
基于SafetyBUS p的安全防护系统在自动冲压线中的控制与应用
2017-08-09 01:34周武能
网络安全与数据管理 2017年13期
周 琳,周武能
(东华大学 信息科学与技术学院,上海 201620)
基于SafetyBUS p的安全防护系统在自动冲压线中的控制与应用
周 琳,周武能
(东华大学 信息科学与技术学院,上海 201620)
在我国汽车生产制造业中,控制系统是车身覆盖件自动生产线中的核心部分,它控制着现场电气设备的正常运作。随着工业控制系统复杂程度的日益提高,大量的安全问题也涌现出来,使得安全生产变得尤为重要。文章采用德国Pilz系列安全PLC,结合SafetyBUS p安全总线技术,以国内某大型汽车厂自动生产线为例,设计了一种安全防护系统,具有一定的实用价值。
安全防护系统;自动生产线;安全PLC
0 引言
在我国汽车生产制造业中,控制系统是车身覆盖件自动生产线中的核心部分,它控制着现场电气设备的正常运作。随着科技水平的革新与自动化技术的日益进步,现场设备生产能力不断提升的同时也增加了控制系统的复杂程度,易引发安全事故。因此,在控制系统中必须引入安全防护措施,以保证产线安全可靠地运行。对于车身覆盖件自动生产线而言,安全防护系统不仅是对现场操作人员以及电气设备的保护,也是对生产过程中数据的保护,在控制系统中有着极其重要的地位。
然而,目前我国汽车行业车身覆盖件自动生产线自动化程度较低,导致了生产效率低下,且安全防护措施并不完善,存在大量安全隐患。针对这一情况,本文以国内某大型汽车厂车身覆盖件自动生产线为例,采用德国Pilz系列安全PLC,基于SafetyBUS p安全总线技术,结合Win-Pro软件在线编程,设计了一种安全防护系统,具有一定的实用价值。
1 车身覆盖件自动冲压线结构
车身覆盖件自动生产线主要由压机、工业机器人、拆垛单元、端拾器及真空单元等构成。压机是完成车身覆盖件加工的主要设备。目前,国内大型汽车厂采用的自动生产线有两种:一种是多工位压机生产线,适合产量较高的车间;另一种是配备了工业机器人的冲压生产连线,适合产量较低的车间。与多工位压机生产线相比,机械式压机的制造成本和工艺水平相对较低,因此在国内外的车身覆盖件生产中仍在大量使用[1]。
在车身覆盖件自动生产系统中,拆垛系统不可或缺。拆垛系统主要包括拆垛小车、磁性皮带机、涂油机、清洗机以及对中台等设备。此外,还包括端拾器和真空装置。端拾器处于工业机器人的末端,用于板件的精准抓取。而真空装置是由于板件较薄而采取的一种系统,通常采用两套真空装置构成冗余系统以防止系统失效。如图1所示为自动生产线结构图。

图1 车身覆盖件自动冲压线结构图
2 车身覆盖件自动冲压线布局
以一条由7个工业机器人、5台压机构成的车身覆盖件自动生产线为例。首先,现场操作人员将板料送入拆垛小车,由机器人取下板料,经双料检测后送入涂油装置,完成后再送入对中台,进行对中定位。随后,2号机器人抓取己定位的板料,送入压机依次完成各个工序,板件在压机之间的传递由3~6号机器人完成,完成生产后的板件由7号下料机器人取出,放在出料装置上[2]。最后由现场操作人员取下板件并堆垛,至此,单一板件的生产已完成,生产不同的板件仅需要更换模具即可,其工作流程如图2所示。

图2 车身覆盖件自动生产线流程图
3 安全防护技术
目前,车身覆盖件自动生产线中常使用的安全防护技术包括安全继电器、安全PLC和安全总线技术等。
3.1 安全继电器
传统安全回路采用硬配线继电器作为安全防护系统的控制单元,当现场电气设备较多时,大量的线路连接会导致可靠性降低。为提高控制回路的可靠性,采用安全继电器取代传统继电器。安全继电器采用双通道冗余输入,可以检测触点间故障,同时通过强制断开、自启动、自复位等功能,可以在线检测回路故障,有效保证现场电气设备的安全运作。如图3所示,若使用普通继电器,当安全门由闭合到打开的时候,如因故障不能使得其内部触电断开,则电机仍处于正常运作状态,无法保障现场操作人员和电气设备的安全,易造成安全事故。
3.2 安全PLC
安全PLC是指在元器件执行部分出现故障,依然可以正确做出响应并实时切断输出的可编程系统。安全PLC的出现取代了传统的继电器,通过逻辑运算功能,实现复杂安全控制,避免了现场繁琐的配线,大大缩短了工程生产周期,目前已广泛应用于工业生产制造中。
3.3 安全总线技术
安全总线是指通信协议采用安全措施且达到EN ISO 13849-1等安全要求的现场总线。安全总线中采用的安全措施包括:CRC冗余校验、Echo模式以及地址检测等[3]。目前,世界上应用较为广泛的安全总线技术有SafetyBUSp和ProfiSAFE等。SafetyBUSp用于分布式的开放总线控制系统,其基于CAN总线的通信方式,以双线差动作为媒介,抗噪声强,带有事件驱动机制,具有较快的信号响应速度,符合EN 954-1、EN IEC 62061级别4,故本文选用SafetyBUSp安全总线应用于车身覆盖件自动生产线控制系统,组成安全防护系统。
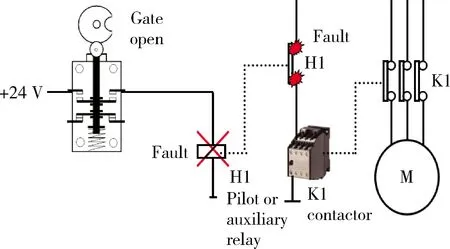
图3 继电器触点故障图
4 安全防护系统设计
自动冲压线具有较高的安全等级要求,且现场设备繁多,控制复杂。因此,采用安全PLC和SafetyBUS p安全总线构成的安全防护系统,既可以实现复杂的控制功能,也避免了现场繁琐的配线。车身覆盖件自动生产线的安全防护采用德国Pilz PSS安全PLC作为核心,通过SafetyBUS p安全总线构成总线型结构。其中,自动生产线上如急停、安全门、光栅等设备的安全控制回路直接连接到现场模块,通过现场总线连接到安全PLC上,在安全PLC中,通过PSS Win-Pro软件分别对故障安全部分(Fail Section)和标准部分(Standard Section)进行在线编程,实现安全回路的逻辑控制。最后,安全防护信号通过Profibus-DP总线进入连线控制系统[4]。基于SafetyBUS p的安全防护系统框图如图4所示。
在设计自动冲压线安全防护系统过程中,为达到各部分独立运作的需求,各个终端设备均通过分组排进不同的功能组(Function Group),当某组出现问题时,不会影响到其他组的正常运作。因此,即使整条生产线某一部分出现故障,也不会干扰到其他部分的安全生产,有效地保证了控制系统的正常运作。

图4 基于SafetyBUS p的安全防护系统
5 安全防护评估
操作人员和设备的安全由各种安全防护技术来实现。对于自动生产线来说,安全防护系统独立于连线控制系统,其基本原理是所有安全回路构成冗余结构,如果有某一通道断开,并联的生产运作仍有其他通道可以与装置保持导通,并在出现故障时能将系统切换到安全状态。以工业机器人安全控制为例,其安全控制逻辑如图5所示。
当C、D两侧安全门闭合,同时C侧光栅有效等一系列安全设备处于正常工作时,继电器导通,表示机器人安全区域正常关闭,可以上电进行一系列后续操作;如果此时有一处操作人员没有安全退出或安全设备发生故障,则不会导通中间继电器,从而保证了人员和设备的安全[5]。
6 结束语
本文介绍了自动冲压线的结构、工作流程以及几种常用的安全防护技术,提出了采用安全PLC及SafetyBUS p安全总线技术构成安全防护系统的方法,基于德国Pilz系列安全PLC,以国内某大型汽车厂车身覆盖件自动生产线为例,结合Win-Pro软件在线编程,设计了一种安全防护系统,具有一定的实用价值。
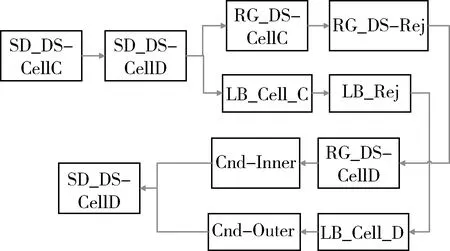
图5 工业机器人安全控制逻辑图
[1] 王明.工业机器人在自动生产线中的应用[D].合肥:合肥工业大学,2008.
[2] 姜俊杰.汽车工厂冲压车间输送系统自动化改造[D].上海:复旦大学,2010.
[3] 侯维岩,张海峰,费敏锐,等.现场总线PROFIBUS系统的实时性能分析[J].电子测量与仪器学报,2004,18(2):56-60.
[4] 邹益仁.现场总线控制系统的设计[M].北京:国防工业出版社,2003.
[5] 王保军,滕少锋.工业机器人基础[M]. 武汉:华中科技大学出版社,2015.
Control and application of SafetyBUS p based safety protection system in automatic punching line
Zhou Lin, Zhou Wuneng
(College of Information Science & Technology, Donghua University, Shanghai 201620, China)
In China’s automobile production and manufacturing industry, the control system is the most important body in the auto-punching line, which controls the site of the normal operation of the electrical equipment. With the increasing complexity of industrial control system, a large number of safety problems have emerged, making the safety of production has become particularly important.Therefore, in this paper, based on the Germany Pilz system safety PLC and SafetyBUS p safety bus technology into automatic stamping line, a security protection system is designed, which with a certain practical value.
safety protection system; automatic punching line; safety PLC
TP23
A
10.19358/j.issn.1674- 7720.2017.13.002
周琳,周武能.基于SafetyBUS p的安全防护系统在自动冲压线中的控制与应用[J].微型机与应用,2017,36(13):4-6,9.
2017-02-08)
周琳(1992-),男,硕士研究生,主要研究方向:嵌入式与先进控制系统、现场总线技术。
周武能(1959-),男,博士,教授,博士生导师,主要研究方向:神经网络稳定性与同步、复杂网络稳定性与同步、传感器网络协同与控制、鲁棒控制、工业过程控制。
猜你喜欢
汽车电器(2020年4期)2020-04-23
铁道通信信号(2020年8期)2020-02-06
模具制造(2019年3期)2019-06-06
铁道通信信号(2019年11期)2019-05-21
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
锻压装备与制造技术(2016年3期)2016-06-05
自动化博览(2014年10期)2014-02-28
压缩机技术(2014年5期)2014-02-28
