
均整机组对无缝钢管质量改善的作用研究
2017-07-31 19:17臧树林
山西冶金 2017年3期
臧树林
(太原重工技术中心, 山西 太原 030024)
试(实)验研究
均整机组对无缝钢管质量改善的作用研究
臧树林
(太原重工技术中心, 山西 太原 030024)
热轧无缝钢管会有内螺旋、壁厚不均等问题出现,如果这些问题不能得到有效控制将会影响产品合格率,增加了企业成本。均整机组可以对钢管内壁螺旋进行有效改善,壁厚不均进行纠正,致使受到越来越多企业的关注。
无缝钢管 均整机 壁厚不均
热轧钢管设备根据主机形式不同可分为纵轧和斜轧等形式,斜轧钢管存在内螺旋、壁厚不均等缺陷,导致钢管成品率降低,这些缺陷在薄壁产品上表现更为突出。为了消除上述缺陷,满足成品要求,通常需增加相关工序对这些缺陷进行改善,如磨削,导致成本增加。均整机可以控制内螺旋深度,一定程度上改善壁厚不均。因此均整机组受到越来越多的关注,用以提升产品精度等级及内表面质量。
1 均整原理分析
二辊斜轧均整机与斜轧穿孔机的形式相近,但工具与工艺有很大区别。均整机轧辊入口锥角小,辗轧工作段长,其螺距比与穿孔机及轧机小,钢管变形量小,实现钢管多道次轧制,改善此前工序导致的钢管缺陷。均整机轧辊入口锥角一般取1.5°~2.5°,辗轧段长度为3~4倍螺距。
均整机的变形区如图1所示,分为四个区域[1]:
1)Ⅰ减径区,这个区域长度一般很短。
2)Ⅱ壁厚压下区,由于均整机顶头直径略大约来料内径,因此钢管首先和顶头圆弧部分相接触,随着金属进入变形区,管壁受到压缩。到顶头圆柱区,这时虽然顶头母线与轧辊圆柱段母线相平行,但是由于轧辊轴线倾斜于轧制线,因而顶头和轧辊之间的间隙逐渐减小,因此在此区内管壁也收到一些压下。
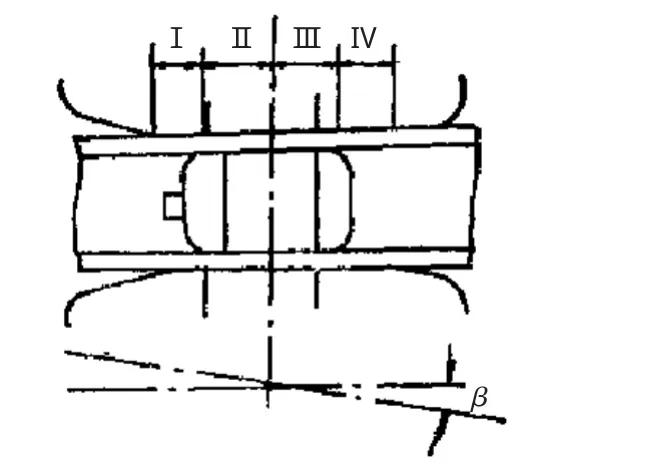
图1 均整机变形区图
3)Ⅲ为钢管辗轧区,此区中变形很小,主要起精整作用,对改善内外表面质量有一定作用。
4)Ⅳ为钢管转圆区。
由上述分析可以看出,管壁完成压缩主要在Ⅱ区完成,区域Ⅲ对均匀壁厚起到作用。
2 均整效果与设备参数分析
2.1 均整毛管运动速度
斜轧均整机存在送进角α和辗轧角β,其轧辊速度分解示意图如图2所示。轧辊表面上任一点沿轧制方向和切向的速度分量为:

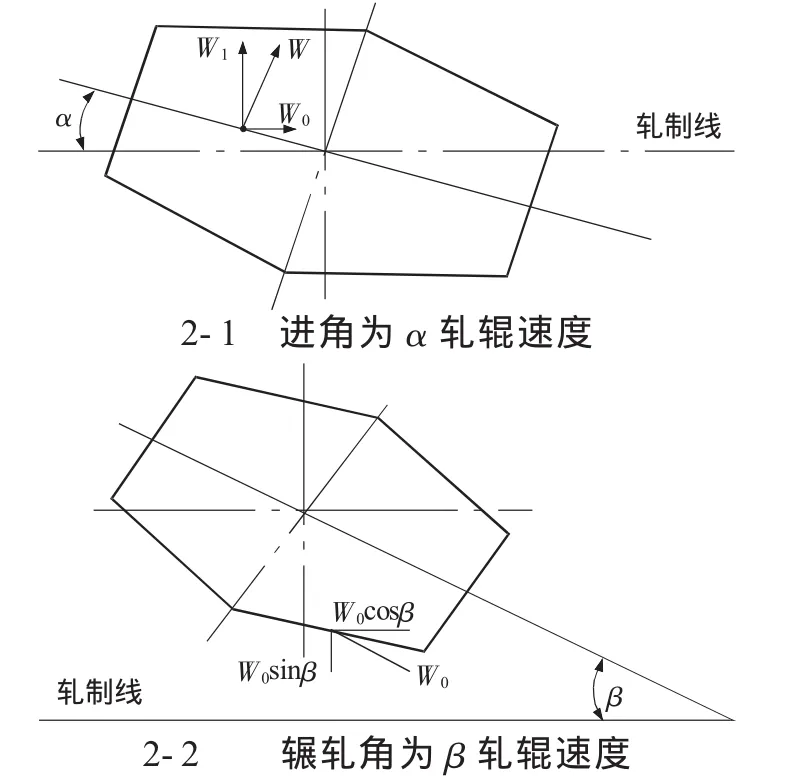
图2 轧辊速度分解图

式中:W0为轧辊上一点在轧制线方向的速度分量,m/s;Wt为轧辊上一点在切向方向的速度分量,m/s;D为点所在断面轧辊直径,m;ωr为轧辊角速度,rad/s;nr为轧辊转速,r/min。
2.2 毛管螺距计算
取轧件某一单位体积,从一个轧辊的变形区到相邻的另一个轧辊的变形区所需的时间,即毛管转1/K转的周期时间,不计毛管在变形区的扭转,辗轧的周期时间为:

式中:ωm为钢管切向角速度,rad/s;K为轧辊数量。
毛管任一断面上的金属转动1/K转的轴向送进距离s,即螺距为:

式中:d为毛管在任一断面的直径,m;V0为毛管在任一断面的轴向速度,m/s。
3 均整毛管辗轧次数
毛管上单点缺陷(壁厚不均)在精整机减壁段的最大辗轧次数为:

式中:L为轧辊减壁段长度,m;θ为轧辊出口锥角。
毛管单点缺陷在精整机减壁段辗轧的次数越多,均整效果越好。由式(5)可知,增加辗轧次数的方法有:增大减壁段长度与毛管在减壁段入口处直径的比值、减少轧辊出口锥角度与辗轧角的差值、减少送进角、增大辗轧角、增加轧辊数量。
4 仿真模拟均整过程
4.1 设定机组相关参数(见表1)
进行模拟仿真,分析均整效果。
设定毛管为壁厚偏差3 mm月牙形螺旋轴向偏壁状态(如图3所示)。
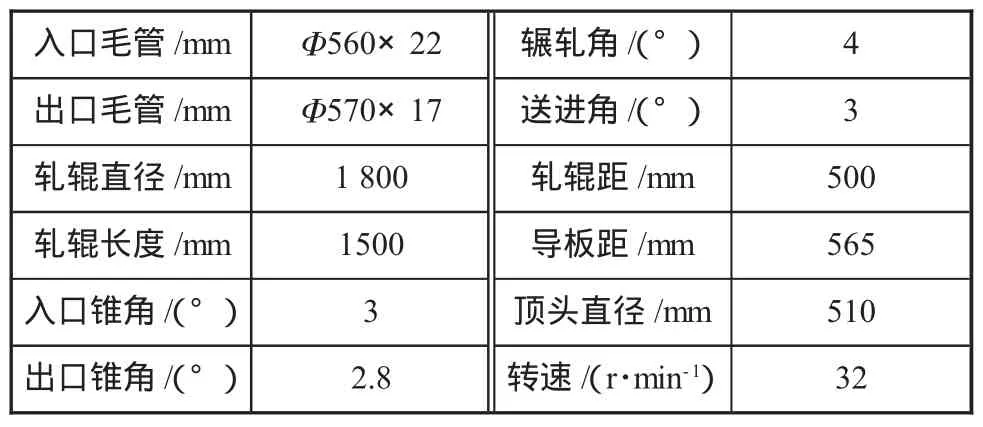
表1 机组相关参数
4.2 材料定义
轧辊、顶头、导板均定义为刚性,材料密度为7 900 kg/m3,弹性模量2.06×1011Pa,泊松比0.3。轧件材料设定为45号钢,温度为1 000℃,材料密度7 820 kg/m3,弹性模量为7×1010Pa,泊松比0.3,结合模拟的精确度及模拟时间两方面考虑,对轧件进行六面体单元网格划分,网格单尺寸为10 mm,仿真过程中将导板固定,顶头约束除绕轧制线的旋转自由度外其余均定义为固定(如图4和图5)。
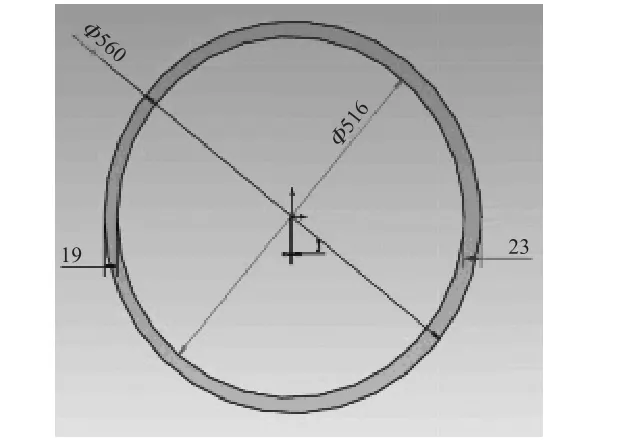
图3 入口毛管偏壁状态示意图(单位:mm)
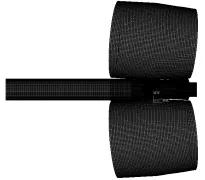
图4 模型有限元网格化分图
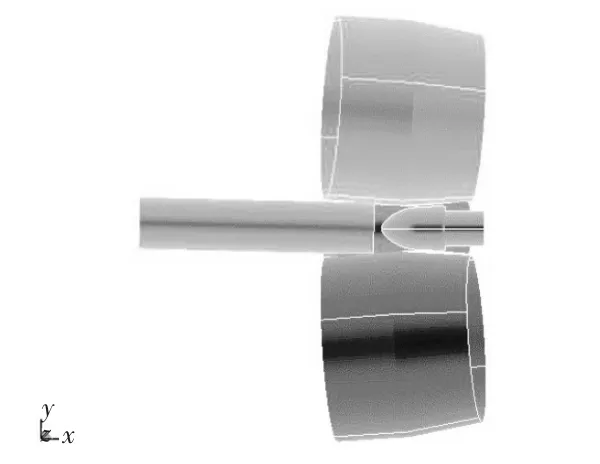
图5 均整过程有限元模拟图
均整后钢管截面效果第67页如图6所示。均整后最大壁厚为16.92 mm,最小壁厚为16.59 mm,(最大壁厚-最小壁厚)/最大壁厚=1.95%。
结合第67页表2[2]可以看处均整后的荒管壁厚效果良好,可以达到预期效果。由于该分析模型是理论状态,现实生产中有其他因素干扰无法达到该理想状态,但该结果也可以充分说明,均整过程对改善钢管壁厚不均有很好的作用。
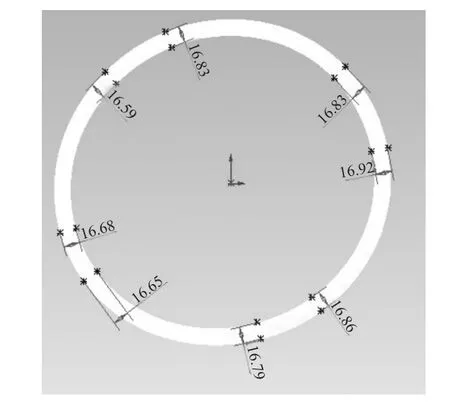
图6 均整后钢管截面效果图
5 结语
通过模拟分析,可知均整机组对热轧无缝钢管质量有明显的改善作用,可以消除壁厚不均,部分改善螺旋型偏壁。在实际生产中壁厚偏差可控制在±8%范围内。钢管均整存在以下几点明显优势。
1)成品钢管壁厚精度得到有效保障,减少磨削的工序。
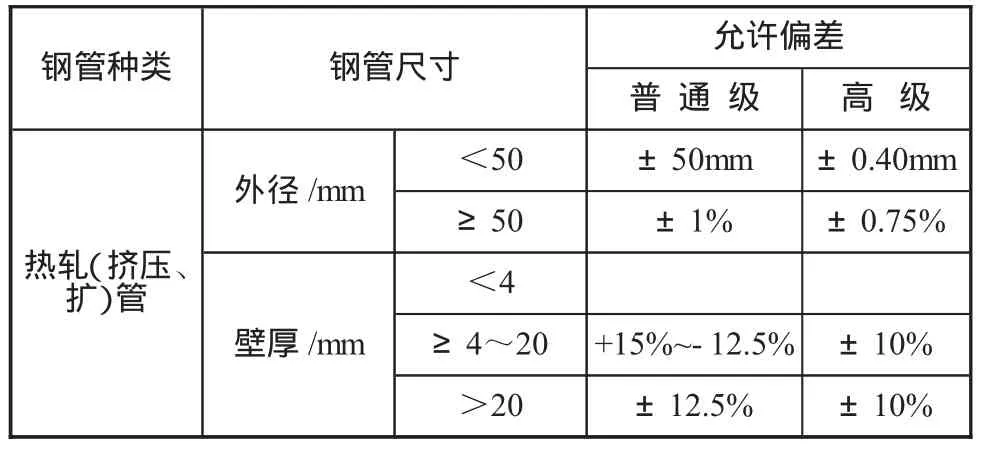
表2 钢管尺寸精度公差表
2)热轧均壁过程相比较冷加工改善壁厚尺寸,节省降低、车间环境改善。
3)通过多一道次轧制,金属内部组织性能提高。
[1] 李连诗,韩观昌.小型无缝钢管生产[M].北京:冶金工业出版社,1999.
[2] 中国重型机械工业协会编.重型机械标准[M].昆明:云南科技出版社,2007.
(编辑:苗运平)
On the Effect of Reeling Mill on Seamless Pipes
ZANG Shulin
(Technology Center of Taiyuan Heavy Industry Co.,Ltd.,Taiyuan Shanxi 030024)
The defect,such as internal spiral,thickness uneven otc.,will be created while the seamless pipes being hot rolling.If those defects are not effectively controlled,the qualification rate will be greatly reduced and the operating cost will be raised.But the reeling mill can solve those problems,and the mill will become the attention of more and more corporations.
seamless pipe,reeling mill,thickness uneven
TG335.7
A
1672-1152(2017)03-0020-02
10.16525/j.cnki.cn14-1167/tf.2017.03.08
2017-03-17
臧树林(1984—),男,主要从事无缝钢管设备设计及工艺研究,工程师。
猜你喜欢
内江科技(2022年3期)2022-03-30
华南农业大学学报(2021年4期)2021-07-24
煤田地质与勘探(2021年2期)2021-05-23
重型机械(2019年3期)2019-08-27
干旱地区农业研究(2019年3期)2019-07-18
钢管(2019年3期)2019-03-18
山东工业技术(2017年21期)2017-11-04
现代冶金(2016年6期)2016-02-28
中国卫生标准管理(2015年4期)2016-01-14
化工生产与技术(2014年4期)2014-02-27
