
TYC-0421树脂在全钢载重子午线轮胎外护胶和胎肩垫胶中的应用
2017-07-23 05:07:42杨尚毅
轮胎工业 2017年4期
黄 凯,杨尚毅
(杭州朝阳橡胶有限公司,浙江 杭州 310018)
近年来国内轮胎发展增速放缓,从高速增长过渡到了平稳发展的阶段,全钢载重子午线轮胎的产能已远远大于国内需求,轮胎用户也越来越理性,性价比成为挑选轮胎的主要因素。
TYC-0421树脂是国内企业开发的非热反应性热塑性树脂,具有长效增粘作用,可提高橡胶半部件的贴合精度。为了降低配方成本,本工作研究TYC-0421树脂替代进口Koresin树脂在全钢载重子午线轮胎外护胶和胎肩垫胶中的应用。
1 实验
1.1 主要原材料
天然橡胶(NR),20#标准胶,泰国产品;顺丁橡胶(BR),牌号9000,北京燕山石化橡塑化工有限责任公司产品;炭黑N330和N660,卡博特(中国)投资有限公司产品;白炭黑,无锡恒诚硅业有限公司产品;氧化锌,浙江联华锌品有限公司产品;硬脂酸,杭州油脂化工有限公司产品;防老剂4020和RD,中国石化集团南京化工厂产品;TYC-0421树脂,华奇(张家港)化工有限公司产品;Koresin树脂,进口产品;硫黄OT20,美国富莱克斯公司产品;促进剂DZ,青岛华恒助剂有限公司产品;促进剂NS,山东尚舜化工有限公司产品。
1.2 配方
1.2.1 外护胶
生产配方:NR 50,BR 50,炭黑N330 75,氧化锌 3.5,硬脂酸 2,防老剂4020 2,防老剂RD 1,Koresin树脂 4,硫黄OT20 2.5,促进剂DZ 1.2,其他 1。
试验配方以TYC-0421树脂等量替代Koresin树脂,其余均同生产配方。
1.2.2 胎肩垫胶
生产配方:NR 100,炭黑N660 35,白炭黑 15,氧化锌 5,硬脂酸 1,防老剂4020 2,防老剂RD 1.5,Koresin树脂 2,硫黄OT20 3,促进剂NS 1.5,其他 1.24。
试验配方以TYC-0421树脂等量替代Koresin树脂,其余均同生产配方。
1.3 主要设备和仪器
XK-160型开炼机,无锡市第一橡塑机械设备厂产品;3 L密炼机,佰弘机械(上海)有限公司产品;GK255型和GK400型密炼机,益阳双龙橡塑机械有限公司产品;XLB-D型平板硫化机,湖州宏侨橡胶机械有限公司产品;橡胶门尼粘度仪和Y3000E型压缩生热试验机,北京友深电子仪器有限公司产品;MDR2000型橡胶硫化仪,美国阿尔法科技有限公司产品;A1-3000-ND型拉力机,高铁检测仪器(东莞)有限公司产品;轮胎耐久性试验机,天津久荣车轮技术有限公司产品。
1.4 试样制备
1.4.1 小配合试验
胶料采用两段混炼工艺,一段混炼在3 L密炼机中进行,转子转速为80 r·min-1,混炼工艺为:生胶和小料→压压砣30 s→炭黑→压压砣→120 ℃提压砣→150 ℃排胶;二段混炼在开炼机上进行,硫化小料添加后薄通6次,下片备用。
1.4.2 大配合试验
胶料采用三段混炼工艺,一段混炼在GK400型密炼机中进行,转子转速为50 r·min-1,混炼工艺为:生胶、小料和炭黑→压压砣→120 ℃提压砣→145 ℃提压砣→160 ℃排胶;二段混炼在GK400型密炼机中进行,转子转速为50 r·min-1,混炼工艺为:一段混炼胶→压压砣→130 ℃提压砣→150 ℃排胶;三段混炼在GK255型密炼机中进行,转子转速为15 r·min-1,混炼工艺为:二段混炼胶、硫化小料→压压砣90 s→提压砣→98 ℃排胶。
1.5 性能测试
各项性能均按照相应的国家标准进行测试。
2 结果与讨论
2.1 理化分析
TYC-0421树脂的理化性能见表1。

表1 TYC-0421树脂的理化性能
从表1可以看出,TYC-0421树脂的理化性能满足指标要求。
2.2 小配合试验
2.2.1 外护胶
外护胶小配合试验结果见表2。
从表2可以看出:与生产配方胶料相比,试验配方胶料的门尼粘度略有增大,门尼焦烧时间明显缩短,硫化速度加快,加工安全性降低;硫化胶的100%和300%定伸应力、拉伸强度和拉断伸长率增大,压缩生热有所提高;老化后拉伸强度、拉断伸长率和撕裂强度略有增大。
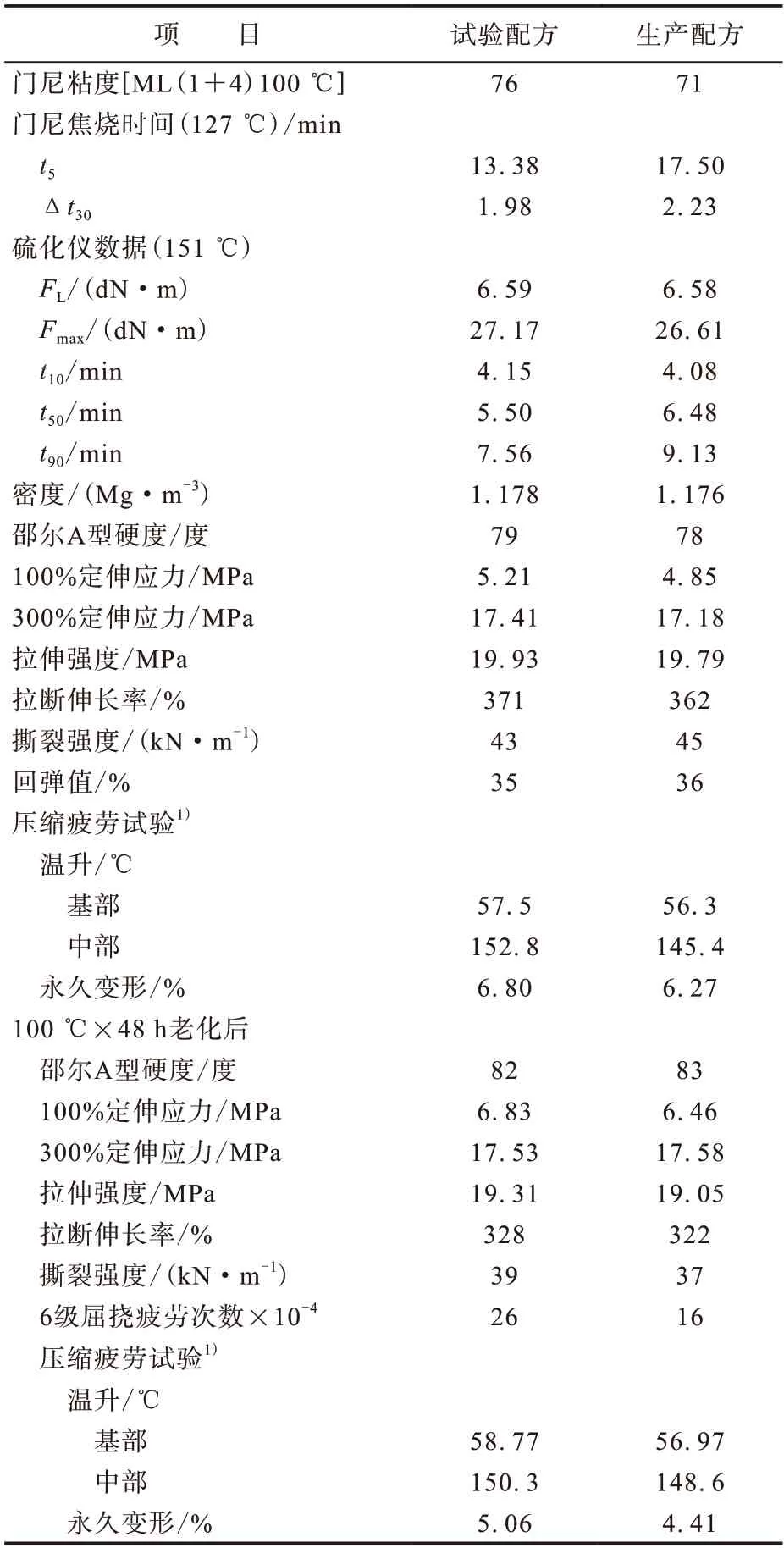
表2 外护胶小配合试验结果
2.2.2 胎肩垫胶
胎肩垫胶小配合试验结果见表3。
从表3可以看出:与生产配方胶料相比,试验配方胶料的门尼粘度基本相当,门尼焦烧时间明显缩短,硫化速度加快,加工安全性降低;硫化胶的100%和300%定伸应力减小,拉伸强度和拉断伸长率增大,压缩生热明显降低。

表3 胎肩垫胶小配合试验结果
2.3 大配合试验
2.3.1 外护胶
对外护胶配方平行进行了两次大配合试验,试验结果见表4。
从表4可以看出,与生产配方胶料相比,试验配方胶料的门尼粘度略有下降,硫化速度加快,硫化胶的定伸应力和拉伸强度略有增大,撕裂强度减小,老化后物理性能基本一致。

表4 外护胶大配合试验结果
2.3.2 胎肩垫胶
对胎肩垫胶配方平行进行了两次大配合试验,试验结果见表5。
从表5可以看出:与生产配方胶料相比,试验配方胶料的门尼粘度和门尼焦烧时间基本相当,但硫化速度略有加快,加工安全性基本一致;硫化胶的定伸应力和拉伸强度基本相当,拉断伸长率略有减小,压缩生热差别较小。

表5 胎肩垫胶大配合试验结果
2.4 工艺性能
TYC-0421树脂和Koresin树脂都是增粘树脂,在物理性能差别较小的前提下,重点评价半成品型胶的表面粘性。使用外护胶试验配方挤出的胎侧型胶和使用胎肩垫胶试验配方挤出的肩垫型胶常温停放7 d后使用,斜裁接头粘性和型胶表面粘性均与正常配方基本一致;常温停放10 d后粘性也能达到成型要求,基本满足工艺要求。
2.5 成品性能
使用试验外护胶配方的胎侧型胶和试验胎肩垫胶同时用于12.00R20 18PR CM998轮胎,并与正常轮胎在同一台机床上按GB/T 4501—2008进行耐久性对比试验。试验条件为:标准气压 830 kPa,额定负荷 3 750 kg,试验速度 56 km·h-1,分别在65%,85%,100%,110%,120%,130%,140%,150%和160%的负荷率下运行7,16,24,10,10,10,10,10和10 h,负荷至160%时轮胎损坏。
试验轮胎和正常轮胎的累计行驶时间分别为97.12和96.63 h,累计行驶里程分别为5 438.5和5 411.5 km,轮胎损坏形式分别为花纹沟裂口和胎冠爆裂。可以看出,试验轮胎与正常轮胎的耐久性能基本一致。
3 结论
在全钢载重子午线轮胎的外护胶和胎肩垫胶配方中以TYC-0421树脂等量替代进口Koresin树脂,硫化胶的物理性能基本相当,现场工艺情况基本一致,成品轮胎的耐久性能相当。该树脂已于2014年顺利投产,每年为公司降低约600万元的原材料成本,经济效益显著。
猜你喜欢
橡胶工业(2022年7期)2022-07-19 13:02:58
炼油与化工(2022年3期)2022-06-30 06:06:48
合成材料老化与应用(2020年2期)2020-05-28 07:53:36
中国特种设备安全(2019年3期)2019-04-22 05:05:38
当代化工(2017年8期)2017-09-12 06:43:52
山东工业技术(2016年15期)2016-12-01 05:30:43
合成材料老化与应用(2015年4期)2015-11-28 10:39:08
环境科技(2015年5期)2015-11-08 12:08:58
橡胶工业(2015年10期)2015-08-01 09:06:14
橡胶科技(2015年2期)2015-07-30 12:47:04
