SPC统计过程控制在质量管理中的应用
2017-07-18 12:01王丹,吴伟
数字通信世界 2017年6期
王 丹,吴 伟
(深圳市华达玻璃钢通信制品有限公司,深圳 518001)
SPC统计过程控制在质量管理中的应用
王 丹,吴 伟
(深圳市华达玻璃钢通信制品有限公司,深圳 518001)
本文分析研究了SPC的统计原理以及使用方法,结合本公司的产品--- 高精度SMC卫星天线反射面的尺寸管控,着重介绍了生产过程中尺寸(-R Chart)控制图的建立技术,阐述了SPC统计过程在质量管控中的作用。
SPC;管控图;过程控制
1 引言
在SMC卫星天线反射面生产过程中,有许多不良因素需要控制,如尺寸不良、精度不良、外观不良等。如何运用技术手段,对上述不良因素进行监控,并找到有效的改善措施?这是我们质量管理人员关注的焦点。我们知道,提出任何一种行之有效的管控措施,都需要对来自生产过程中的大量测量数据进行统计和分析。现有的数据统计分析方法有很多种,我们作为一个规模化的复合材料制品生产企业,SPC以其具有使用简便、适用范围广、灵敏度高等诸多优点,被我们使用在生产统计过程控制中。
2 SPC统计原理和控制图实施方法
2.1 SPC
SPC是英文Statistical Process Control的字首简称,即统计过程控制。SPC是一种借助数理统计方法的过程控制工具,它对生产过程大量数据进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,达到控制质量的目的。
2.2 实施SPC
实施SPC分为两个阶段:分析阶段与监控阶段,这两个阶段所使用的控制图分别分析用控制图和控制用控制图。分析阶段是要确保生产在各影响要素无异常的情况下进行,即从5M1E(即人员、设备、物料、方法、测量、环境)六个方面分析工序不良产生的异常原因,找出对最终产品影响的关键不良因素。之后,用生产过程中的质量记录表收集检验数据,为关键因素建立过程控制界限,按质量特性值的类型来决定选用计量值控制图,还是计数值控制图。建立好控制图后,就可以使用控制图做过程管控了。
2.3 控制图
控制图也有很多种类,分析我司SMC卫星天线反射面的关键因素,主要有外观不良和尺寸不良两个因素,可以采用平均值与全距控制图(-R Chart)和不良率控制图(P Chart)。
对于我们来说,尺寸的管控更为重要,因此本文着重介绍SMC卫星天线反射面的尺寸(-R Chart)控制图的建立。控制图主要用于观察正态分布的均值的变化,R控制图主要用于观察正态分布分散或变异情况的变化,而-R控制图则将二者联合运用,用于观察数值正态分布的变化。
2.4 如何建立控制图
控制图的数据来源于生产过程的质量数据统计。确定合适样本组、样本大小和抽取间隔,用间隔取样的方法获得数据。控制图作图步骤如下:
2.4.1 收集并记录数据
收集并记录20~25个样本组的数据,或使用以前所记录的数据,通常每组样本量n=4-5个,保证控制过程的检出率为84%~90%。

式中,X1,X2…为子组内的测量值;n为子组容量

2.4.3 计算控制限

式中,D3,D4,A2为常数,它们随样本容量不同而不同,数值见表2和表3。

表2 系数A2

表3 系数D3,D4
2.4.3.3 作出控制线
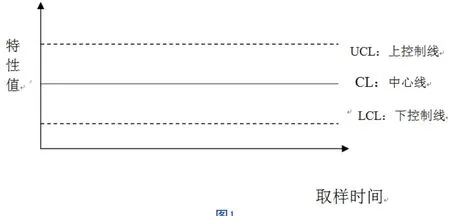
图1
2.4.3.4 绘制控制图
当分析用控制图中点子均在控制限之内或排列无缺陷时,表明生产过程稳定、无系统因素影响生产过程,尚不能说明不合格率小于允许值。因此,在分析用控制图基础上需要绘制控制用控制图。
相关步骤如下:
(1)消除系统因素。依据分析用控制图提供的信息判断生产过程是否稳定,即是否有系统因素在起作用。如果存在系统因素,应设法消除。
(2)重新计算控制限。剔除分析用控制图中无代表性的数据(如落在界限外点子的数据)后,重新计算中心线和控制限。
(3)确认分布范围位于公差界限之内。只有当生产过程稳定且产品质量特性值分布范围位于公差界限之内时,才能保证不出现大量不合格品。
3 SPC在SMC卫星天线反射面过程控制的应用
在确认生产过程稳定并具备足够的工序能力后,便可开始使用SPC进行数据统计分析,即建立和使用生产过程的控制图,抽取样本进行计算、绘图和分析,找出关键因素在生产过程中的变化。当超出控制限时,说明关键因素在生产中出现不可控,需提醒生产者采取纠正措施,防止不良品的产生。
SMC卫星天线反射面的尺寸是影响反射面接收性能的关键因素,其计量特性值,适合用基于正态分布、灵敏度高的-R计量控制图来做管控。在下述例子中,我们提取了天线安装孔的孔间距的尺寸测量数据,来说明如何进行SPC分析用控制图和控制用控制图的建立和使用。
表4 卫星天线反射面安装孔间距的数据与-R图计算表

表4 卫星天线反射面安装孔间距的数据与-R图计算表
3.1 尺寸测量数据
取尺寸测量数据,然后将数据合理分成25个分子组,参见表4。
例如,第一组样本的平均值为

其余数值参看表4所列。
3.3 计算各级样本的极差R
如第一组样本的极差为


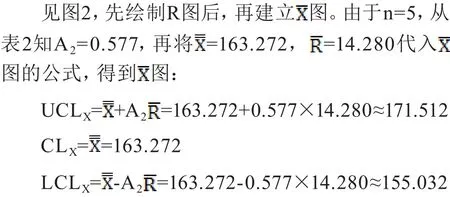
3.5 计算R图和X图的参数
计算R图的参数。从表3可知,当子组大小n=5,D4=2.114,D3=0,代入R图的公式,得到:
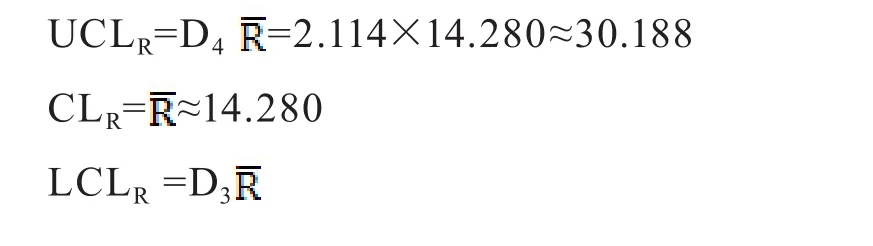
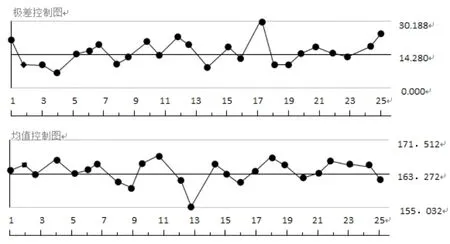
图2 第一次-R图
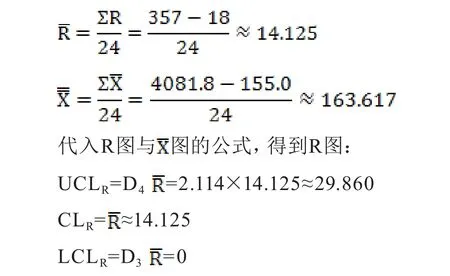
从图2可见,R图中第17组R=30出界。于是,舍去该组数据,重新计算如下:

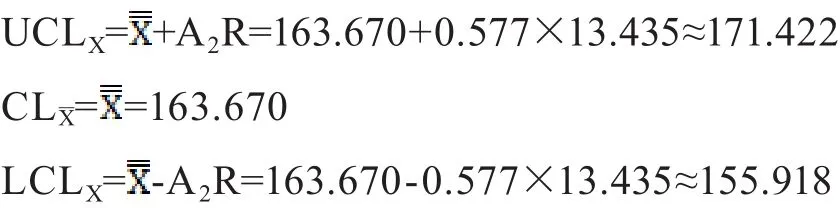
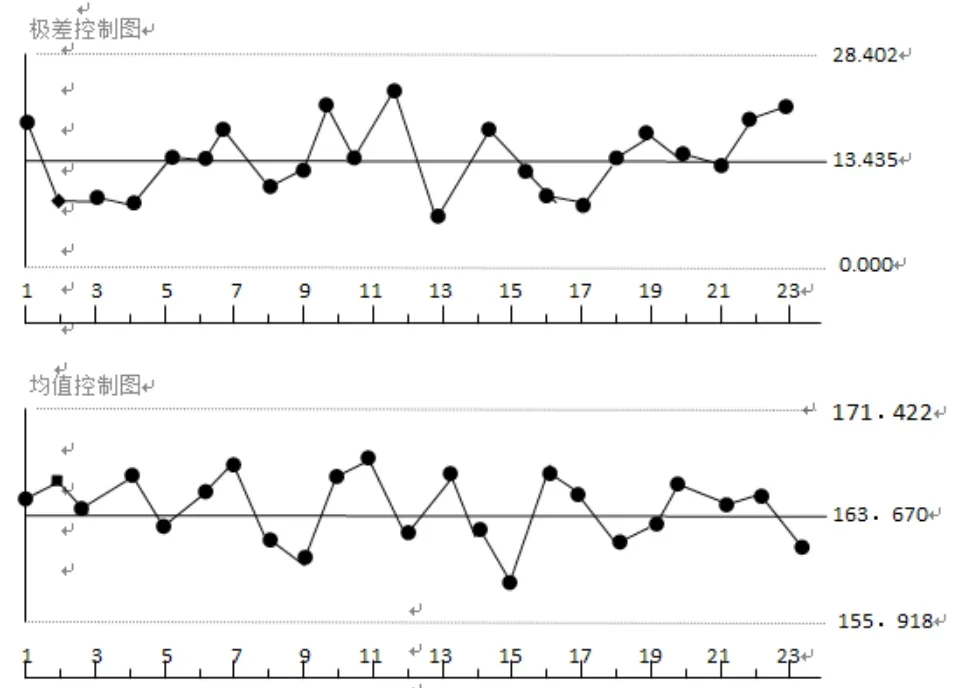
图3 第二次-R图
按图3所示,确定稳定生产状态下的极差控制图和均值控制图,此时控制图的控制界限已经根据分析阶段的结果而确定。在连续生产SMC卫星天线反射面中,按样本抽取产品做安装孔孔间距的测量,并按上述公式计算,将计算值绘制到控制图上。通过观察控制图中点的波动情况,能及时显示出孔间距尺寸在生产过程中是受控还是失控,从而体现出SPC预防控制的作用。
4 应用专业软件以简化计算和制图过程
在SPC统计过程中,为简化计算和制图过程,可使用专业的软件,也可用EXCEL软件编制,充分体现电算化的优势。可将上述的计算公式编入软件中,只要将检验记录的数值输入到表中,如表5的SPC数据分析表。就能自动计算出极差值和均值,再使用计算值绘制出控制图。如果加入判断函数,则可以自动警示计算值是否超限。
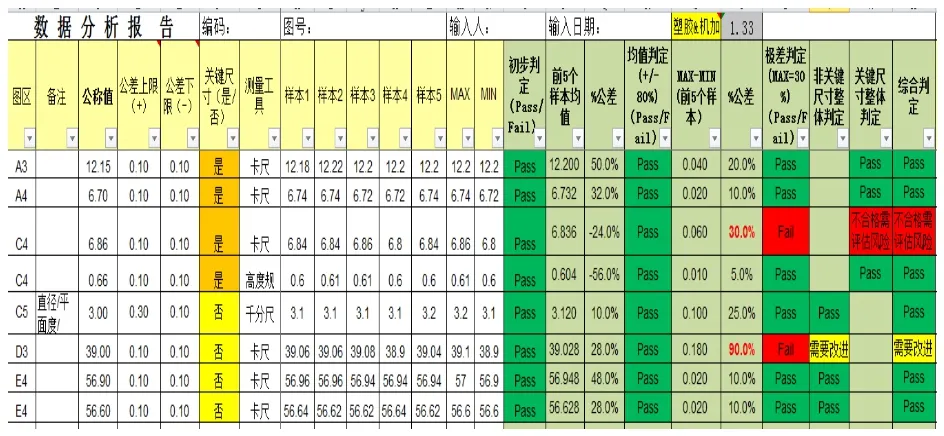
表5 SPC数据分析表
5 结束语
使用SPC统计过程控制这一质量管理工具,可以从连续的生产过程中,精确定位到生产中的不稳定因素,及时提出改善措施和解决不良因素的产生,提高了管理部门对生产过程的控制力度,大幅度降低了批量问题的发生。
Statistical Process Control Is Applied in Quality Management
Wang Dan, Wu Wei
(Shenzhen Huadar Smc & Communication Products Corp., Shenzhen, 518001)
This paper analyzed the SPC statistical principle and method of use, combined with the company's products - high precision SMC satellite antenna reflecting the size control, introduces the production process dimension (-R Chart) the establishment of the control charts technology, expounds the role of SPC statistical process in quality control.
SPC; Control chart; Statistical Process Control
10.3969/J.ISSN.1672-7274.2017.06.005
TN828.5文献标示码:A
1672-7274(2017)06-0016-04
王 丹,深圳市华达玻璃钢通信制品有限公司董事长。
吴 伟,深圳市华达玻璃钢通信制品有限公司质量部经理。
猜你喜欢
中国测试(2022年5期)2022-06-10
China’s foreign Trade(2021年6期)2021-12-26
航天制造技术(2020年5期)2020-11-10
天文学报(2020年5期)2020-09-28
科技传播(2019年22期)2020-01-14
北京航空航天大学学报(2017年5期)2017-11-23
汽车与新动力(2017年3期)2017-06-29
卫星与网络(2016年12期)2016-02-05
西部广播电视(2015年7期)2016-01-16
中华奇石(2015年5期)2015-07-09