
汽车电动助力转向电机过热失效问题分析及优化
2017-07-07 12:30蔡祥熙
车辆与动力技术 2017年2期
蔡祥熙
(北京汽车股份有限公司 汽车研究院,北京 101300)
汽车电动助力转向电机过热失效问题分析及优化
蔡祥熙
(北京汽车股份有限公司 汽车研究院,北京 101300)
介绍了汽车电动助力转向系统(EPS)电机过热对转向系统性能的影响,分析了造成电机过热的各种因素,根据各不同因素提出相应整改方案,并通过对比试验进行效果验证.主要基于某款车型在市场上出现的EPS电机过热烧蚀的问题,利用EPS调试系统监控控制器以及电机最高工作电流,发现控制器及电机最高工作电流超出最高设计值;通过将热电偶埋入电机碳刷内部跟踪测量电机工作温度峰值,发现电机内部温度高于碳刷架耐受温度.同时对比测量电机碳刷架材料耐热温度,发现本电机碳刷架耐热温度远低于行业内部分品牌电机,最后通过试验证实了以上多种导致电机过热烧蚀的原因,并逐一制定改进措施,最终解决电机过热烧蚀问题,验证效果良好.
电动助力转向系统;直流电机;碳刷;碳刷架;过热保护
电动助力转向系统英文全称Electronic Power Steering,简称EPS.EPS是根据作用在转向盘上的转矩信号和整车车速信号,通过EPS控制器使EPS电机产生相应大小和方向的辅助力,协助驾驶员进行转向操作,并获得最佳转向特性的伺服系统.EPS由电动助力单元直接提供助力,电动助力单元主要包括电机和蜗轮蜗杆减速机构[1].电机一般采用直流有刷电机或直流无刷电机,电机工作制类型采用S2工作制(短时工作制),具体见GB 755-2008,短时工作制电机要求在额定负载下按给定时间运行,电机在该时间内不足以达到热稳定,随之停机和断能,停机或断能时间足以使电机再次冷却到与冷却介质温度之差在2 K以内.根据以上要求,如果S2工作制电机长时间工作必然导致电机过热从而导致电机失效,如此说来电机工作负荷和工作时间的控制以及电机工作状况的实时监测和保护是防止电机过热过载失效的重要手段,在既定电机规格和工作环境下,通过技术手段提高电机工作效率,降低电机发热量,提升电机耐热性能也是防止电机过热过载失效的有效途径[2]. EPS电机工作载荷和工作时间由EPS控制器根据车辆驾驶需求和控制策略来控制[3],其中控制策略主要指使控制器根据电机内部器件和控制器发热元器件实时温度对系统工作电流进行限制,从而减少电机和控制器发热量,防止系统过热的一种过热保护策略.
EPS电机和EPS控制器温度过高,对转向系统产生影响如下:
1)控制器温度过高可能导致控制器部分温敏电子元器件性能漂移,如:分流电阻、MOSFET等,从而导致控制器性能漂移或者失效.
2)控制器温度过高可能导致控制器部分耐热性能差的电子元器件过热烧坏,从而导致控制器总成失效,进而导致EPS系统失效.
3)电机温度过高可能导致电机性能下降,无法按照设计要求提供正常转向助力.
4)电机温度过高可能导致电机内部耐热性能差的零件过热烧蚀,如:碳刷架、绕组等,从而导致电机总成失效,无法给转向系统提供助力.
本文基于对某款车型EPS电机过热失效案例,通过失效样件的拆解分析以及台架试验等手段,找出EPS电机过热失效的多种原因.根据各失效原因制定对应整改措施,并通过试验证实整改措施可有效改善转向系统过热问题.
1 问题描述
某款车型在上市后在市场上陆续出现车辆转向无助力问题,初步判断认为是EPS电机故障,经过对故障电机样件进行拆解分析发现,电机内部碳刷架存在过热烧蚀现象.通过模拟故障复现试验,同时测量电机碳刷和碳刷架温度,测量到电机碳刷架最高温度可达300 ℃,超出碳刷架材料熔点270℃.
2 故障原因分析
根据对故障电机样件的拆解分析和故障复现试验,以及根据电机发热理论,确认故障可能原因有以下几点.
2.1 EPS过热保护策略过松
为防止EPS系统过热,特别是电机过热,EPS控制策略里带有系统过热保护策略,该策略通过监测或计算控制器和电机的温度,对EPS系统工作电流进行控制,在温度过高时对EPS工作电流进行限制,在满足转向系统基本功能需求的情况下,降低EPS控制器和电机发热量,防止温度过高,部分汽车企业要求EPS系统在进入过热保护前满足转向系统全行程工作30个循环即可,转向器由左极限转到右极限再由右极限转到左极限为一个循环,或者在最大电流情况下连续工作5 s即可.本故障车型EPS控制器过热保护策略太松,在该控制策略下电机最长可在最大电流65 A下连续工作90 s,大电流工作时间过长可导致电机短时间内温度急剧上升而损坏,另外,进入过热保护后电流下降速度过慢,并且电流最小只下降到35 A,而35 A电流情况下电机发热量仍然大于电机散热量,依然无法使电机达到热平衡,导致电机温度持续上升.
2.2 电机碳刷架材料耐温性能不足
电机碳刷架主要用于安装电机碳刷和导电环,该碳刷架材料为PPS,其耐温性能不足,最高耐温270 ℃,而且PPS属于热熔型材料,温度超过270 ℃熔点后材料会熔化,熔化后的材料将堵住碳刷活动通道,导致碳刷无法与换向器正常接触,从而使电机失效.
2.3 控制器分流电阻高温性能漂移
控制器PCB板上分流电阻负责监测控制器输出给电机的工作电流,控制器内部温度升高后分流电阻产生性能漂移,测量电流值低于实际电流值,导致电机实际工作电流大于设计值,而且温度越高性能漂移越严重,导致电机最大工作电流超出设计值,在转向系统打到极限位置情况下,即EPS电机理论工作电流达到65 A时,实际电流达到最高71.5 A,根据焦耳定律
Q=I2R,
(1)
大电流进一步加大电机发热量.
根据以上分析,确定导致EPS电机过热失效的原因有电机本身耐热问题,也有控制器控制策略和电子元器件性能问题.
3 优化方案制定
根据以上故障原因分析,制定相应整改措施.
3.1 优化控制器过热保护策略
通过优化控制器过热保护策略,缩短电机大电流工作时间,同时,降低电机在过热保护策略介入后的工作电流,可有效降低电机最高工作温度.优化前过热保护策略控制曲线如图1所示,电机在最大电流65 A下最长可连续工作90 s,过热保护策略介入后电机工作电流最小下降到35 A.优化后过热保护策略控制曲线如图2所示.

图1 优化前过热保护策略
图2 优化后过热保护策略
由图2可知,优化后电机在55 A电流以上连续工作超过2 s即开始下降,此策略主要为防止转向系统在极限位置时,EPS电机长时间堵转,此工况下电机工作电流达到最大,但是效率为0,所有功率全部转换成热量,导致电机温度快速上升.在防止电机过热同时满足驾驶需求的情况下,电机在55 A以上电流连续工作超过2 s时,先将电流下降至30 A,在30 A工作电流情况下,转向系统基本性能不受影响,转向系统最大转向力不超过40 N,满足人机要求,如果30 A电流持续工作超过152 s,电流继续下降至17 A,在17 A电流下,电机发热量等于电机散热量,电机达到热平衡,温度不再上升,在17 A工作电流下,转向系统功能不受影响,但是转向性能明显下降,车辆转向困难,进一步提醒用户避免超负荷使用转向系统.
3.2 增加控制器温度补偿控制
通过增加控制器温度补偿控制策略,对控制器分流电阻检测电流进行修正,
I实际=I测量×ξ.
(2)
防止控制器内部温度过高时,因为分流电阻性能漂移导致电机实际工作电流大于理论工作电流,进而造成电机过热.控制器温度越高温度补偿系数ξ越低,对分流电阻检测电流的修正量就越大,正好弥补控制器分流电阻温度越高性能漂移越严重的问题.控制器温度补偿策略如图3所示.

图3 温度补偿系数与控制器温度的关系
3.3 优化电机碳刷形状
电机碳刷一端连接导电环,一端与电机电枢接触,主要用于连通电机导电环和电机电枢上的绕线,从而向电机绕线提供电源,该电机现用碳刷为梯形碳刷,碳刷与电枢有一个接触点,更改后碳刷为月牙形碳刷,碳刷与电枢的接触点增加至两个,从而降低单个接触点通过的电流,根据焦耳定律,电流下降,发热量也下降.优化前后碳刷结构如图4所示.
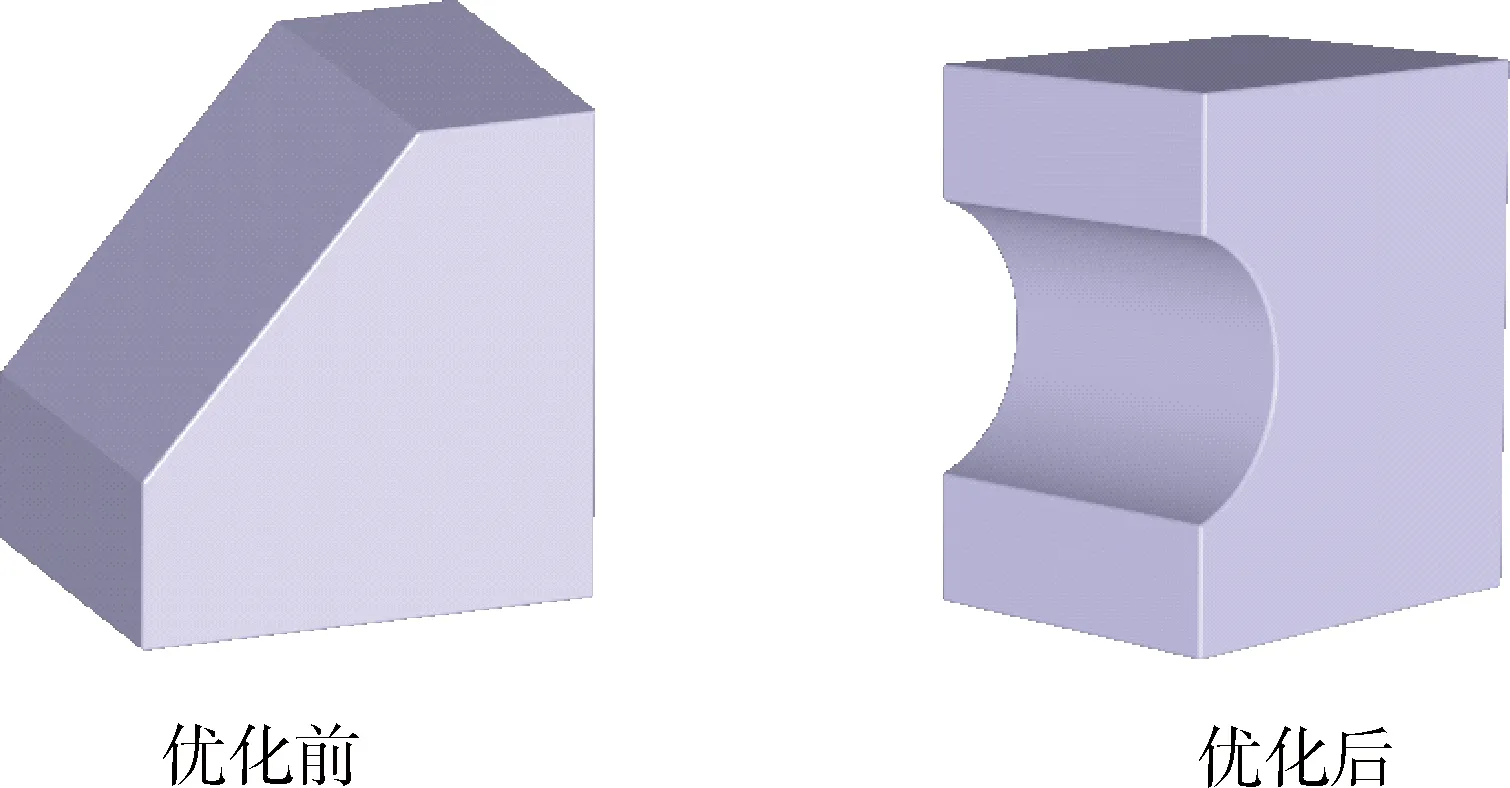
图4 优化前后碳刷结构
3.4 更改电机碳刷架材料
电机碳刷架材料PPS,最高耐热温度270 ℃,将碳刷架材料更改为酚醛树脂,最高耐热温度达400 ℃以上,而且酚醛树脂为热固性材料,即使温度超过400 ℃后也不会熔化,而是产生轻微形变和碳化,可有效避免碳刷架熔化后堵住碳刷的故障.
4 效果验证
通过对比试验分别对以上4项改进措施进行优化效果验证.
4.1 优化控制器控制策略
控制器控制策略优化包括过热保护策略优化和增加温度补偿控制策略,试验对比更改前后控制器控制策略在相同工况下电机最高温度,对比试验结果如图5所示.

图5 控制策略优化前后温度对比
从温度对比试验可以看出,控制器过热保护策略优化后,电机温度可下降30 ℃左右.
4.2 电机碳刷形状优化
在同一工况下,利用相同电机对比更改碳刷形状前后电机温度,对比测试结果如图6所示.

图6 碳刷形状优化前后温度对比
从温度对比试验可以看出,通过更改电机碳刷形状,电机温度可下降50 ℃左右.
4.3 碳刷架材料变更
电机碳刷架熔化是此前电机过热失效的最主要原因和最直接的表现,当碳刷架材料为PPS时,电机最高工作温度达到270 ℃时,碳刷架熔化,电机失效.碳刷架材料更改为酚醛树脂后,耐热性能大幅提升, 对电机进行高温测试试验,电机最高工作温度达到370 ℃,碳刷架未熔化,电机未失效.
4.4 总体效果验证
将以上所有改进措施同时体现后,在相同工况下,电机最高工作温度可以降低80 ℃左右,如图7所示.
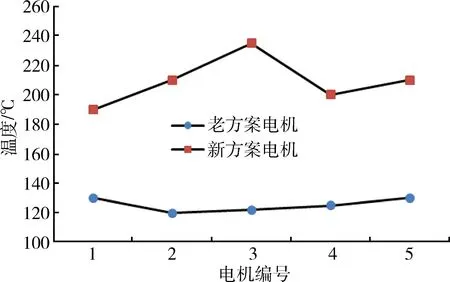
图7 新老方案电机温度对比
所有改进措施同时体现后,电机发热大幅下降,最高工作温度只到150 ℃左右,相反电机耐热性能提升100 ℃左右,达到370 ℃左右,所以认为EPS电机抵抗过热失效风险能力大幅提升.
5 结 论
本文根据EPS系统过热失效现象,从系统发热和耐热两个角度找到多种导致系统发热,主要是指电机过热失效原因,并制定相应整改措施,经试验验证方案可行,可有效解决电机过热失效问题.通过本次对电机过热失效问题原因分析,方案定制,试验验证等工作,得出以下结论:
1)EPS电机为短时工作制电机,长时间大电流工作一定会造成电机过热失效,所以控制器对电机的过热保护显得尤为重要,控制器过热保护策略对电机工作电流和工作时间的限制,是防止电机大量发热的主要途径.
2)在降低电机发热量的同时,提升电机耐热性能也很重要,对电机发热量较大的部位,需合理采用耐温性能较高的材料,避免形成耐热性能短板,降低总成耐热性能.
通过本文的分析研究,为后续此类问题的解决提供了宝贵的开发经验,在以后电动助力转向系统开发过程中,通过对控制器过热保护策略的合理设计和充分验证,以及电机耐热材料的选用,有效防止电机过热失效问题.在解决EPS系统过热问题的同时,须通过了台架耐久试验,多种路况(盘山公路,城市道路等)实车驾驶试验,进行转向系统性能验证,保证转向系统满足整车使用要求.
[1] 王霄锋.汽车底盘设计[M].北京:清华大学出版社,2010.
[2] 程福秀,林金铭.现代电机设计[M].北京:机械工业出版社,1993.
[3] 李玉琴,邓 飞,颜 尧,等.汽车动力转向系统匹配性能分析[J].汽车工程,2009,31(2):180-184.
Analysis of Motor Overheat Failure for Automobile ElectricPower Steering System
CAI Xiang-xi
(Beijing Automobile Co., Ltd.R&D center,Beijing,101300,China)
The influence of the motor overheat from the electric power steering system (EPS) is introduced on the performance of the system. The causes of the overheating are analyzed, the corresponding measurements are put forward and the effect of the rectification is verified by the contrast tests. Based on the ablation problem from the motor overheating in its EPS of a car, the highest operating current of both the controller and the motor is found to exceed the maximum design limit by means of the EPS debugging system. In order to measure the peak value of its working temperature, a thermocouple is embedded in the carbon brush of the motor, and the internal temperature of the motor is found to be higher than the tolerance temperature of the brush rack. The heat-resistance temperature of the rack in this motor is much lower than that of the motors with other brands. The reasons for the motor overheating are confirmed by some experiments, the improvement measures are made one by one, and the problems of both the overheating and the ablation are solved eventually.
electric power steering system; DC Motor; carbon brush; carbon brush rack; overheat protect
1009-4687(2017)02-0022-05
2017-3-14
蔡祥熙(1986-),男,工程师,研究方向为汽车转向技术.
TM331+.3
A
猜你喜欢
煤气与热力(2021年12期)2022-01-19
电动工具(2020年5期)2020-10-27
上海大中型电机(2019年4期)2019-12-31
山东冶金(2019年3期)2019-07-10
四川水力发电(2019年2期)2019-02-16
消费导刊(2018年10期)2018-08-20
通信电源技术(2016年1期)2016-04-16
电测与仪表(2016年20期)2016-04-11
筑路机械与施工机械化(2014年4期)2014-03-01
自动化博览(2014年9期)2014-02-28
