大型钛-钢复合板塔器制造工艺研究
2017-07-24 16:57武晓伟肖昌辉张恩远
化工装备技术 2017年3期
武晓伟 肖昌辉 张恩远
(1.中国船舶重工集团公司第七二五研究所 2.洛阳双瑞特种装备有限公司)
大型钛-钢复合板塔器制造工艺研究
武晓伟*1,2肖昌辉1,2张恩远1,2
(1.中国船舶重工集团公司第七二五研究所 2.洛阳双瑞特种装备有限公司)
介绍了钛-钢复合板塔器的制造工艺,包括关键零部件的制造、钛-钢复合板的焊接、焊缝质量检验、热态循环试验和阳极化处理等,对钛-钢复合板类似设备的制造、检验具有一定的参考意义。
钛-钢复合板 塔器 热态循环试验 阳极化处理 焊接 安装
钛和钛合金作为结构材料有许多特点,包括密度小,抗拉强度高,比强度大,在氧化性、中性及有氯离子的介质中耐腐蚀性能均优于不锈钢。钛和钛合金还具有塑性、韧性好,线膨胀系数和热导率较小,焊接性良好,易于成形等优点,近年来已在石油化工、冶金、造纸、海洋工程等领域广泛应用[1]。
钛-钢复合板容器是用钛作衬里的耐蚀压力容器。由于钛材本身的焊接有一定的难度,再加上钛材与钢材线膨胀系数不同,因此钛-钢复合板的焊接具有很强的特殊性,对焊接的要求更为复杂和严格。此外,钛-钢复合板塔器组装完成之后,还要进行阳极化处理和热态循环试验,这些技术目前在国内只有少数几家企业具备相关的制造经验和成熟的工艺。
1 塔器制造工艺
该钛-钢复合板塔器的主体材料为TA2+Q345R复合板,塔体直径为DN3400 mm,设计高度为50 m,设计质量约为90 t。根据现场实际情况及运输条件限制,塔体分两段制造和发货运输,到现场再进行组装。本文重点介绍塔体的焊接、探伤、热处理、阳极化处理和热态循环试验等制造过程中的关键环节。
1.1 钛-钢复合板的焊接
钛及钛合金具有良好的可焊性,但是钛及钛合金设备在整个装配、焊接过程中极易受到污染[2],因此在塔的整个制造过程中必须严格按照以下要求进行焊接。
1.1.1 清洁度的要求
(1)场地的要求
钛材放置场地和钛材焊接场地最好安排在单独划分的区域,非专业人员不得进入,每天按时拖地以保证地面清洁;所有放置钛材的地面应铺垫胶皮,防止钛材表面划伤;钛材表面罩上塑料布,每次材料取用完毕应用塑料布盖好,防止污染。
(2)铆焊工要求
所有铆焊工在塔器制造过程中应穿干净的工作服,戴干净的棉手套或焊工牛皮手套,手套被油污污染后,马上更换。所有进入施工场地的人员,必须穿干净的鞋套。班组至少备3套鞋套,确保每次施工时鞋套干净。
(3)钛材吊装工具要求
若钛材需要吊装,应对卡具接触钛材的表面采用胶皮保护,使卡具不直接接触钛表面,同时还要保证吊装的安全性。
(4)装配焊接前要求
所有钛填条(垫板)组对焊接之前,应对钛覆层表面焊缝两侧100 mm范围内用氧化铝百叶轮抛光,并用丙酮擦洗干净,确保在装配垫板及盖板前焊缝两侧表面清洁。清理过的焊缝超过0.5 h未焊完的,需重新抛光后再焊接。注意必须用氧化铝百叶轮,严禁用不锈钢抛光轮,尤其不能使用抛光过碳钢的抛光轮进行操作。所有钛材包括填条(垫板)、盖板、复盖板、焊材等装配焊接之前,必须用丙酮将表面的油污杂质清洗干净,并晾干后使用[2]。
(5)装配过程中的要求
铆工在所有钛垫板装配之前,一定要用压缩空气将焊接坡口吹干净才能进行安装;所有焊工必须持有钛焊接焊工证进行操作,铆工不得私自点焊;点焊的焊接工艺应与评定合格的正式焊接工艺相同,而且最后应使定位焊缝熔入永久焊缝中;铆工在装配盖板时,要求盖板与覆层内表面贴合严实,要保证间隙≤0.3 mm;贴合检验合格后,使用纸胶带将每条焊缝全部密封黏合,后续焊接时边焊边揭;在焊接过程中,如果发现盖板和覆层的间隙变大,则应用铜锤(或铝锤、或包橡胶皮铁锤)轻敲钛盖板,以保证盖板和覆层的紧密贴合。
1.1.2 装配间隙的要求
钛填条(垫板)下料时一定要根据纵缝内侧的坡口宽度进行下料,避免垫板与覆层之间熔焊时熔到基层焊缝中;填条装配之前一定要用砂轮机对所有壳体内侧基层焊缝进行打磨,直至与基层内表面齐平。装配盖板时,要求盖板与覆层内表面贴合严实,要求间隙≤0.3 mm。
钛衬管、钛衬环以及钛盖板与接管、法兰点装时应紧密贴合,要求间隙≤0.3 mm,并按零件图中的先后顺序进行焊接、热处理等过程。
1.1.3 焊接过程的要求
(1)钛-钢复合板纵缝、环缝组焊流程应严格按照作业标准书执行。
(2)每道焊缝实行责任制,焊工须经培训验证合格后上岗,对验证不符合要求的绝不允许施焊。
(3)制作合适的纵缝、环缝以及角缝的正面保护工装,同时还需在背面检漏孔通氩气进行保护。
(4)施焊前先确认焊缝是否已打磨,是否露出金属光泽,若发现存在氧化后的发乌情况,应用氧化铝抛光轮先行打磨待焊接区。同时检查施焊位置是否存在灰尘等污物,如有污物则需用压缩空气吹扫后再施焊。对本次未焊完的焊接区域,应确保纸胶带继续覆盖完好。
(5)氩弧焊焊接时尽量不要左右摆动,并且钨极不能碰到焊缝金属,如碰到则应去除焊缝中夹钨点,并修磨钨极尖端后再继续焊接。
(6)所有角缝焊接时分两遍施焊,第一遍加丝快速焊,第二遍再焊满坡口。所有角焊缝要饱满,如图1(c)所示,或至少要焊接到图1(b)所示的状态,不能像图1(a)。

图1 角焊缝饱满度
(7)在保证充分熔合的情况下,选用最低的线能量进行焊接。由于钛熔点高,导热性差(只有铁的1/4),且比热容小,因此过热区高温停留时间长(比碳钢长2.5~3倍),冷却缓慢,致使过热区会出现显著的粗大晶粒以及过烧现象,这种粗大晶粒的存在会导致过热区的塑性下降。但是线能量也不能太小,否则也会使塑性降低。
(8)为保证银钎焊部位焊接完成之后的强度及密封性能,需要在银钎焊完成之后用专用胶将该部位再黏合一遍。
1.2 焊缝质量检验
为了保证焊缝质量,筒体的基层焊完之后按NB/T 47013.2—2015《承压设备无损检测——第2部分:射线检测》要求对基层焊缝进行100%射线检测(RT),Ⅱ级为合格。
覆层焊完之后,首先进行外观检查。通过外观检查可发现的缺陷有:表面气孔、夹渣、焊穿、咬边、裂纹及其类似的表面缺陷。检查时配强光手电,沿焊缝两面进行检查。外观不合格的必须立即用电磨头将该部位修磨好,然后再用氩弧焊焊满。每焊一道焊缝,都需要进行焊接接头的表面颜色检查。根据焊接部位的表面颜色,可以判断焊接的质量,尤其是惰性气体的保护效果。如有焊缝呈蓝色,必须用电磨头将其去除再补焊。
着色探伤是检查焊缝表面缺陷的有效手段,可用于显示肉眼难以察觉的表面缺陷。每条焊缝焊完以后,按NB/T 47013.5—2015进行100%PT检测,Ⅰ级为合格。
气密试验:着色探伤之后将0.03 MPa的空气充入检验孔中,用肥皂水检验焊缝的密封性能。氨检漏:每道焊缝焊接完成后(尤其是纵缝),逐条进行氨检漏,确认是否存在泄漏点,同时对银钎焊未封死的位置进行补焊处理。之后在每个独立区域充入0.07 MPa氦气,用质谱仪检测钛焊缝是否泄漏。在检验期间,必须保证排气良好,以防止氦气积累。检测仪器的灵敏度为10-7Pa·m3/s。如果发现泄漏或缺陷,立即进行修补,然后再进行氦检漏。
通过上述多种检测手段的配合,最终保证了产品的焊缝质量。
1.3 热态循环试验
钛和钢的线膨胀系数相差较大,钛-钢复合板设备一旦处于某些极端工况,就会因为温差变大导致钛覆层处于受拉应力状态,若钛焊缝质量存在问题,就会造成焊缝开裂,甚至发生渗漏。
热态循环试验就是在设备内部通入蒸汽,模拟操作过程的温度变化。其中模拟操作过程中可能出现的极端工况,可以充分检测钛焊缝的焊接质量。该方法试验周期短、成本较低,但试验过程复杂、较危险。塔体由于其尺寸限制,只能在户外进行热态试验。塔体外部敷设保温层,考虑试验时塔体对流和辐射传热两部分的热量损失,确定锅炉的热负荷。图2是热态循环试验温度和压力循环过程图。
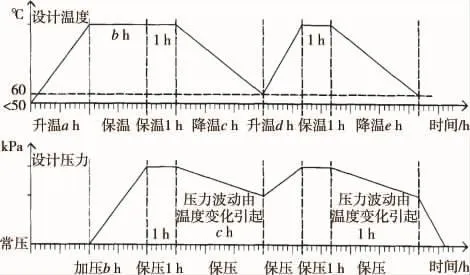
图2 热态循环试验温度和压力循环图
热态循环试验完成后,按照上述氦检漏的方案再次进行氦检漏,同时内部对焊缝表面进行PT检测,若发现泄漏必须修补好之后重新进行氦检漏。
1.4 阳极化处理
钛-钢复合板的阳极化处理是以钛材作为阳极,钢材作为阴极,在电解质中通入直流电使钛材预先钝化,在表面形成附着力强的、致密的惰性氧化膜,从而使钛覆层的耐腐蚀性能得到极大提高。
通过以往的制造检验经验,解决了电源选择、电解质溶液的制备、处理装置的准备及绝缘等问题,最终顺利完成整个钛-钢复合板塔器内部所有钛覆层的阳极化处理。最终效果:阳极氧化膜层呈深蓝色,连续、均匀、紧密结合在钛覆层上。
2 结论
(1)钛-钢复合板装配、焊接的关键点,一是保证清洁度,二是过程保护。只有认真做好这两方面的工作,再配合后期各种检测手段,才能有效保证焊缝的质量。
(2)钛-钢复合板塔器的制造要从材料质量控制、板材下料、封头和筒体的成形控制、装配和焊接质量控制、焊缝检测和返修、酸洗和包装控制等方面来联合进行。
(3)热态循环试验是对钛焊缝质量的最终验证,阳极化处理能够提高钛覆层的耐腐蚀性能。
[1] 任世宏,李巍,王迎君.钛复合板容器设备的制造 [J].电焊机,2003,33(12):39-43.
[2] 中国机械工程学会焊接学会.焊接手册 [M].北京:机械工业出版社,2005.
Research on the Manufacturing Process of the Large Titanium-Steel Clad Plate Tower
Wu XiaoweiXiao ChanghuiZhang Enyuan
The whole manufacturing process of titanium-steel clad plate tower is introduced,including parts manufacturing,welding of titanium-steel clad plate,welding quality test,thermal cycle test,anodic treatment,and etc,which has a certain guiding significance for the manufacture and inspection of titaniumsteel clad plate tower.
Titanium-steel clad plate;Tower;Thermal cycle test;Anodic treatment;Welding;Install
TQ 050.6
10.16759/j.cnki.issn.1007-7251.2017.06.016
2016-12-02)
*武晓伟,男,1988年生,硕士,工程师。洛阳市,471000。
猜你喜欢
核安全(2022年2期)2022-05-05
矿冶工程(2021年6期)2022-01-06
石材(2020年11期)2021-01-08
热喷涂技术(2019年3期)2019-11-14
中国特种设备安全(2019年3期)2019-04-22
山东工业技术(2016年15期)2016-12-01
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
浙江大学学报(工学版)(2015年1期)2015-03-01
组合机床与自动化加工技术(2014年12期)2014-03-01