
邯钢1号热基镀锌线薄规格镀锌板炉内断带预防措施
2017-07-31 19:17:11宋跃军苏向科赵卫红
山西冶金 2017年3期
宋跃军, 马 骏, 苏向科, 赵卫红
(河北钢铁集团邯钢公司, 河北 邯郸 056015)
经验交流
邯钢1号热基镀锌线薄规格镀锌板炉内断带预防措施
宋跃军, 马 骏, 苏向科, 赵卫红
(河北钢铁集团邯钢公司, 河北 邯郸 056015)
通过对加热炉烟道挡板和排烟风机的手动控制、带钢速度的合理降低、区域张力的调节以及FF段燃烧气体流量的合理控制,避免了薄规格带钢生产时发生炉内断带的事故。
烟道挡板 带钢速度 燃烧气体流量
在2015年6月对河北钢铁集团邯钢公司(全文简称邯钢)1号热镀锌线加热炉FF段改造后,由于炉衬方式及烧嘴功率的改进,较大地提高了加热炉的加热能力,使加热炉炉温及带钢温度能够快速地到达工艺要求。由于炉温的升高较快导致了在生产薄规格冷轧(2.0 mm以下)带钢时,出现事故降速或紧急停开车时带钢边部的温度变化较快产生纵向拉长,甚至发生炉内断带的较大事故。
1 炉内断带事故发生的原因
由于邯钢1号热镀锌线采用的是改良森吉米尔法工艺,在进行带钢退火镀锌时,FF段是由火焰直接喷吹加热带钢的,其炉温能达到1 250~1 300℃,对于薄规格冷轧(2.0 mm以下)带钢静止状态下加热时间超过1 min就会发生局部拉长现象,再经过张力波动产生的震动拉扯就会出现炉内断带事故。
在热镀锌线连续生产过程中不可避免的会出现出入口事故需要工艺段紧急降速停车的问题,由于降温不及时、开车时升温较快以及张力的调节不当就会发生薄规格(2.0 mm以下)冷轧带钢炉内断带的事故。当出现此事故后不但需要长时间处理,影响生产节奏及浪费人力,还会产生大量的废品及降级品,给产线造成较大的经济损失。
2 防止炉内断带的措施
主要分为停车前降速及调节炉压来充分降温、降低区域张力及开车时控制炉温升降三个部分。
2.1 停车前降速及调节炉压来充分降温
由于邯钢1号镀锌线生产薄规格冷轧板时生产线速度一般都控制在40 m/min以上,速度较快,受出入口活套量大小的影响,当出现事故需要停车时,工艺操作人员参考入口活套量低于25%或出口活套量超过80%时,要关闭加热炉FF段烧嘴并快速降低生产速度至11 m/min运行至活套吃空或充满为止,可以保证较长时间降温;另外由于烟道挡板和排烟风机自动的调节动作缓慢,所以要先在炉压控制(如图1所示)上把烟道挡板的开口度手动设定为60%,然后再把排烟风机的转速手动控制为50%(如图2所示),这样可以较快降低炉压,达到抽气冷却降温作用。
2.2 降低区域张力
在降速及开车时要把入口活套及炉内张力改为手动控制,由于炉内和入口活套张力需要2号张力紧辊来协调控制[1],所以在设小炉内张力的同时也要把入口活套张力降低,避免张力差值较大时带钢颤动现象,具体张力设定如表1所示。
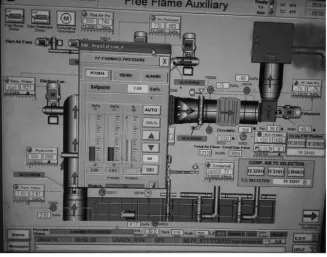
图1 烟道挡板控制图
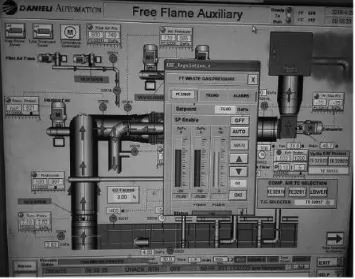
图2 排烟风机控制图

表1 张力设定表 kN
2.3 控制炉温升降
在处理完事故后开车时先不点火运行50 m以上,保证在停车FF段区域内的高温带钢运行出该区域后再点火升温,升温时要把空气和煤气阀门设为自动调节,在前部需求比例部位手动设来自动调节流量(如图3);另外在升温过程及时提高生产线速度,避免带钢局部温度过高。
3 采取措施后的效果

图3 单区炉温控制图
通过对烟道挡板和排烟风机的手动控制及带钢速度的合理降低达到了带钢的快速降温作用;通过对区域张力的调节降低了带钢的拉伸力;通过对FF段燃烧气体流量的合理控制做到了适当升温。
通过这三部分操作后有效地降低了板带温度,减少了带钢的拉伸力,避免了薄规格冷轧板断带的事故。
4 结语
在该措施实施前,在2015年7—9月期间发生过6次断带事故,月均2次,每次产生废品20 t,二级品15 t,实施后未出现一次断带事故,年可创效51.6万元,较大的节约了生产成本。
[1] 赵卫红,王金海,赵朋举.邯钢热镀锌线S型张力辊安全性浅谈[J].山西冶金,2016(2):65-66.
(编辑:苗运平)
Measures for Avoiding Furnace Broken Belt of Galvanized Plate with Thin Gauge in No.1 Galvanizing Line of Handan Steel
SONG Yuejun,MA Jun,SU Xiangke,ZHAO Weihong
(HBIS Group Handan Iron&Steel Group Co.,Ltd.,Handan Hebei 056015)
Through manual control of flue damper and the exhaust fan,reasonable reduction of strip speed,the regulation of regional tension and the reasonable control of combustion gas flow in FF section,the accident of strip breakage in production of thin gauge steel strip is avoided.
flue damper,strip speed,combustion gas flow
TG335.5+5
A
1672-1152(2017)03-0124-02
10.16525/j.cnki.cn14-1167/tf.2017.03.50
2017-03-12
宋跃军(1976—),男,河北邯郸人,助理工程师,学士学位,1999年7月毕业于燕山大学机械设计与制造专业,现在河北钢铁集团邯钢公司冷轧厂从事热镀锌工艺控制技术及生产组织管理工作。
猜你喜欢
山东冶金(2022年4期)2022-09-14 09:00:14
矿冶(2020年5期)2020-12-29 02:55:38
设备管理与维修(2020年12期)2020-06-30 12:23:48
机械工程与自动化(2020年1期)2020-03-22 03:30:46
四川冶金(2019年5期)2019-12-23 09:04:54
山东煤炭科技(2019年8期)2019-09-07 10:55:54
山西冶金(2019年1期)2019-04-26 08:25:32
河南科技(2017年2期)2017-07-05 14:30:05
中国新技术新产品(2016年24期)2017-02-05 17:45:24
金属加工(热加工)(2013年5期)2013-04-17 03:59:16
