
抛丸处理对轴承密封罩尺寸及形状的影响
2017-07-31 20:13:27周永杰赵日风
哈尔滨轴承 2017年2期
周永杰,赵日风,刘 欣
(瓦房店轴承集团 精密保持器有限公司,辽宁 瓦房店 116300)
抛丸处理对轴承密封罩尺寸及形状的影响
周永杰,赵日风,刘 欣
(瓦房店轴承集团 精密保持器有限公司,辽宁 瓦房店 116300)
通过对铁路货车轴承352226X2-2RZ密封罩抛丸处理前后的内径和外径尺寸测量分析后发现,抛丸后内径和外径尺寸和内外径圆度都有不同程度地增大。在详细分析了这种增大原因的基础上,提出了抛丸处理前期加工所需要注意的事项和需要调整的尺寸及几何精度,有效地预防了抛丸加工对工件质量产生的不利影响。
铁路货车轴承;密封罩;抛丸处理;尺寸及几何精度
1 前言
铁路货车轴承零部件中的密封罩在磷化处理前必须进行抛丸处理,旨在去除零件表面油污、轻微划痕及使零件表面均匀化。生产过程中发现抛丸处理过程会造成密封罩的尺寸及形状变化,因此,对密封罩的生产过程提出新的要求。
2 抛丸试验
2.1 试样材料及形状
试样选自铁路货车轴承352226X2-2RZ密封罩,材料为08Al冷轧钢板;抛丸前尺寸及形状误差控制如下:内径Φ179.4、VD3p0.15,外径Φ217.24、VD3p0.15,如图 1。
铁路货车轴承352226X2-2RZ密封罩加工工艺流程:冲压成型—车加工—抛丸处理—磷化处理。

图1 抛丸前密封罩尺寸及形状误差
2.2 抛丸处理
按照常规抛丸处理规程对产品进行抛丸处理。
抛丸设备为双吊钩式抛丸清理机,型号为JC-Q378,钢丸直径0.5mm,产品挂在吊钩架上挂抛,每次180件,抛丸处理20min。
2.3 抛丸前后尺寸测量
测量设备为三坐标EXPLORER。产品车加工后,选取合格产品20件,用打字笔写上编号。按编号顺序测量抛丸前内、外径尺寸及几何精度,如表 1、如表2(工艺要求的尺寸及几何精度如下:内径Φ179.4、Vd3p0.15,外径Φ217.24、VD3p0.15)。抛丸处理后按编号顺序测量尺寸内、外径尺寸及几何精度,如表 1、表 2。

表1 抛丸前后内外径测量值对比 mm
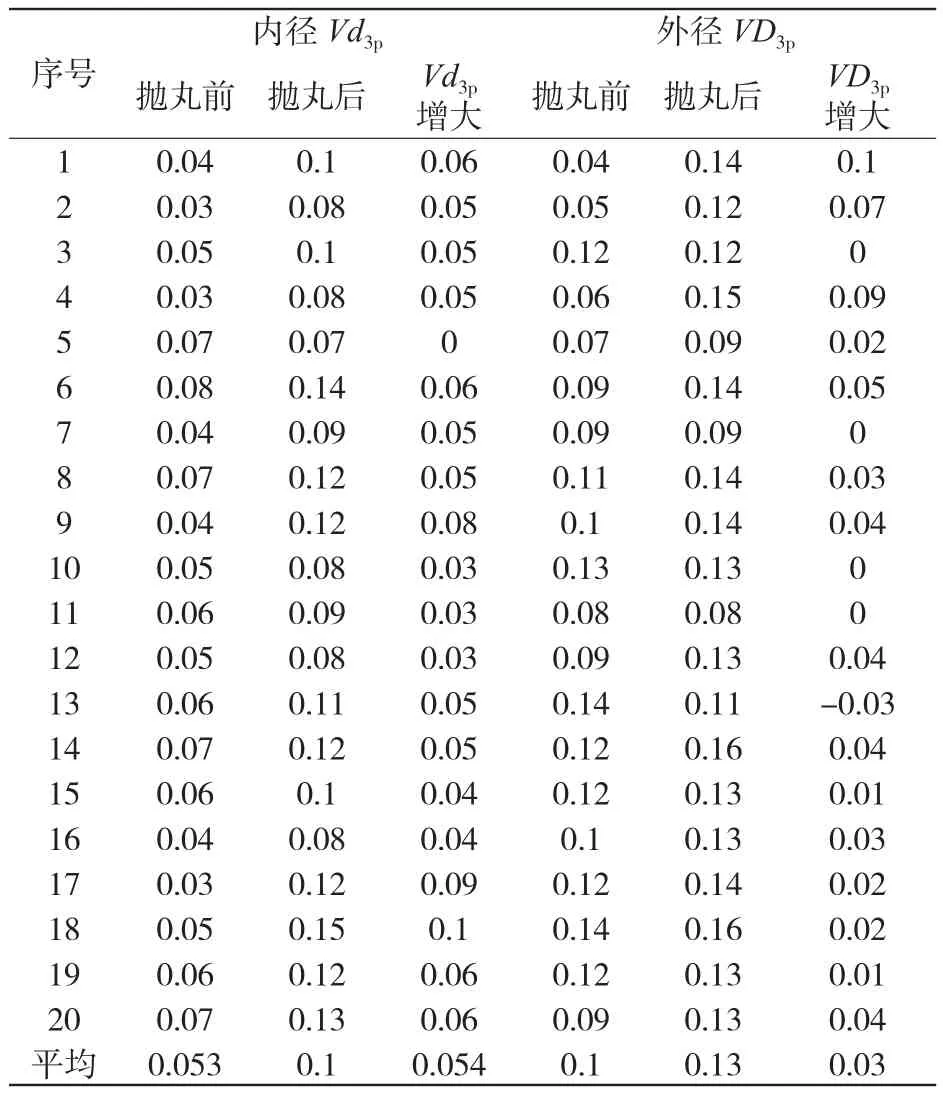
表2 抛丸前后内径Vd3p与外径VD3p测量值对比 mm
3 分析与讨论
3.1 内、外径尺寸分析
根据内、外径尺寸数据计算出尺寸变化平均值(如表 1)。可以看出内径和外径尺寸都有一定的增大。内径Φ179.4+-00..1105,平均增大0.033mm,由于数据中有尺寸未变的产品存在,而且公差区间为0.25mm,所以这种变化对产品尺寸的影响不大,生产过程注意一下就可以了。外径Φ217.24+-00..1006,平均增大0.058mm,由于数据中所有尺寸都变大,最大增大了0.083mm,而且公差区间为0.16mm,所以这种变化必须引起重视。
根据表1绘制折线图,如图 2。序号21为平均变化。由折线图可以看出,外径Φ217.24的尺寸变化始终大于内径Φ179.4的尺寸变化。

图2 内、外径尺寸增大对比
3.2 内、外径形状误差分析
根据内径Vd3p、外径VD3p数据计算出形状变化平均值(如表 2)。可以看出内径Vd3p、外径的VD3p的测量尺寸都有一定的增大。内径Vd3p平均增大0.053mm,其中最大增大0.09mm,最小为0mm,所以这种变化是一种趋势,生产过程必须注意。外径VD3p平均增大0.03mm,最大增大了0.09mm,虽然有一个变小,可以看作一个例子。所以这种变化是一种趋势,生产过程必须引起重视。
3.3 讨论
3.3.1 内、外径尺寸变大的原因
将钢丸送至高速旋转的圆盘上,利用离心力的作用,使高速抛出的钢丸撞击零件表面,达到清理、光饰等目的,这种工艺叫抛丸。抛丸除了清理、光饰的作用外,还有如下用途∶
(1)使零件表面产生压应力,可提高其疲劳强度及抗拉应力。
(2)对扭曲的薄壁零件进行校正。
(3)代替一般的冷、热成型工艺,对大型薄壁铝制零件进行成型加工,不仅可避免零件表面有残余拉应力,而且可获得对零件有利的压应力。
由以上抛丸加工的用途可知道,抛丸可以对薄壁件进行加工,所以铁路货车轴承352226X2-2RZ密封罩的内外径尺寸变大是抛丸的加工作用造成的,就是说抛丸使零件的每一处都变薄了,表面积变大了(很微小的),即抛丸后的铁路货车轴承352226X2-2RZ密封罩内、外径尺寸变大,即密封罩整体尺寸胀大了。
3.3.2 内径Vd3p、外径VD3p变大的分析
铁路货车轴承352226X2-2RZ密封罩的抛丸加工过程如下:首先把罩子整齐地挂在挂架上,吊入清理室内,关上门,然后启动挂钩旋转,同时钢丸由抛丸出口抛出,对零件进行清理,见图3(图 3中为了能看清楚清理室内形状,挂架上未挂产品)。由于设备的局限性,只在抛丸清理机一侧分上、下设置了两个抛丸出口,抛丸对密封罩的清理作用不均匀,对着抛丸出口的密封罩的一侧清理的强度大,反之就小,同理,对密封罩各部分的加工作用就相应的或大、或小,从而致使密封罩变形不均匀,产生形状改变。表现就是VD3p和Vd3p增大。

图3 双吊钩式抛丸清理机JC-Q378清理室内部形状
4 应对措施
抛丸处理过程对铁路货车轴承352226X2-2RZ密封罩的尺寸及VD3p和Vd3p的影响很大。
为了减小抛丸处理过程对铁路货车轴承352226X2-2RZ密封罩的尺寸及VD3p和Vd3p的影响,在达到清理的目的前提下,减少抛丸时间,从而减小了密封罩变形的机会,为前期加工过程预先修正创造条件,为后续加工打好基础。

图4 抛丸前密封罩尺寸及形状误差的调整
5 结束语
通过上述分析及采取的相应对策,很好地利用抛丸加工优点,同时,通过尺寸和形状误差的调整和严格控制,避免了抛丸加工中存在的问题,保证了密封罩的质量。
(编辑:王立新)
Pellet blasting treatment effect on bearing sealing cover size and shape
Zhou Yongjie, Zhao Rifeng, Liu Xin
( Precision Cage Co., Ltd.,Wafangdian Bearing Group, Wafangdian116300, China)
By analyzing the the inner diameter and the outer diameter of the railway wagon bearing 352226X2-2RZ sealing cover before and after pellet blasting processing , it was discovered that after pellet blasting both inner and outer diameter sizes and outside diameter roundness of inner ring have increased in different degrees . On the basis of detailed analysis of this increase reason, this paper puts forward the matters needing attention in the pre-processing of pellet blasting and the dimensions and geometric precision that needed to be adjusted, which could effectively prevent the negative effects of the shot blasting processing on the quality of the workpiece.
railway wagon bearing ; sealing cover ; pellet blasting treatment; dimensions and geometric accuracy
TH133.33+2
B
1672-4852(2017)02-0035-03
2017-04-10.
周永杰(1971-),男,工程师.
猜你喜欢
建筑与预算(2024年1期)2024-03-01 09:23:04
建筑与预算(2022年12期)2023-01-09 08:44:38
建筑与预算(2022年10期)2022-11-08 08:47:18
河北理科教学研究(2022年2期)2022-09-17 01:29:48
中国临床医学影像杂志(2022年5期)2022-07-26 07:11:48
装备制造技术(2021年2期)2021-07-21 05:38:46
广东交通职业技术学院学报(2020年4期)2021-01-21 07:37:44
哈尔滨轴承(2020年1期)2020-11-03 09:16:18
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
分析化学(2017年12期)2017-12-25 11:42:47
