
全溴化丁基橡胶气密层配方研究
2017-07-22 09:16孙宝兴姜在胜
轮胎工业 2017年6期
刘 娟,孙宝兴,姜在胜,刘 华,周 勇
(三角轮胎股份有限公司,山东 威海 264200)
溴化丁基橡胶(BIIR)作气密层,其低气透性有助于保持轮胎气压稳定,有利于降低轮胎滚动阻力,提高燃料效率。BIIR良好的粘合性能和综合性能有利于作无内胎轮胎的气密层和有内胎钢丝子午线轮胎的阻水层。
目前我公司巨型工程机械子午线轮胎的气密层配方采用氯化丁基橡胶(CIIR)和天然橡胶(NR)并用的方式。由于巨胎在部分软质矿山(如煤矿)的使用时间长达10 000 h,当前配方的气密层气密性略显不足。为提高巨型工程机械子午线轮胎的气压保持率,同时适应工作时间长、使用环境恶劣等工作环境,在现有工艺条件下,开发全BIIR气密层配方,同时降低轮胎成本,以期增强巨胎产品的市场竞争力。
本工作研究全BIIR气密层配方在巨型工程机械子午线轮胎中的应用效果。
1 实验
1.1 主要原材料
NR,SMR20,马来西亚产品;BIIR,美国埃克森美孚化工公司产品;CIIR,德国朗盛公司产品;炭黑N550,山东联科新材料股份有限公司产品;炭黑N660,青岛贝斯特科工贸有限公司产品。
1.2 配方
生产配方:CIIR 80,NR 20,炭黑N550 30,均匀剂42MSF 3.5,辛基增粘树脂SL1801 4,硫黄 1,促进剂DM 2.5,其他 13。
试验配方:BIIR 100,炭黑N660 60,环保油4,均匀剂42MSF 10,增粘树脂SP1068 10,促进剂DM 1.5,其余均同生产配方。
1.3 主要设备和仪器
XK-160型开炼机,上海橡胶机械厂产品;1.5 L密炼机,德国克虏伯公司产品;GK255型和GK400型密炼机,益阳橡胶塑料机械集团有限公司产品;XLB-Q 400×400×2型平板硫化机,上海第一橡胶机械厂产品;Instron 3367Q8137型拉力试验机,美国Instron公司产品;MDR2000型硫化仪,美国阿尔法科技有限公司产品;BPDRRT5109.001型回弹仪,德国Gwick公司产品;DMA动态粘弹谱仪,德国Cabo公司产品;橡胶疲劳龟裂试验机,扬州市精卓试验机械厂产品;低温脆性试验机,台湾高铁检测仪器有限公司产品。
1.4 试样制备
1.4.1 小配合试验
胶料在实验室1.5 L密炼机中采用两段混炼工艺进行混炼,转子转速为45 r·min-1,一段混炼工艺为:生胶、小料→压压砣炭黑→压压砣芳烃油→压压砣排胶(115 ℃);二段混炼工艺为:一段混炼胶、促进剂、硫黄压压砣压压砣→排胶。
1.4.2 大配合试验
胶料采用两段混炼工艺进行混炼。一段混炼在GK400N型密炼机中进行,转子转速为50 r·min-1,混炼工艺为:生胶、小料→压压砣→提压砣→炭黑→压压砣提压砣→环保油→压压砣提压砣→压压砣→排胶(120~125 ℃);二段混炼在GK255N型密炼机中进行,转子转速为25 r·min-1,混炼工艺为:一段混炼胶、硫黄、促进剂→压压砣提压砣→压压砣提压砣→压压砣→排胶(90~95 ℃)。
1.5 性能测试
各项性能均按相应国家标准进行测试。
2 结果与讨论
2.1 小配合试验
小配合试验结果如表1所示。
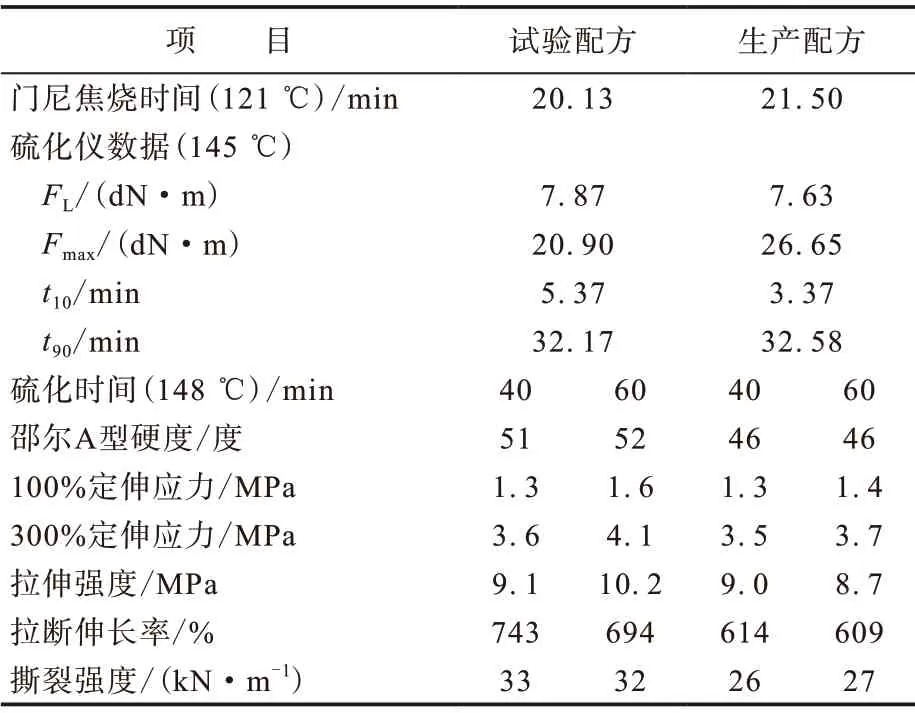
表1 小配合试验结果
从表1可以看出:与生产配方胶料相比,试验配方胶料的Fmax稍低,硫化速度相当;硫化胶的拉伸强度高0.1~1.5 MPa,拉断伸长率高85%~129%,撕裂强度高5~7 kN·m-1。
2.2 大配合试验
2.2.1 物理性能
为进一步验证全BIIR气密层配方的性能,在密炼车间进行大配合试验,试验结果如表2所示。
从表2可以看出:与生产配方胶料相比,试验配方胶料的转矩稍低,硫化速度稍慢;试验配方硫化胶老化前的拉伸强度高0.4~0.8 MPa,拉断伸长率高156%~170%,撕裂强度高4~5 kN·m-1;老化后拉伸强度高1.1 MPa,拉断伸长率高293%;从老化前后的物理性能来看,试验配方胶料的综合物理性能较好,耐老化性能更好。
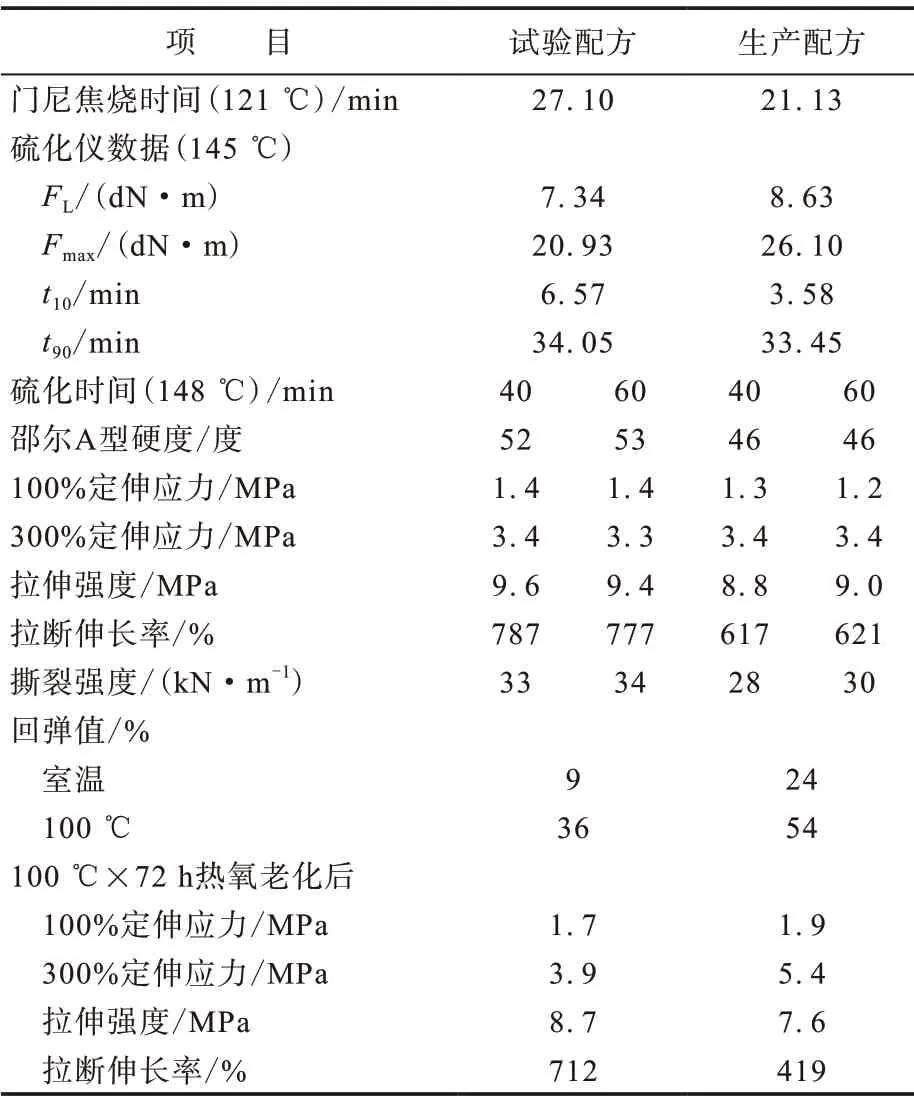
表2 大配合试验结果
2.2.2 气密性
老化前后气密性能如表3所示。

表3 胶料透气系数 cm2·(Pa·s)-1
从表3可以看出,老化前试验配方胶料透气系数较生产配方胶料小3.753×10-14cm2·(Pa·s)-1,气密性提高了42.8%,老化后试验配方胶料透气系数较生产配方小3.49×10-14cm2·(Pa·s)-1,气密性提高了39.9%,老化前后试验配方胶料的透气系数均小于生产配方胶料,说明试验配方胶料的气密性优于生产配方胶料。
2.2.3 耐屈挠性能
老化前后的耐屈挠性能如表4所示。
从表4可以看出:老化前生产配方在累计屈挠2.375万次时最先出现针眼,试验配方在累计屈挠6.593 8万次时出现针眼,老化前试验配方出现针眼的累计屈挠次数较生产配方高4.218 8万次;老化后生产配方在累计屈挠1.25万次时最先出现针眼,试验配方在累计屈挠10.391 7万次时出现针眼,老化后试验配方的累计屈挠次数较生产配方高9.141 7万次。
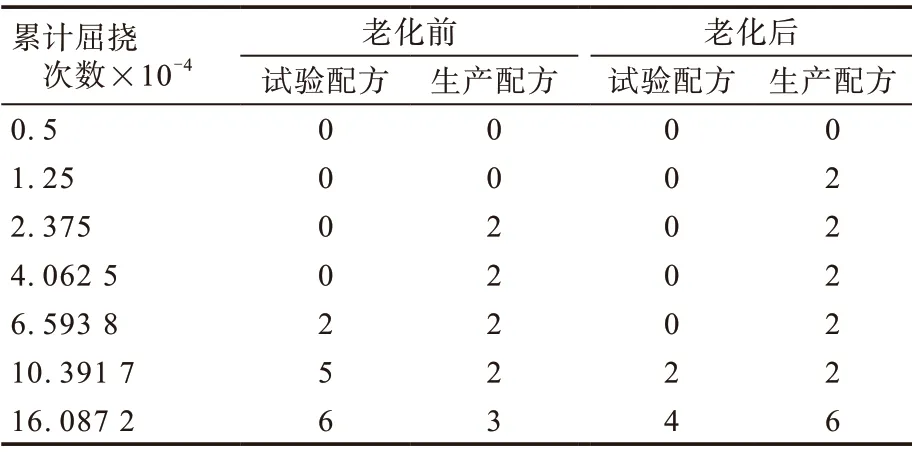
表4 老化前后耐屈挠等级
2.2.4 低温脆性试验
脆性温度为在一定条件下试样受冲击产生破坏时的最高温度。试样规格为长(25.0±0.5)mm×宽(6.0±0.5)mm×厚(2.0±0.3)mm。试验过程:测试前将试样静置于温度(23±2)℃,相对湿度(65±5)%环境中48 h以上,在低于预计的无破坏最低温度下开始试验,并每隔10 ℃做1组试验,直至获得最终无破坏为止。然后将低温槽的温度降低至已观察到破坏的最高温度,并逐渐升温进行试验,升温幅度为2 ℃,在每个温度下进行试验,直到试验在某一温度下获得最终无破坏时为止,记录该温度做为脆性的极限温度。
试验配方胶料的脆性温度为-45.8 ℃,生产配方胶料的脆性温度为-47.6 ℃,其中浸泡在酒精中5和30 min得到的结果相差无几。本试验测出试验配方胶料与生产配方胶料脆性温度相差1.8 ℃。
2.2.5 动态力学性能
试验配方和生产配方胶料的损耗因子(tanδ)与温度的关系曲线如图1所示。
轮胎在使用中主要承受交变应力作用,用动态粘弹谱仪数据表征硫化胶的动态力学性能是研究轮胎胶料的重要手段。0 ℃时的tanδ值表征胶料抗湿滑性能,其值越大抗湿滑性能越好。60 ℃时的tanδ值表征胶料的滚动阻力,其值越小滚动阻力越低。从图1可以看出,试验配方胶料的抗湿滑性能比生产配方胶料要好。
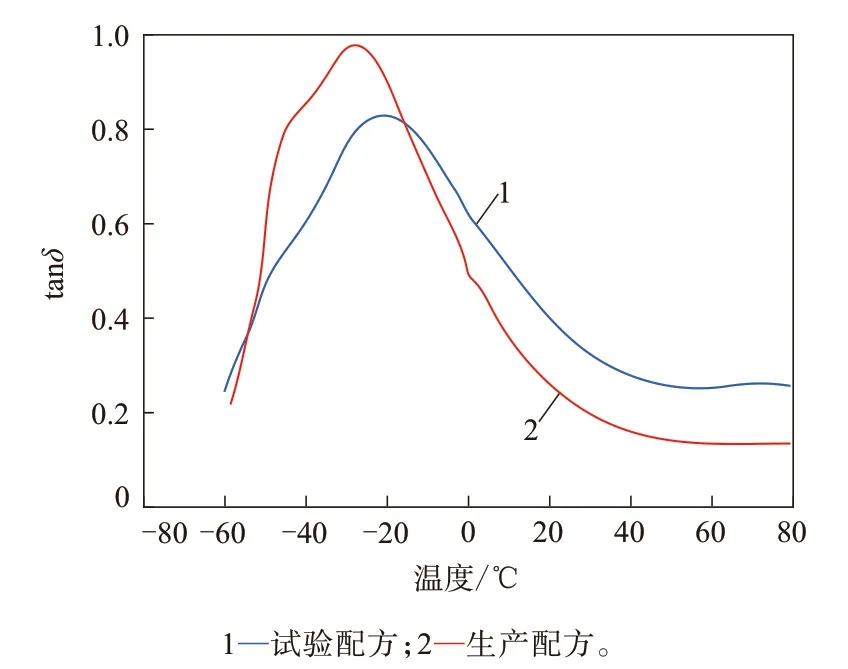
图1 胶料的tanδ-温度曲线
2.3 工艺性能
使用试验配方胶料,按照正常施工压延27.00R49规格巨胎气密层,成型后气密层接头情况如图2所示。从图2可以看出,胎内气密层接头处未出现撕裂情况。
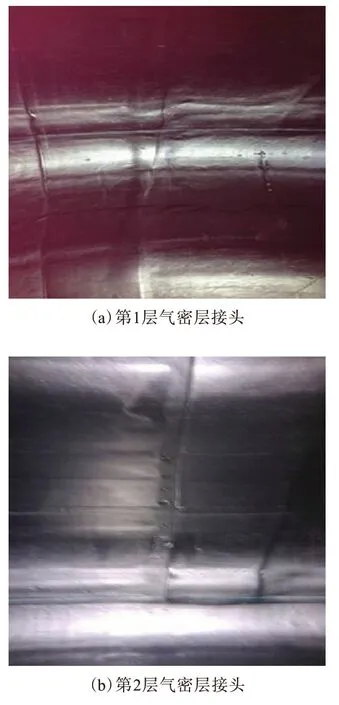
图2 气密层接头情况
2.4 成品试验
2.4.1 耐久性测试
采用试验配方胶料试制27.00R49 TB526S巨型工程机械子午线轮胎,并对成品轮胎耐久性能进行测试,结果如表5所示。
从表5可以看出,试验配方试制的成品轮胎机床耐久时间较正常成品轮胎长19 h,机床耐久时间延长18%,耐久性能改善。
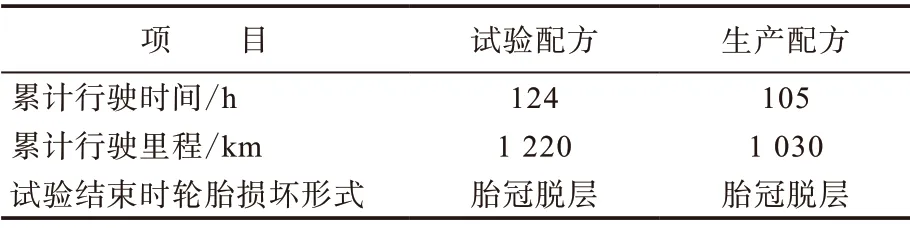
表5 成品轮胎耐久性测试结果
2.4.2 实际路试
2015年3月将7条规格为27.00R49 E4 T2A的试验气密层成品轮胎与7条正常气密层成品轮胎发往满洲里铜钼矿进行路试,数据反馈如表6所示。
从表6可以看出,两种成品轮胎使用情况良好,均未出现因气密性差导致的轮胎失效,但试验配方试制的轮胎充气频次每月较正常生产轮胎少11次,充气频次下降36.7%,气压保持率优于正常生产轮胎。
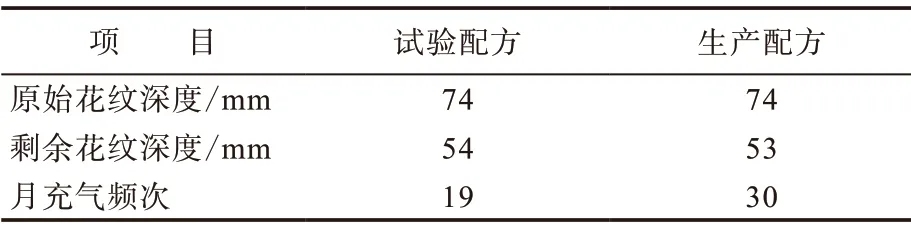
表6 成品轮胎路试结果
2.5 效益分析
使用全BIIR气密层胶料比正常生产胶料便宜0.99元·kg-1,每条27.00R49巨型工程机械轮胎能节约50元,用全BIIR气密层胶配方在巨型工程机械轮胎中替代现有配方有一定的成本优势。
3 结论
全BIIR气密层胶与原配方胶料相比,物理性能有所提高;老化前的气密性提高42.8%,老化后的气密性提高39.9%;机床耐久时间提高18%;实际使用过程充气频次下降36.7%,成本降低。
猜你喜欢
橡胶工业(2022年7期)2022-07-19
汽车工程师(2021年12期)2022-01-17
上海大中型电机(2021年2期)2021-07-21
科学与财富(2021年34期)2021-05-10
装备制造技术(2020年12期)2020-05-22
数理化解题研究(2019年22期)2019-08-26
兵器装备工程学报(2019年3期)2019-04-11
中国自行车(2018年7期)2018-08-14
橡胶科技(2018年7期)2018-02-16
橡胶工业(2015年10期)2015-08-01
