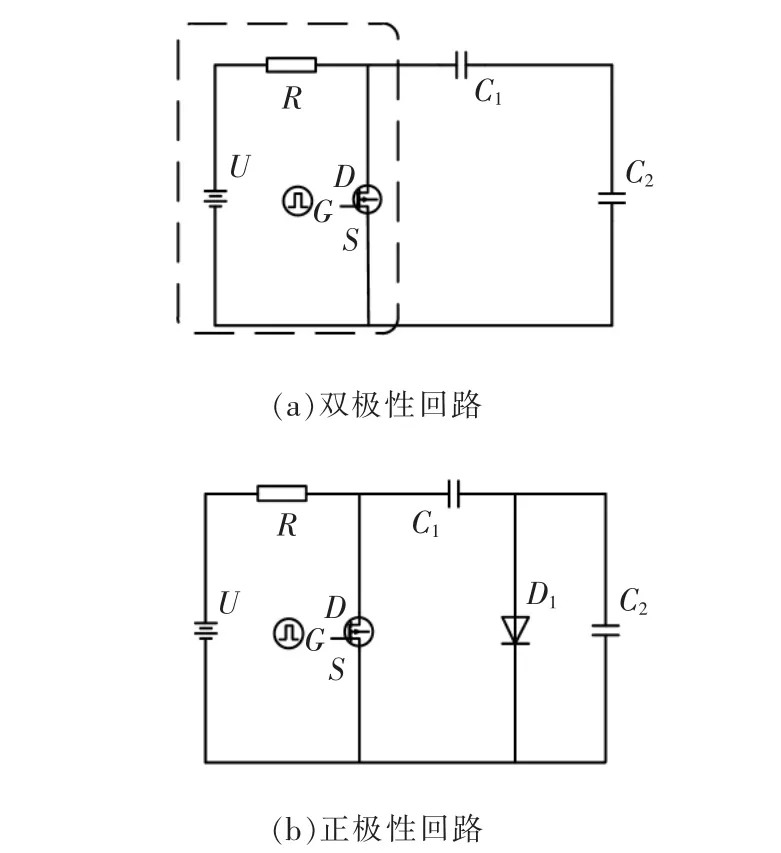
图4 静电感应给电回路
充电完成后,极间电压U2和给电电容两端电压U1的关系为分压关系(图5),可表示为:
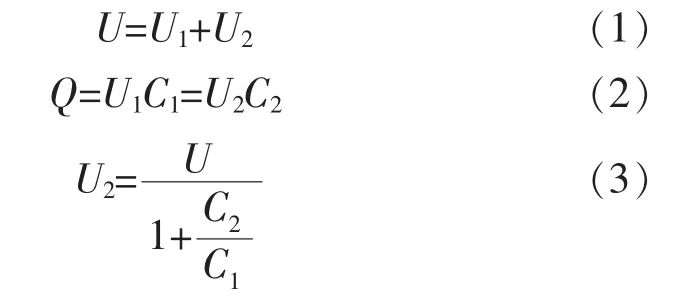
C2可根据平板电容计算公式近似得到:

式中:εr为相对介电常数,εr空气=1.00058,εr煤油=1.8;ε0为真空介电常数,8.8542×10-12F/m;S为电极与工件相对面积,m2;d为极间距离,m。
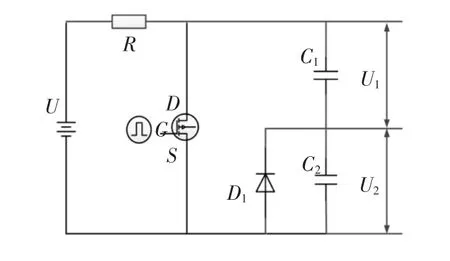
图5 电容分压示意图
仿真中,假设工具电极面积为2800 mm2(与直径60 mm的圆形电极面积相当),工作介质分别为空气和煤油,则不同极间距离条件下的极间等效电容C2的计算结果见表1。
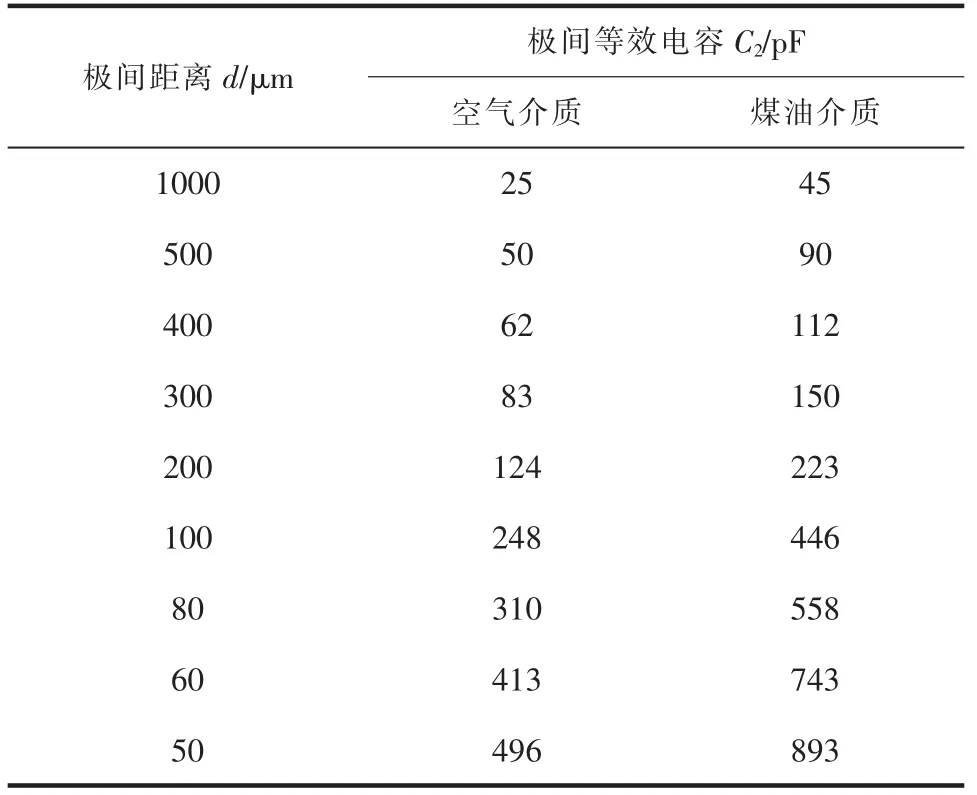
表1 空气、煤油介质中的极间等效电容值
2.2 仿真结果
根据上述仿真模型,以空气介质为例,应用Multisim软件对静电感应给电大面积电火花加工的极间充电特性进行仿真研究,仿真条件见表2。分别在不同的给电电容和极间距离等条件下进行仿真,其中C2为表1所示空气介质中的极间等效电容,仿真结果见图6。
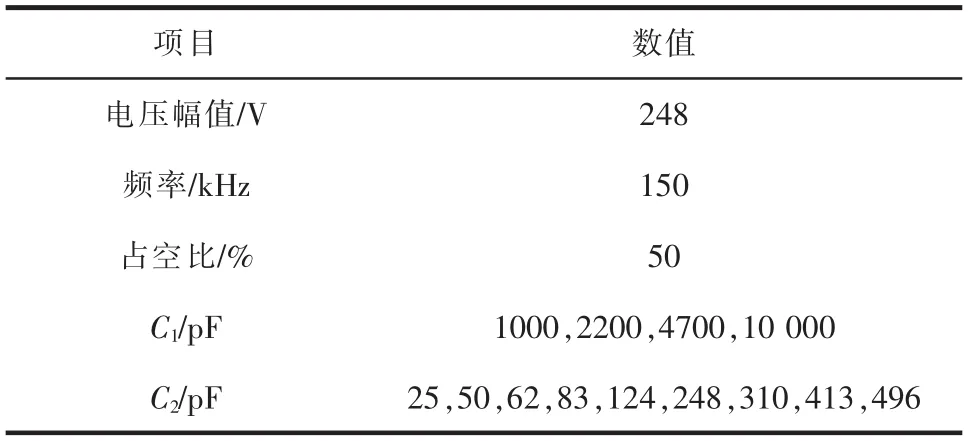
表2 仿真条件

图6 极间开路电压与极间距离关系的仿真结果
以给电电容C1=1000 pF为例,在不同的极间距离条件下,极间充电波形的仿真结果见图7。由上述仿真结果可看出,在给电电容一定时,当极间距离小于某一数值后,极间开路电压随着极间距离的减小而降低,且给电电容越小,极间开路电压随极间距离的变化越明显;而在极间距离一定时,极间开路电压随着给电电容的增大而升高。
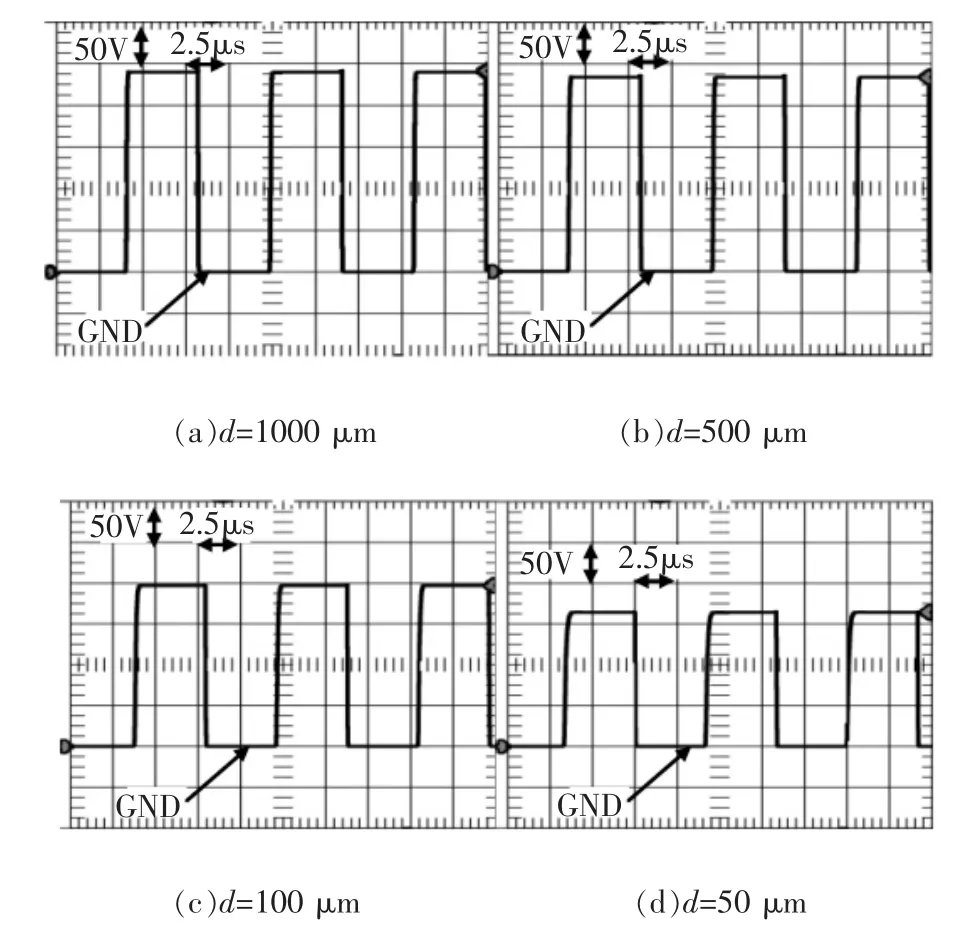
图7 不同极间距离条件下的极间开路电压仿真波形
3 静电感应给电的大面积电火花加工充电特性的实验研究
3.1 实验方法及条件
利用精密电火花加工机床的接触感知功能确定测量零点,依靠Z轴运动(进给精度1 μm)将工具电极提升到一定高度后下降,从1000 μm开始用示波器测量并记录极间开路电压,直到放电结束。实验中,使用直径60 mm、长度6 mm的圆形截面紫铜电极,工作介质分别为空气、煤油,其他条件见表3。
3.2 实验结果
以空气介质、给电电容C1=1000 pF为例,测得的随极间距离变化的极间开路电压波形见图8。
在空气、煤油介质中,不同给电电容条件下测得的极间开路电压与极间距离的关系分别见图9和图10。该实验结果与仿真结果完全一致。同时还发现,当极间距离约小于40 μm时开始发生放电。
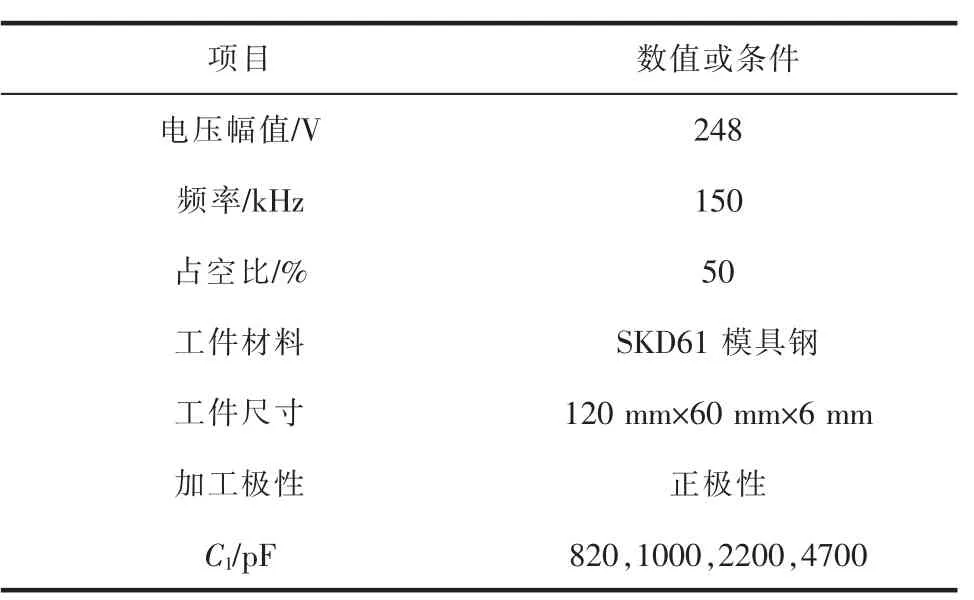
表3 实验条件
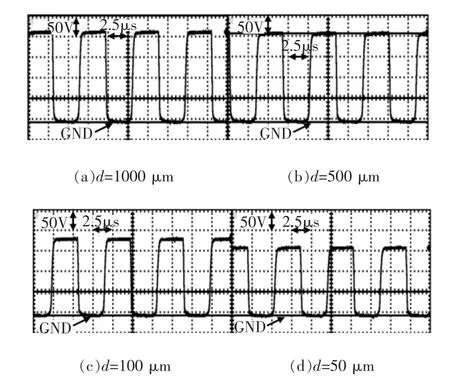
图8 极间开路电压波形测量结果
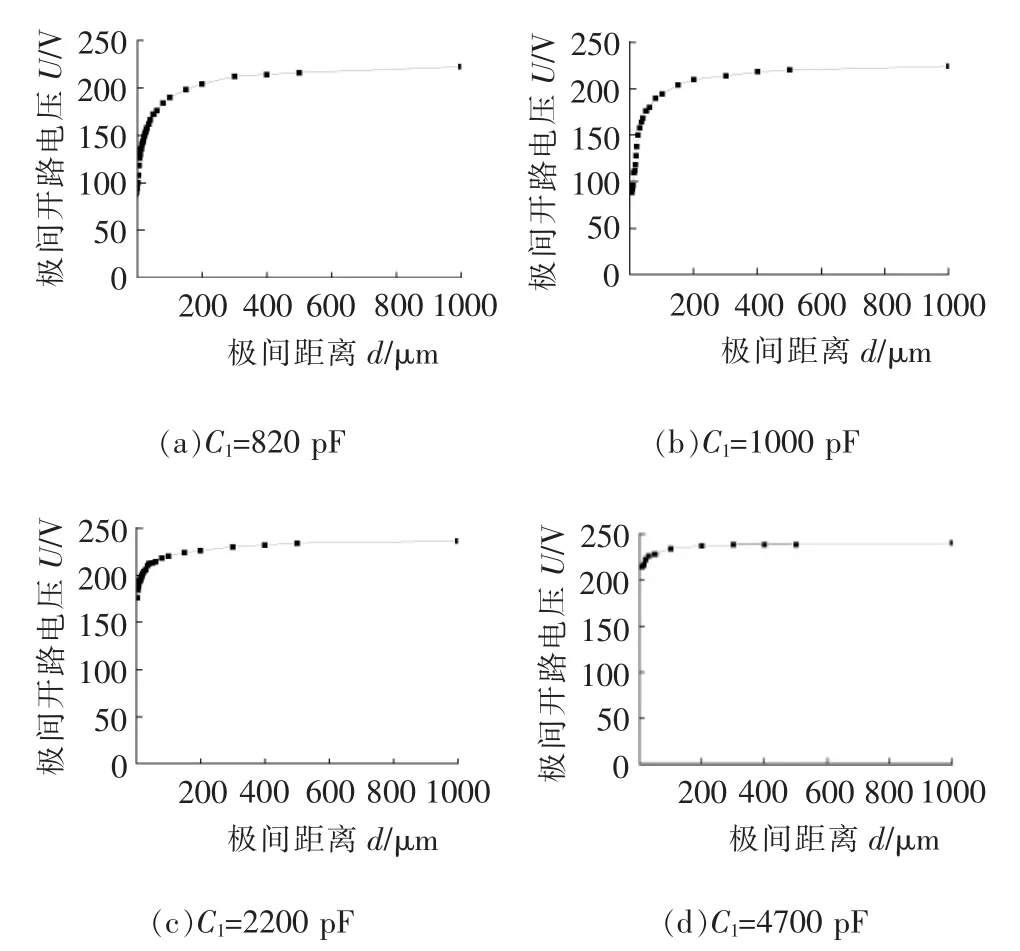
图9 空气介质中极间开路电压与极间距离的关系
在静电感应给电大面积电火花加工中,利用极间开路电压与极间距离的关系,可用来根据极间开路电压估算极间距离,还可在伺服控制中将电火花加工的伺服参考电压设置为多个阈值,从而使电火花加工的放电状态区分更精确,有利于改善伺服控制效果,提高电火花加工的有效放电率。
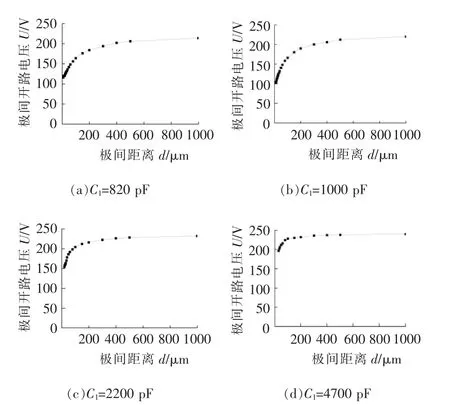
图10 煤油介质中极间开路电压与极间距离的关系
4 结论
在基于静电感应给电的大面积电火花成形加工中,在给电电容一定时,当极间距离小于某一数值后,极间开路电压随着极间距离的减小而降低,且给电电容越小,极间开路电压随极间距离的变化越明显;在极间距离一定时,极间开路电压随着给电电容的增大而升高。利用极间开路电压与极间距离的关系,可用来进行极间距离的测量及实现伺服控制的精确化。
[1] 毛利尚武,齋藤長男,大竹廣定,等.大面積仕上放電加工の研究[J].精密工学会誌,1987,53(1):124-130.
[2] 齋藤長男,毛利尚武.大面積放電加工における仕上面粗さの向上[J].精密工学会誌,1991,57(6):954-958.
[3] KUNIEDA M,HAYASAKA A,YANG X D,et al.Study on nano EDM using capacity coupled pulse generator[J]. CIRP Annals-Manufacturing Technology,2007,56(1):213-216.
[4] YANG Xiaodong,KIMORI M,KUNIEDA M.Machining properties of micro EDM using electrostaticinduction feeding [C]//Proceedings of the 15th International Symposium on Electromachining.Pittsburgh,USA,2007:231-234.
[5] YANG Xiaodong,YANG Kai,LIU Yutao,et al.Study on characteristic of multi-spark EDM method by using capacity coupling [C]//Proceedings of the 18th CIRP Conference on Electro Physical and Chemical Machining. Tokyo,Japan,2016:40-45.
Study on Charging Characteristics of Large Area Sinking Electro-discharge Machining Using Electrostatic Induction Feeding
WANG Zeliang,YANG Xiaodong
(School of Mechatronics Engineering,Harbin Institute of Technology,Harbin 150001,China)
The electrostatic induction feeding method was applied to the large area sinking electrodischarge machining(SEDM),and theoretical analysis and experimental investigation were conducted to clarify the charging characteristics of the working gap.The results showed that when the work surface area is larger,after the working gap distance falling to some value,the charged open voltage of working gap decreases with decreasing the gap distance.The smaller feeding capacitance is,the more obvious the charged open voltage of working gap varies with the gap distance.Besides,the gap open voltage increases with increasing feeding capacitance under a certain distance gap.
SEDM;electrostatic induction;large area;charging;gap distance
TG661
A
1009-279X(2017)03-0012-04
2017-04-21
国家自然科学基金资助项目(51575136);黑龙江省自然科学基金重点项目(ZD2015009)
王泽亮,男,1991年生,硕士研究生。
猜你喜欢
工程技术与管理(2021年19期)2021-11-29 02:16:08
建材发展导向(2021年7期)2021-07-16 07:07:28
湖北农机化(2020年4期)2020-07-24 09:07:36
青年歌声(2019年2期)2019-02-21 01:17:36
制造技术与机床(2018年9期)2018-09-19 06:48:34
知识经济·中国直销(2017年11期)2017-11-28 05:34:13
制造技术与机床(2017年10期)2017-11-28 05:20:15
中国公路(2017年16期)2017-10-14 01:04:46
制造技术与机床(2017年3期)2017-06-23 08:11:38
制造技术与机床(2017年4期)2017-06-22 11:17:51