
燃气用聚乙烯管的监督检验
2017-07-24 16:57:56符明海
化工装备技术 2017年3期
符明海
(上海特种设备监督检验技术研究院)
燃气用聚乙烯管的监督检验
符明海*
(上海特种设备监督检验技术研究院)
介绍了燃气用聚乙烯管的监检流程。结合聚乙烯管的生产工艺,阐述了聚乙烯管的监检方式及关注点。
燃气 聚乙烯管 监检 压力管道 原材料 制造工艺
1 燃气用聚乙烯管监督检验的背景
聚乙烯(PE)管的制造监督检验,是根据《特种设备安全监察条例》的规定而实施的一种强制性检验。国家质量监督检验检疫总局于2013年1月16日颁布了TSG D7001—2013《压力管道元件制造监督检验规则》,其目的是规范压力管道元件(埋弧焊钢管与聚乙烯管)制造监督检验工作,规范制造企业的质量管理和产品质量,确保产品的安全性能。
2 聚乙烯管生产工艺和监检流程
聚乙烯管生产工艺流程如图1所示,监检流程如图2所示。
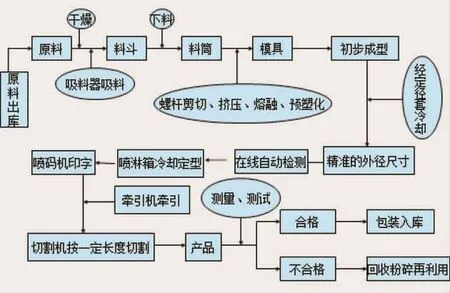
图1 聚乙烯管生产工艺流程
3 制造过程检验
3.1 产品组批的检查
燃气用聚乙烯管采用流水线的方式进行制造,对其制造监督检验按批进行。组批根据GB 15558.1—2015《燃气用埋地聚乙烯(PE)管道系统——第1部分:管材》的规定,以同一混配料、设备、工艺连续生产的同一规格管材作为一批,每批数量不超过200 t;生产期10天尚不足200 t的,则以10天产量为一批[1]。
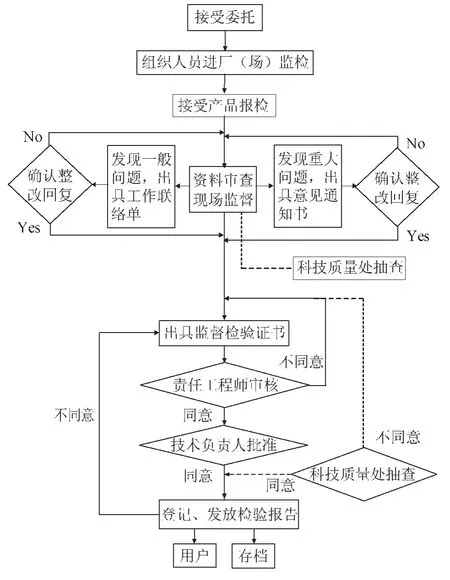
图2 聚乙烯管监检流程
3.2 检查原材料的控制
原材料是保证PE管质量的前提。生产管材使用的聚乙烯混配料,目前常用的有PE80和PE100。
原材料验收时应注意以下三点:
(1)审查原材料质量证明书是否有效,内容是否符合相关标准和合同的技术要求,数据是否齐全、正确和清晰。
(2)抽查材料实物标志是否符合材料标准,是否与材料质量证明书相符。
(3)对原材料的外观进行检验。原材料包装应无破损,打印标识(牌号、批号)正确。一般原料为圆柱状和扁圆状颗粒,粒度均匀一致,颜色一致,无其他杂质。
GB 15558.1—2015《燃气用埋地聚乙烯(PE)管道系统——第1部分:管材》中允许生产管材时所产生的本厂洁净回收料,可少量掺入同种新料中使用。有部分厂家在生产燃气用聚乙烯管时,为更好地控制产品质量,做出了 “禁止向原料内添加回收料”的严格规定。
3.3 检查制造工艺的执行情况
审查产品制造工艺操作记录与检查记录,是否符合有关安全技术规范及其相应标准的要求。必要时抽查产品制造工艺的执行情况。
聚乙烯管材的制造工艺包括原材料烘干、挤出、牵引、定径等;监检时主要查阅烘干、挤出、牵引、定径等工序的工艺文件并进行现场抽查。
烘干是保证产品质量的重要环节,原材料干燥后的水分含量需严格控制。使用烘箱和水分测试仪对原材料水分进行监测和记录。一旦发现水分含量不合格,应立即停止生产,待水分降到合格水平,方能继续生产。
对通过挤出、牵引和定径工序生产出的PE管,要查阅挤出监控的原始记录,并进行实物抽查,主要检验外观和尺寸。
3.4 检查产品出厂检验
出厂检验项目为外观、几何尺寸、静液压强度、断裂伸长率、热稳定性(氧化诱导时间)和熔体质量流动速率。
应在管材下线24 h后,同时状态调节至少4 h后,方可按有关标准测量管材尺寸并进行其他试验。试样一般在23℃±2℃的环境下进行状态调整。
管材外观应为黑色或黄色。黑色管上共应挤出至少三条黄色条,色条应沿管材圆周方向均匀分布。同时管材内外表面应清洁、光滑,不允许有气泡、明显的划伤、凹陷、杂质、颜色不均等缺陷。管材颜色应均匀一致。管材两端切割平整,并与管材轴线垂直。
几何尺寸需测量管材的外径、圆度、壁厚及长度,测量值应在标准规定的公差范围之内。
对PE管材热熔焊口质量进行检验。聚乙烯及聚乙烯复合管材的焊接过程为熔接。为保证焊接质量,需要控制PE管材热熔焊口的质量,确保焊口翻边光滑平整均匀,内外表面及翻边无裂纹、裂缝、杂质、污物、气泡或其他缺陷。
对外观尺寸经检查合格的管材按照抽样规则进行取样,进行静液压强度(80℃,165 h)、断裂伸长率、热稳定性(氧化诱导时间)和熔体质量流动速率试验。
对于静液压强度(80℃,165 h)试验,每批应至少抽查1根产品进行试验项目的检查,检查试验压力、保压时间、压力表的有效期及其试验结果是否符合规定。定期检查试验设备和试验条件是否符合要求。
3.5 检查产品标志
每批产品至少抽查1根进行标志检查。每根管子都应有标签,注明产品名称、规格、长度、顺序号、生产日期,标签的位置应在生产单位的工艺卡上明确规定。产品标记打印色带须和管材色条有较大的反差,以便明确分辨。
3.6 检查出厂文件
审查产品质量证明书(包括合格证)等出厂文件,检查其内容是否齐全、正确,是否符合规定,其提供的交货状态是否符合相关产品标准和合同的技术要求。
4 检查制造单位质量管理体系运转情况[2]
监检人员在监检过程中,应结合产品制造监检项目,每年至少2次对生产企业制造质量管理体系的运行情况进行检查。
5 型式检验和定型检验[1]
在监检过程中还应注意查阅型式检验和定型检验的报告。
5.1 型式检验
型式检验一般每两年进行一次。对管材按DN<75 mm、 75 mm≤DN<250 mm、 250 mm≤DN≤630 mm分成三个尺寸组,每个尺寸组选取任一规格进行试验。检验项目有外观、几何尺寸、静液压强度、断裂伸长率、耐慢速裂纹增长、热稳定性(氧化诱导时间)、熔体质量流动速率和纵向回缩率试验。
若发生以下情况之一,应进行型式试验:
(1)新产品或老产品转厂生产的试制定型鉴定;
(2)结构、材料、工艺有较大变动,可能影响产品性能时;
(3)产品长期停产后恢复生产时;
(4)出厂检验结果与上次型式检验结果差异较大时;
(5)国家质量监督机构提出型式试验的要求时。
5.2 定型检验
对同一设备制造厂的同类型设备首次投产或原材料发生变动时,应当进行定型检验。具体地说,就是对管材按 DN<75 mm、75 mm≤DN<250 mm、250 mm≤DN≤630 mm分成三个尺寸组,每个尺寸组选取任一规格进行定型试验。定型试验项目与型式检验相同。但对生产厂的最大公称外径和最大壁厚的管材,需增加耐快速裂纹扩展试验。
6 结束语
2013年1月16日国家质检总局颁布了TSG D7001—2013《压力管道元件制造监督检验规则》,规则的第二条规定了该安全技术规范的适用范围:“本规则适用于 《压力管道元件制造许可规则》所列的实施许可的压力管道元件(以下简称产品)的制造监督检验(以下简称监检)。”即将聚乙烯管归入了监检范围。同时第三十二条规定: “本规则自2013年7月1日起施行,原国家质检总局颁发的《压力管道元件制造监督检验规则(埋弧焊钢管与聚乙烯管)》(TSG D7001—2005)同时废止。”
2013年6月13日,质检总局办公厅发布了《关于暂缓实施<压力管道元件制造监督检验规则>的通知》(质检办特函[2013]583号)。该通知中规定: 《压力管道元件制造监督检验规则》(TSG D7001—2013)暂缓实施。
2015年6月19日质检总局办公厅颁布了 《关于压力管道气瓶安全监察工作有关问题的通知》(质检办特 [2015]675号)。该通知中明确规定:埋弧焊钢管与聚乙烯管应按 《压力管道元件制造监督检验规则(埋弧焊钢管与聚乙烯管)》(TSG D7001—2005)的规定继续实施制造过程监督检验。
PE管属于连续生产的产品,在监检过程中对其采用批量监检的方式进行监检。因此,应对生产过程中的关键点进行控制,突出监检要点,这样才能对提高监检质量、把好产品质量关起到事半功倍的效果。
{1] 全国塑料制品标准化技术委员会.燃气用埋地聚乙烯(PE)管道系统:GB 15558—2015[S].北京:中国标准出版社,2017.
[2] 国家质量监督检验检疫总局特种设备安全监察局.压力管道元件制造监督检验规则:TSG D7001—2013[S].北京:新华出版社,2013.
Supervision and Inspection of PE Pipes for Fuel Gas
Fu Minghai
The inspection process of PE pipe for fuel gas is introduced.Combined with the production process of PE pipe,the inspection methods and concerns of PE pipe are summarized.
Fuel gas;PE pipe;Supervision and inspection;Pressure pipe;Raw material;Manufacturing process
TQ 050.6
10.16759/j.cnki.issn.1007-7251.2017.06.017
2016-10-10)
*符明海,女,1969年生,高级工程师。上海市,200062。
猜你喜欢
中国特种设备安全(2022年2期)2022-07-08 01:59:58
中国特种设备安全(2021年4期)2021-10-13 06:42:30
中国特种设备安全(2021年3期)2021-07-28 06:53:50
电线电缆(2018年2期)2018-05-19 02:03:43
中国特种设备安全(2018年12期)2018-03-15 05:35:36
现代制造技术与装备(2015年4期)2015-12-23 10:20:20
中国塑料(2015年9期)2015-10-14 01:12:16
建筑与预算(2015年10期)2015-08-30 10:34:17
机械制造文摘(焊接分册)(2014年6期)2014-03-20 13:57:47
中国质量与标准导报(2014年9期)2014-02-28 22:25:22
