往复走丝电火花线切割机床恒张力机构的形式及发展趋势
2017-08-09 09:54饶佩明李浩洲
电加工与模具 2017年3期
饶佩明,李浩洲
(江苏冬庆数控机床有限公司,江苏泰州225300)
往复走丝电火花线切割机床恒张力机构的形式及发展趋势
饶佩明,李浩洲
(江苏冬庆数控机床有限公司,江苏泰州225300)
往复走丝电火花线切割机床要获得高精度、高效率、高表面质量的切割水平,除了需要高效智能的脉冲电源外,还必须具备稳定可靠的恒张力装置,以保证高速往复运行的电极丝始终保持恒定的张力。通过结构对比,浅析了几种恒张力控制机构的特点及应用现状,并阐述了智能化恒张力控制技术的发展前景。
电火花线切割机床;多次切割工艺;恒张力控制;发展趋势
加工精度、加工效率和表面粗糙度三大指标是综合考核、评定电火花线切割机床加工水平的重要标准。实际上,获得稳定的加工指标是各种综合因素的集中表现,但先决条件是电极丝的张力必须保持恒定。如果没有平稳的运丝系统和恒定的张力,稳定的放电加工就无从谈起。
目前,往复走丝电火花线切割机床常用的张力机构主要有:重锤式单向恒张力机构,重锤式双向恒张力机构,弹簧式双向恒张力机构,数字式智能双向恒张力机构。采用哪种结构形式来实现电极丝张力在微小范围波动、且得到有效及可靠的控制,是研究人员不断探索和追求的目标[1-3]。
1 重锤式单向恒张力机构
如图1所示,重锤式单向恒张力机构串联在运丝回路中,与其他辅助导轮和贮丝筒构成一个闭合的运丝系统,其功能是调节闭环运丝回路中电极丝的变化量。工作原理如下:利用移动滑块的重量来匹配整个运丝系统中电极丝所需的张力,运丝系统工作时,通过张紧导轮向下位移的距离来储存电极丝在放电过程中产生的伸长量,达到电极丝张力在一定周期内始终保持恒定的目的;当移动滑块降至最低位置时,则需重新复位,继续下一个工作循环。
该机构的优点是:结构简便,加工制造难度小,配重恒定,对稳定张力有一定的作用,且成本低,便于安装、使用和维护。存在的不足有:单边张紧电极丝,运丝系统在正反向切换时有瞬间冲击载荷,张力不均匀,从而产生单边松丝故障或断丝,影响切割质量,且张力机构行程较短,停机复位次数较多。

图1 重锤式单向恒张力机构
2 重锤式双向恒张力机构
如图2所示,重锤式双向恒张力机构主要由定位直线导轨副、移动支架、张紧导轮、导向滑轮钢丝绳及牵引重锤等组成。该机构串联在运丝回路中,与其他辅助导轮和贮丝筒构成一个闭合的运丝系统,其功能是双向调节闭环运丝回路中电极丝的变化量,提供较稳定的张力。
该机构的工作原理如下:移动支架的最右端为起始位置,运丝系统工作时,支架在牵引重锤的作用下自右向左移动,通过位移的距离来储存电极丝在放电过程中产生的伸长量,实现电极丝张力在一定周期内保持恒定;当支架移动到左端极限位置时,则需重新复位,继续下一个工作循环。

图2 重锤式双向恒张力机构
该机构的优点是:导向部件采用直线滚动导轨,反应灵敏度高,摩擦阻力小,直线运动性和动态响应好;二个张紧导轮呈上下对称分布,可实现双边同时张紧,配重恒定,张力稳定,环境影响因素少,解决了单边松丝问题。存在的不足有:受机床结构限制,安装尺寸偏大,通用性不强;运丝系统在正反向切换时仍存在瞬间冲击载荷,导轮数量多,电极丝磨损快,加工制造要求较高,辅助环节较多,成本相对较高。
3 弹簧式双向恒张力机构
如图3所示,弹簧式双向恒张力机构主要由固定支座、导向导杆、张紧滑块及压缩弹簧等组成。弹簧张力组件串联在运丝回路中,与其他辅助导轮和贮丝筒构成一个闭合的运丝系统,其功能是双向调节闭环运丝回路中电极丝的变化量。
该机构的工作原理如下:移动滑块的最右端为起始位置,带自锁功能,弹簧处于储能(压缩)状态;运丝系统工作时,先解除自锁,弹簧释放存储能量,张紧滑块在弹簧回推力的作用下自右向左移动,通过位移的距离来储存电极丝在放电过程中产生的伸长量,实现电极丝张力在一定周期内保持恒定;当弹簧储能完全释放、滑块失去位移动能时,则需重新复位,继续下一个工作循环。
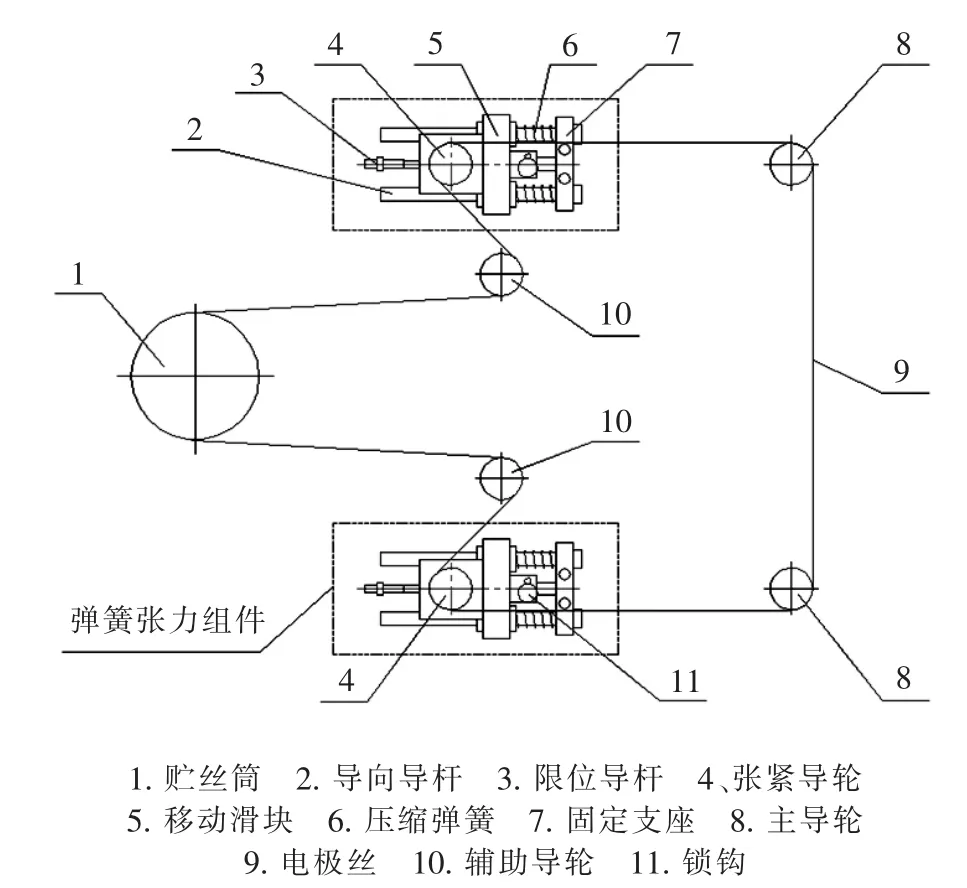
图3 弹簧式双向恒张力机构
该机构的优点是:弹簧式张力组件可作为一个独立的功能部件生产,形成配套产品和标准附件,结构紧凑,通用性和互换性强,适用性广,安装维护方便,可单个或成组使用,实现双边同时张紧功能。存在的不足有:储能行程小,由于张力能量来自于弹簧的弹力,受使用时间和环境因素的综合影响,弹簧的弹性变形量和屈服力也随之发生变化,产生的张紧力不均匀,从而导致张紧滑块出现移动不平稳或瞬间滞留现象,引发单边松丝;另外,机构中的张紧滑块通过导杆的悬浮支撑,当滑块移动到左端时(悬伸最大),易产生晃动或摆动,引起张紧轮跳动,从而出现叠丝故障。
4 数字式智能双向恒张力机构
如图4所示,数字式智能双向恒张力机构是一个复杂的系统控制工程,除了高频电源和控制软件外,主要的机械结构由驱动系统(含伺服电机、直线导轨、导轨滑块、滚珠丝杠等)、执行元件(含张紧导轮、移动支架、测力传感器等)、检测元件(含位置传感器、测力传感器)等组成。该机构串联在运丝回路中,与其他辅助导轮和贮丝筒构成一个闭合的运丝系统,其功能是双向闭环控制和实时跟踪检测运丝回路中电极丝的变化量,瞬时调节、控制张力。
该机构的工作原理如下:测力传感器的一端与导轨滑块连接,另一端与装有上、下张紧轮的支架连接,构成张力检测和自动调整的闭合回路;运丝系统工作时,测力传感器将测得的张力值转变为电信号,输入电子控制电路并与提前输入计算机的张力预置电信号值进行比较,当测力传感器输出的电信号小于预置值时,电子电路控制装置内的伺服电机正向旋转,驱动移动支架和上、下张紧轮同时移动,通过改变闭合环状电极丝的长度,利用电极丝弹性变形的物理特性,将张力调整到计算机预置值;反之,当测力传感器输出的电信号大于预置值时,伺服电机反向旋转,控制移动支架和上、下张紧轮向相反方向移动,使过度张紧的环状电极丝松弛,其张力恢复至计算机预置值,从而实现将闭合环状电极丝的张力实时动态地控制在计算机预置值附近。当运丝系统累计工作数小时后,极限位置传感器产生输出信号时,则需重新复位,继续下一个工作循环。

图4 智能双向恒张力机构
该机构的优点是:张力值预置输入,可实时跟踪、检测、自动控制及调整;控制灵敏度高,响应速度快,调整精度高,误差小;同时,上、下张紧轮既是张力的检测部件,又是张力的调整部件,测力传感器既是张力值的检测元件,又是张力值伺服控制的执行元件。存在的不足有:结构精密,涉及面广,技术含量高,需机械、电控、软件等高度结合,研发周期长,制造成本高。
5 结论
通过上述几种恒张力机构的对比分析,可得出以下结论:
(1)重锤式单向恒张力机构常用于工件厚度较小、切割指标要求不高的场合,早期在普通往复走丝型电火花线切割机床上应用较多,随着产品的发展和技术更新,应用范围越来越窄。
(2)重锤式双向恒张力机构和弹簧式双向恒张力机构广泛应用在具有多次切割功能的往复走丝电火花线切割机床(俗称“中走丝机床”)上,成为目前“中走丝机床”标配的主流功能部件,能提供较稳定的张力,并满足多次切割工艺,提高了零件的加工精度和表面质量。
(3)数字式智能双向恒张力机构是张力控制技术拓展研发的创新,它集数字化、自动化、智能化为一体,是一种高性能、高可靠性的控制系统,彻底打破了传统的配重张紧和人工干预模式,变复杂控制为智能输入,能提供稳定、可靠、精确的恒定张力,是名副其实的智能型恒张力技术。
数字式智能双向恒张力控制技术相继在国内多个知名品牌的“中走丝机床”上获得应用,突破了一致性尺寸误差、表面粗糙度、电极丝损耗等多项技术指标的瓶颈,实现了高精度、高效率、高一致性的加工要求。目前,割一修二的加工指标为:最佳表面粗糙度Ra≤0.6 μm,最低丝耗0.01 mm/500 000 mm2,一致性尺寸误差≤0.005 mm/50件,最大加工效率突破300 mm2/min,主要加工指标接近单向走丝电火花线切割机床的切割水平。相信该技术的进一步发展和推广应用,将大幅提升往复走丝电火花线切割机床的技术含量,推动“中走丝机床”向高端智能化方向发展。
[1] 朱宁,叶军,韩福柱,等.电火花线切割加工技术及其发展动向[J].电加工与模具,2010(增刊):53-59.
[2] 刘志东,潘阳,李谢峰,等.往复走丝电火花线切割机床工艺特点及现状[J].电加工与模具,2012(6):60-64.
[3] 王忠伟,王斌修.往复走丝电火花线切割机床张丝系统的研究[J].电加工与模具,2013(5):63-65.
The Type and Its Trend of Constant Tension Control Mechanism on Wire Electrical Discharge Machines
RAO Peiming,LI Haozhou
(Jiangsu Dongqing CNC Machine Tool Co.,Ltd.,Taizhou 225300,China)
To obtain high precision,high efficiency and high surface quality workpiece,in addition to efficiency and intelligent pulse power supply,reciprocating traveling wire electrical discharge machine must also have stable and reliable constant tension control mechanism,so that wire reciprocating traveled retain always constant tension.By contrast experiments,the characteristics and application status of several constant tension control mechanisms are analyzed,and the prospect of the intelligent tension control technology is expouded.
wire electrical discharge machine;multi cutting process;constant tension control;development trend
TG661
A
1009-279X(2017)03-0068-03
2017-04-10
饶佩明,男,1966年生,工程师。
猜你喜欢
湖北农机化(2020年4期)2020-07-24
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
婚姻与家庭·性情读本(2017年1期)2017-02-16
赣南医学院学报(2016年4期)2016-11-03
中国塑料(2015年9期)2015-10-14
橡塑技术与装备(2015年7期)2015-07-03
中国设备工程(2013年8期)2013-12-07
中学生数理化·高一版(2008年4期)2008-11-15