
透明质酸添加对细菌纤维素发酵生产的影响
2017-07-31 23:58丁勇张岢薇邵明亮罗仓学
中国酿造 2017年7期
丁勇,张岢薇,邵明亮,罗仓学*
(陕西科技大学食品与生物工程学院,陕西西安710021)
透明质酸添加对细菌纤维素发酵生产的影响
丁勇,张岢薇,邵明亮,罗仓学*
(陕西科技大学食品与生物工程学院,陕西西安710021)
为改善干态细菌纤维素(BC)的复水率,研究在发酵过程中添加透明质酸(HA)对BC膜性质的影响,并通过傅里叶变换红外光谱(FTIR)、X-射线衍射(XRD)、热重分析(TGA)表征HA-BC复合膜的性质。结果表明,与未添加HA的BC膜相比,发酵前添加1 g/L的HA能够有效提高BC膜的复水性,复水率最高为23.58%,发酵过程中pH、还原糖、可溶性固形物变化趋势与未添加HA组相似,HA的添加对BC的合成过程影响不大。FTIR结果表明,HA与BC形成了复合膜;TGA与XRD结果显示,HA-BC复合膜的热稳定性提高,结晶度降低,导致其复水率增加。研究结果表明,添加HA能够生产复水率较高、热稳定性较好的HA-BC复合物。
细菌纤维素;复水率;透明质酸;傅里叶变换红外光谱;X-射线衍射;热重分析
细菌纤维素(bacterial cellulose,BC)又称纳塔(Natta),是一类由微生物发酵合成的纤维素的总称[1]。作为一种天然高分子纳米结构材料,其具有纯度高、机械性能好、可塑性强以及含水率高、生物相容性好、生物可降解等特性,因此在食品、生物医药、造纸工业、音响器材、化妆品、膜滤器等领域被广泛应用,具有良好的经济和社会效益。但BC湿膜含水率高,运输困难,成本成倍增加,对BC膜进行干燥处理是有效的解决办法。然而,干燥后的BC膜复水性仅占原来的12%~16%[2],相应的纳米级三维网状结构改变,结晶度增大,杨氏模量增加,硬度提高,很大程度上破坏BC膜的优良性能,干态BC膜的复水与持水力的降低极大地限制了其在食品等行业的应用。为改善BC膜干燥后性能缺失的现状,利用BC表面积大且含有大量羟基基团,很容易与其他生物材料产生共价键而形成复合物的特点[3],对BC改性以增强其功能性成为研究热点之一。赵梓年等[4]利用冷冻-解冻法制备了细菌纤维素/聚乙烯醇双网络复合水凝胶,增强了复合水凝胶的含水率、平衡溶胀比、拉伸强度和压缩强度。霍明明[5]分别采用浸泡法、生物复合法、交联法和凝胶法制备出透明质酸-细菌纤维素复合物,发现不同方法制备的复合材料力学性能提高,结晶度随透明质酸浓度的升高而降低。
透明质酸(hyaluronic acid,HA)是一种存在于大多数哺乳动物组织的氨基葡萄糖,属于生物活性分子。具备保湿、预防和修复皮肤损伤,调节蛋白质,调节血管壁的通透性,水电解质扩散及运转,润滑关节,促进创伤愈合等功能,可结合自身400倍以上的水,是自然界中最好的保湿因子[6]。
本研究在BC发酵过程中添加HA制备HA-BC复合膜及对发酵过程的影响,以复合膜产量与复水率为评价指标,确定HA的最佳添加时间和添加量,并检测HA的添加对BC发酵过程的影响,通过傅里叶变换红外光谱(Fouriertransforminfraredspectroscopy,FTIR)、X-射线衍射(X-raydiffraction,XRD)、热重分析(thermogravimetric analysis,TGA)表征原位改性的BC膜,以期改善干态BC膜的复水性能。
1 材料与方法
1.1 材料与试剂
木醋杆菌(Acetobacter xylinus)DS398:由陕西科技大学食品与生物工程学院发酵产品实训中心保藏;蔗糖、酵母粉、蛋白胨、硫酸镁、磷酸二氢钾、无水乙醇、冰乙酸、柠檬酸、氢氧化钠(均为分析纯或生化试剂):国药集团化学试剂有限公司。透明质酸(分析纯):合肥博美生物科技有限责任公司。
培养基[7]:蔗糖40g/L,酵母浸粉5g/L,蛋白胨5g/L,磷酸二氢钾1 g/L,无水硫酸镁0.5 g/L,柠檬酸2 g/L,pH5.0,无水乙醇10 mL/L。
1.2 仪器与设备
Sartorious BSA323电子天平:赛多利斯科学仪器(北京)有限公司;PHS-2C酸度计:上海雷磁仪器科技有限公司;MASTER-M手持糖度仪:日本Atago公司;722E型可见分光光度计:上海光谱仪器有限公司;FD-1A-50真空冷冻干燥机:上海比朗仪器制造有限公司;VECTOR-22傅里叶变换红外光谱仪(FTIR):德国Bruker公司;D/max2200PC型X射线衍射仪:日本理学科技有限公司;TGA Q500热重分析仪:美国TA公司。
1.3 方法
1.3.1 BC的发酵生产与纯化
采取普通培养基发酵生产BC,装液量100 mL/250 mL,接种量5%,29℃条件下静置培养5 d。发酵结束后取出BC膜用蒸馏水多次冲洗,去除表面杂质后,再浸入0.1 mol/L的NaOH溶液中,煮沸2 h,除去残存的菌体和培养基,直至膜呈乳白色半透明状。后用质量分数为1%醋酸和蒸馏水反复冲洗至中性,浸入蒸馏水中冷藏(温度4℃)保存待用。
1.3.2 HA-BC膜的制备
(1)HA添加时间对BC膜产量和复水性的影响
分别在发酵时间0、1 d、2 d、3 d、4 d加入0.5 g/L HA。发酵5 d后取出HA-BC复合膜,进行纯化处理,采用真空冷冻干燥至恒质量,并对HA-BC复合膜产量、和复水率进行比较。
(2)HA添加量对BC膜产量和复水率的影响
接种前在无菌环境中加入不同添加量HA(0、0.5 g/L、1.0 g/L、1.5 g/L、2.0 g/L),发酵5 d结束取出HA-BC复合膜,进行纯化处后,采用真空冷冻干燥至恒质量,并对BC-HA复合膜产量、复水率进行比较。
1.3.3 BC膜产量与复水率测定
a.取出纯化处理后的BC膜,用滤纸吸干表面水分,直至无水滴滴下,称质量3次,取平均值即为湿质量M湿。
b.取出纯化处理后BC膜,将膜放置在聚四氟乙烯托盘上,经真空冷冻干燥至恒质量,取出称质量3次,取平均值即为BC膜干质量M干。
c.将BC干膜浸泡于蒸馏水中,每隔一段时间取出,用滤纸吸去表面残余水分,称质量直至质量不再增加,称质量3次,取平均值即为复水质量M复[8]。BC膜产量及复水率计算公式如下:

式中:M为细菌纤维素产量,g/L;V为培养基体积,L。
1.3.4 发酵过程中指标的测定
在添加HA发酵BC的过程中每天取样进行测定。pH值的测定:采用酸度计;可溶性固形物的测定:手持糖度仪;还原糖的测定:3,5-二硝基水杨酸(dinitrosalicylic acid colorimetry,DNS)比色法[9]。
1.3.5 HA-BC复合膜的表征
(1)傅里叶变换红外光谱
将干燥的HA-BC复合膜样品剪碎研磨,与溴化钾(KBr)混合压片,质量比1∶200,采用FTIR测试样品在波数450~4 000 cm-1范围内的红外吸收光谱,扫描次数32次,分辨率4 cm-1,测定样品图谱[10]。
3.加强对选拔任用干部工作情况的监督检查。以解决选拔任用干部中的突出问题、提高选人用人的公信度为切入点,重点监督检查被巡视单位违规违纪用人、拉票、跑官要官、买官卖官等问题,促进被巡视单位防止和克服选人用人上的不正之风。检查的情况要如实向党委和组织部门汇报和通报,对重要情况,要及时请示报告。对“跑官要官”的,要严肃批评,记录在案,并取消其被推荐、考察和作为候选人的资格,情节严重的要进行组织处理;对行贿“买官”的,一律先免去职务,再按有关规定处理;对受贿“卖官”的,要依纪依法严惩;对在民主推荐和选举中搞拉帮结派、拉票贿选的,要坚决查处,已经提拔的要从领导岗位上撤下来,坚决纠正用人上的不正之风。
(2)结晶度
X-射线衍射仪检测HA-BC复合膜的结晶度。X衍射测试条件:用铜镍发射靶,波长λ=0.154 06 nm,加速电场36 kV,电流20 mA,将干燥样品固定在旋转靶上,扫描步长0.01°,扫描5~60 s,结晶度扫描速度0.075°/s。结晶度[11]计算公式如下:
CrI=(I200-Iam)/I200
式中:CrI为结晶度,%;I200是主结晶峰200的最大衍射强度,cps;Iam指无定型区对应峰的强度,cps;(一般指2θ=18~20之间的最低衍射强度)。
(3)热重分析
热重分析仪测试HA-BC复合膜的热稳定性能,氮气(N2)保护,氮气流速为20 mL/min,升温速率为10℃/min,温度范围为0~600℃[12]。
2 结果与分析
2.1 HA添加时间对BC膜产量和复水性影响
分别在不同发酵时间(0、1 d、2 d、3 d、4 d)加入0.5 g/L HA,BC膜产量(湿质量)与复水率变化结果见图1。由图1可知,发酵时间在0~4 d范围内,随着HA的添加时间不同,BC膜产量逐渐增大后降低,复水率呈逐渐下降后趋于平缓的趋势。发酵第3天加入HA形成的复合膜产量最高,达到224.25g/L,原因可能是由于HA的加入增大了培养基黏度,在发酵3 d后加入使得大分子HA黏附在BC表面增加BC膜产量,后期产量降低可能与黏度过大影响BC合成有关。发酵前期加入HA能够增加BC膜复水率,后期加入复水率较低,可能是因为在发酵后期加入的HA是依靠氢键作用结合在BC表面,在后序纯化及干燥处理中极可能遭到破坏,HA取代率低;发酵前期加入HA占据了纤维合成空间,使合成的BC分子间隙变大,复水时水分子较易进入[13]。由于发酵前加入的HA会影响BC膜的合成,可能会改变生成的BC结构,发酵初始添加HA复水率高,但是产量较低,在发酵3 d添加HA,获得的BC膜产量较高,复水率较低。
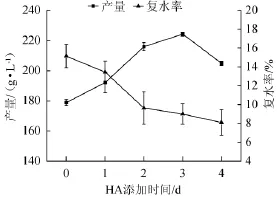
图1HA添加时间对BC膜产量与复水率的影响Fig.1 Effect of adding HA time on yield and rehydration rate of BC membrane
2.2 HA添加量对BC膜产量和复水性的影响
在发酵前加入HA,不同HA添加量对BC膜的产量(湿质量)与复水率变化结果见图2。由图2可知,HA添加量在0~2.0 g/L,HA-BC复合膜产量与复水率均呈先增大后减少的趋势。当HC添加量为1.0 g/L时,HA-BC复合膜产量最大,为247.47 g/L;当HA添加量>1.0 g/L时,HA-BC复合膜产量下降,其原因可能是HA添加量过量,导致培养基黏度过大,影响菌种生长代谢,阻碍纤维聚集[14],产量下降。与BC膜复合,HA特殊的保水作用能够增大HA-BC复合膜的复水率,并在HA添加量为1.0 g/L,HA-BC复合膜复水率最高为23.58%;但HA添加量>1.5 g/L时,HA-BC复合膜复水率下降。综合考虑,确定HA添加量为1.0 g/L。

图2HA添加量对BC膜产量与复水率的影响Fig.2 Effect of HA addition on yield and rehydration rate of BC membrane
2.3 添加HA发酵BC过程中培养基成分的测定
2.3.1 发酵过程中培养基pH值的测定
以不添加HA为对照组,发酵前添加1 g/L透明质酸,检测发酵5 d内BC培养基pH值的变化,结果见图3。由图3可知,发酵前控制培养基的pH值为5,发酵3 d pH急剧下降,随后趋于平缓。原因可能是在BC发酵过程中木醋杆菌不断增殖,产生葡萄糖酸与醋酸等导致[15]。发酵后期,由于培养基酸度过高,阻碍了木醋杆菌的生长,pH不再下降。对照组与添加HA组的BC培养基pH值变化趋势相同,说明HA的加入不会对木醋杆菌发酵细菌纤维素产酸造成影响。

图3 发酵过程中pH值的变化Fig.3 Changes of pH during fermentation
2.3.2 发酵过程中可溶性固形物的测定
以不添加HA为对照组,发酵前添加1 g/L透明质酸,发酵液中可溶性固形物的变化,结果见图4。由图4可知,两条曲线均呈逐渐降低后趋于平缓的趋势。在发酵的5 d内,木醋杆菌不断生长,利用碳源合成纤维素,培养基中可溶性固形物的含量逐渐降低,在发酵第3天时,添加HA组的可溶性固形物含量急剧降低,可能与此时为细菌的对数增长期有关。由于木醋杆菌可利用包括单糖、二糖和多糖在内的多种碳源和能源物质来合成纤维素[16],因此,HA的加入可能会导致培养基固形物含量的增加,促进细菌的生长。

图4 发酵过程中可溶性固形物的变化Fig.4 Changes of soluble solids during fermentation
2.3.3 发酵过程中还原糖的测定
以不添加HA为对照组,发酵前添加1g/L透明质酸,发酵液中还原糖含量的变化,结果见图5。由图5可知,还原糖在BC发酵5 d内总体呈现下降的趋势,前2 d内,加入HA后还原糖含量略增加,可能与高分子HA的降解有关。添加HA组与对照组还原糖变化趋势相同,说明HA的加入不影响BC的形成过程。HA组初始还原糖含量较高,发酵结束时与对照组接近,推测木醋杆菌可能利用了部分降解为低分子的HA。

图5 发酵过程中还原糖含量的变化Fig.5 Changes of reducing sugar contents during fermentation
2.4 HA-BC复合膜的傅里叶变换红外光谱分析

图6BC膜(a)及HA-BC复合膜(b)的红外图谱Fig.6 Infrared spectrogram of BC membrane(a)and HA-BC composite membrane(b)
红外光谱常用来确定物质中的特殊官能团或化学键[17]。BC膜及HA-BC复合膜的红外光谱图见图6。由图6a可知,在波数3 234 cm-1和3 257 cm-1之间出现的吸收谱带是OH键与NH键的伸缩振动作用;波数2896cm-1处的吸收峰是C=C伸缩振动;波数1 411 cm-1、1 616 cm-1处的吸收峰是对称与不对称的C=C伸缩振动作用;而波数1 153 cm-1、1 313 cm-1、1 037 cm-1处的吸收峰分别是氨基酸Ⅰ、Ⅱ、Ⅲ的作用。波数3 600~3 000 cm-1之间的吸收峰是OH键的作用。由图6b可知,波数3 000~2 800 cm-1之间的吸收峰是CH、CH2键的作用,波数1 200~900 cm-1之间的吸收是由C=O、C=O键的伸缩振动引起,其中波数1160cm-1处的吸收峰是羧酸基C-O-C伸缩振动引起,而在波数750 cm-1、710 cm-1处的吸收峰是纤维素典型的Iα、Iβ结晶形态峰。特别发现在波数1 745 cm-1附近加入HA的BC存在特殊吸收峰,如图6b中虚线框所示,而未添加的样品则未出现,说明添加HA使产物的化学结构发生了改变。
2.5 HA-BC复合膜的XRD分析
BC膜及HA-BC复合膜的XRD测试结果见图7。由图7可知,BC曲线上的三个衍射峰14.8、16.5和22.8分别代表了BC结构的(101)、(10)和(002)三个晶面[18],添加HA后,复合膜不仅出现了这三个峰,且在衍射峰2θ为14附近峰强增大,表明HA的加入未改变细菌纤维素的晶型。

图7BC膜(a)及HA-BC复合膜(b)的X衍射图Fig.7 X-ray diffraction graph of BC membrane(a)and HA-BC composite membrane(b)
通过拟合分峰计算出BC膜的结晶度为44.57%,发现添加HA后复合膜的结晶度有所下降,为40.92%,这可能是因为在纤维素形成之前,培养体系中就已有HA存在,HA的“占位”导致纤维三维网络间隙变大,结晶度变低[19],而结晶度的大小对BC膜吸水性有影响,结晶度减小,复水率增加,这一结果与BC膜的复水率变化保持了一致性。
2.6 HA-BC复合膜的热稳定性分析

图8BC膜(a)及HA-BC复合膜(b)的热重分析曲线Fig.8 TGA curves of BC membrane(a)and HA-BC composite membrane(b)
热重分析(TGA)是在程序控制温度下,测量物质的质量变化与温度或者时间的关系技术[20]。BC膜及HA-BC复合膜的热重分析曲线,由图8可知,BC膜在19.41℃开始分解,200.57~449.38℃为主要失重阶段,此阶段失重约43.99%,最大失重温度为278.67℃。HA-BC复合膜的起始分解温度为18.88℃,主要失重温度在210.69~450.45℃范围内,约失重52.56%,最大失重温度为297.21℃。HA-BC复合物与BC有类似的分解曲线,其在前100℃范围内失重较慢,100~200℃失重开始加快,发现加入HA后,最大失重温度提高,说明HA-BC复合膜的热稳定性较好,但其在主要分解温度范围内失重较多,可能与HA较易受热分解有关。
3 结论
本试验研究了添加透明质酸对BC膜的影响。发现发酵前添加1 g/L的HA能够提高BC膜的复水性,较未改性的BC复水率增加了16%。且发酵过程中pH、还原糖、可溶性固形物变化趋势与未添加HA组相似,说明HA的加入对BC的合成影响不大。对改性的复合膜进行表征,发现加入HA后,复合膜热稳定性提高,结晶度降低,导致其复水率增加,红外光谱显示HA-BC复合膜在波数1 745 cm-1附近出现特殊吸收峰,可能添加HA会改变产物的化学结构。研究结果为改善干态的BC膜复水性质与BC在各行业的推广应用提供了理论依据与技术参考。
[1]LOPES T D,RIEGELVIDOTTI I C,GREIN A,et al.Bacterial cellulose and hyaluronic acid hybrid membranes:Production and characterization [J].Int J Biol Macromol,2014,67(6):401-408.
[2]孙勇慧,刘鹏涛,刘忠.细菌纤维素的应用进展[J].材料导报,2015,29(5):62-67.
[3]王蕾,吴旭君,陈仕艳,等.原位添加静态发酵制备透明质酸-细菌纤维素生物面膜[J].材料导报,2015,29(12):43-47.
[4]赵梓年,王红.聚乳酸/细菌纤维素复合材料制备研究[J].塑料工业,2008,36(12):11-13.
[5]霍明明.细菌纤维素/透明质酸复合材料的制备及性能[D].天津:天津科技大学,2014.
[6]帕提古丽,海丽.透明质酸国内外生产现状及应用前景分析[J].新疆石油科技,2012,22(4):66-68.
[7]毋锐琴,杜双奎,李志西,等.细菌纤维素发酵培养基的优化及超微观结构分析[J].生物工程学报,2008,24(6):1068-1074.
[8]顾焱,陈春涛,朱春林,等.干扰因子调控细菌纤维素微观结构影响研究[J].中国酿造,2017,36(1):44-48.
[9]赵凯,许鹏举,谷广烨.3,5-二硝基水杨酸比色法测定还原糖含量的研究[J].食品科学,2008,29(8):534-536.
[10]RAMÍREZ J A Á,HOYOS C G,ARROYO S,et al.Acetylation of bacterial cellulose catalyzed by citric acid:Use of reaction conditions for tailoring the esterification extent[J].Carbohyd Polym,2016,153:686-695.
[11]KESHK S,SAMESHIMA K.Influence of lignosulfonate on crystal structure and productivity of bacterial cellulose in a static culture[J]. Enzyme Microb Tech,2006,40(40):4-8.
[12]YANG S Z,KAN H L,ZHANG T M.Application of hyaluronic acid in beauty and cosmetic[J].Food Drug,2010,12(7):275-278.
[13]吴敏.水溶性多糖对生物合成细菌纤维素的影响[D].海口:海南大学,2011.
[14]吴旭君.生物纤维素面膜的制备及其功能化产品开发[D].上海:东华大学,2014.
[15]梁天佐,吕广,张伟,等.透明质酸产生菌发酵条件优化[J].中国酿造,2010,29(3):132-135.
[16]BHANTHUMNAVIN W,WANICHAPICHART P,TAWEEPREEDA W,et al.Surface modification of bacterial cellulose membrane by oxygen plasma treatment[J].Surf Coat Tech,2016,306:272-278.
[17]ASHORI A,SHEYKHNAZARI S,TABARSA T,et al.Bacterial cellulose/silica nanocomposites:Preparation and characterization[J].Carbohyd Polym,2012,90(1):413-418.
[18]HUANG H C,CHEN L C,LIN S B,et al.In situ modification of bacterial cellulose network structure by adding interfering substances during fermentation[J].Bioresource Technol,2010,101(15):6084-6091.
[19]于学丽,王传栋,李保陆,等.透明质酸的改性及其应用[J].生物医学工程研究,2005,24(1):61-66.
[20]朱清梅,冯玉红,林强,等.细菌纤维素/透明质酸复合材料的生物合成及表征[J].纤维素科学与技术,2010,18(3):1-6.
Effect of hyaluronic acid addition on fermentation process of bacterial cellulose
DING Yong,ZHANG Kewei,SHAO Mingliang,LUO Cangxue*
(School of Food and Bioengineering,Shaanxi University of Science and Technology,Xi'an 710021,China)
In order to improve the rehydration rate of dried bacterial cellulose(BC),the effect of hyaluronic acid(HA)addition on BC membrane was researched,and the properties of the HA-BC composite membrane were analyzed by Fourier transform infrared spectroscopy(FTIR),X-ray diffractions (XRD)and thermogravimetric analysis(TGA).The results showed that compared with the BC membrane without HA,the BC membrane added 1 g/L HA before fermentation could improve effectively the rehydration rate of BC membrane,the maximum rehydration rate was 23.58%,and the variation trends of pH,reducing sugar and soluble solids were similar to that of the unadded HA group during fermentation,and the addition of HA had little effect on the synthesis of BC.FTIR results indicated that HA and BC form a composite membrane;TGA and XRD results indicated that the thermostability of HA-BC composite membrane increased and the degree of crystallinity decreased which resulted in the increase of rehydration rate.As a result,the addition of HA could produce the HA-BC composite membrane with higher rehydration rate and better thermostability.
bacterial cellulose;rehydration rate;hyaluronic acid;FTIR;XRD;TGA
TS201.3
0254-5071(2017)07-0100-05
10.11882/j.issn.0254-5071.2017.07.022
2017-04-08
陕西省教育厅专项科研计划项目(14JK1089)
丁勇(1974-),男,讲师,硕士,研究方向为发酵工程。
*通讯作者:罗仓学(1959-),男,教授,硕士,研究方向为食品加工及资源综合开发利用。
猜你喜欢
河南化工(2022年3期)2023-01-04
印染助剂(2022年11期)2023-01-03
电子测试(2022年16期)2022-10-17
昆明医科大学学报(2021年5期)2021-07-22
振动工程学报(2020年4期)2020-08-13
丝绸(2020年6期)2020-06-23
科技资讯(2019年24期)2019-11-11
中成药(2017年9期)2017-12-19
江苏农业科学(2015年1期)2015-04-17
科技创新导报(2014年34期)2015-01-13
