沟槽机筒单螺杆挤出机塑化特性的实验研究
2017-07-07 15:08:40李晨昕贾明印
中国塑料 2017年6期
李晨昕,薛 平,贾明印,杨 茜
(北京化工大学塑料机械及塑料工程研究所,北京 100029)
机械与模具
沟槽机筒单螺杆挤出机塑化特性的实验研究
李晨昕,薛 平,贾明印*,杨 茜
(北京化工大学塑料机械及塑料工程研究所,北京 100029)
采用剖分式机筒单螺杆挤出机实验平台,对熔融段沟槽机筒单螺杆挤出机塑化过程中熔融起始点、熔融长度、熔体温度/压力等塑化性能及产量进行了实验研究,比较了不同物料在不同工艺条件下对沟槽机筒单螺杆挤出机塑化特性的影响。结果表明,增大螺杆转速或提高机筒温度,塑化过程实际所需熔融长度增加,但对熔融起始点影响不大;熔融段机筒沟槽内熔体温度和熔体压力随螺杆转速增大无明显变化;随螺杆转速增大,沟槽机筒单螺杆挤出机挤出产量呈线性增加,表现出良好的挤出特性。
沟槽机筒;单螺杆挤出机;塑化性能;工艺
0 前言
自20世纪70年代起,德国亚琛工业大学[1-2]率先研制出了固体输送段开设纵向沟槽的具有强制输送能力的IKV挤出机,至此对于固体输送段沟槽机筒单螺杆挤出机的研究已经取得了阶段性的成果。近些年,国内外许多研究者将工作重点转移到熔融段开设沟槽的单螺杆挤出机的研究中,Grünschloß[3-4]开发出了一种基于Helibar挤出机的熔融段开设螺旋沟槽的新型高效单螺杆挤出机,金晓明[5-6]在“双螺棱推动理论”的基础上,对熔融段沟槽机筒单螺杆挤出机进行了研究,提出了基于机筒沟槽和螺杆螺槽共同作用的耦合双槽熔融理论[7-8],建立了物理模型和数学模型,并搭建了液压驱动机筒剖分式单螺杆挤出机实验平台[9]。本文利用该实验平台,在上述耦合双槽熔融理论的基础上,对熔融段沟槽机筒单螺杆挤出机塑化过程中熔融起始点、熔融长度、熔体温度/压力等塑化性能及产量进行了实验研究,比较分析了不同工艺参数(螺杆转速、机筒温度)和不同加工物料[高密度聚乙烯(PE-HD)、聚丙烯(PP)]条件下,沟槽机筒单螺杆挤出机塑化性能的变化特点。
1 实验原料及设备
本实验所用原料为中石化北京燕山分公司提供的牌号为6100M的PE-HD和牌号为B8101的PP。实验所用螺杆为反压缩渐变螺杆,螺杆直径(D)为45 mm,沿螺杆轴向螺槽个数为20个;螺杆进料段和计量段螺槽深度分别为3.2 mm和4.5 mm,设计该螺杆固体输送段位于螺杆第1~5个螺槽位置(1D~5D),设计熔融段位于螺杆第6~14个螺槽位置
(6D~14D),设计熔体输送段位于第15~20个螺槽位置(15D~20D)。实验所用机筒为沟槽机筒,机筒固体输送段和熔融段均开设沟槽,沟槽个数为8个。螺杆与机筒实物如图1所示,其结构参数如表1所示。
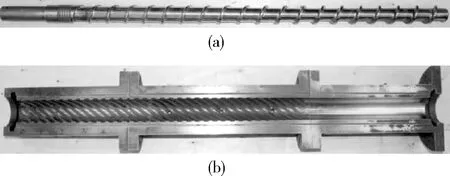
(a)反压缩比螺杆 (b)熔融段沟槽机筒图1 实验所用螺杆和机筒实物图Fig.1 Screw and barrel physical pictures of the experiment

项目公称直径/mm长径比旋向螺纹头数(Ms)槽深(W)/mm固体输送段熔融段熔体输送段螺距(S)/mm反压缩比螺杆4520右旋13.23.2渐变至4.54.545熔融段沟槽机筒——左旋82.52.5渐变至00180
2 实验研究
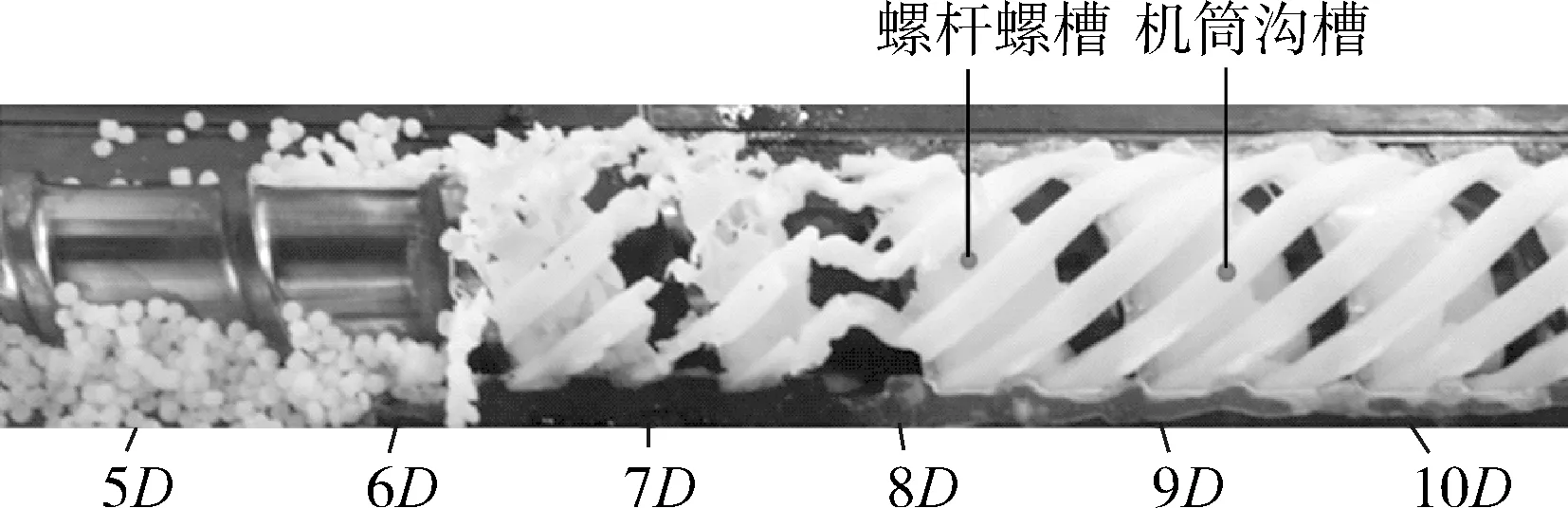
图2 机筒沟槽和螺杆螺槽内熔融起始点Fig.2 The melt starting point in barrel grooves and screw channels
加工温度为230 ℃、螺杆转速为10 r/min的条件下,挤出加工PP原料,当挤出机达到稳定状态后,急停螺杆并使机筒快速冷却,待机筒完全冷却后,打开机筒观察机筒沟槽和螺杆螺槽内PP原料的熔融状态,如图2所示。从图2可以看出,机筒沟槽物料在内摩擦热以及机筒外热源的共同作用下迅速熔融,在6D~7D位置已经完全熔融塑化生成熔池,与螺杆螺槽内软化或部分熔融物料黏结在一起形成一个整体,而6D~7D的位置,恰好是通过计算得到的理论熔融起始点,这说明机筒沟槽物料在熔融段起始点已经完全熔融塑化。这一现象表明,该实验装置对于沟槽机筒单螺杆挤出机熔融塑化特性的研究具有一定可靠性,其实验结果对于塑化性能的表征具有较高参考价值。由于机筒沟槽物料在熔融段起始点位置已经完全熔融,因此本文主要对塑化过程中螺杆螺槽内熔融起始点与熔融长度进行了研究。
2.1 熔融起始点
利用剖分式机筒单螺杆挤出机,分别对PE-HD和PP挤出过程中螺杆螺槽内物料熔融起始点进行了实验研究。当挤出稳定后,急停螺杆并快速打开机筒,在不同螺杆转速或不同机筒温度下,观察机筒沟槽和螺杆螺槽内物料的熔融状态,判断物料熔融起始点位置。Tadmor熔融理论[10]认为物料熔融过程是由固体塞生成熔膜并不断聚集成熔池的相态变化过程,并指出只有当熔池出现后才算熔融开始,因此本实验定义螺杆螺槽内有熔池出现即为熔融起始点所在位置。
2.1.1 螺杆转速对熔融起始点的影响
利用剖分式机筒单螺杆挤出机实验平台,考察了螺杆转速对螺杆螺槽内PE-HD和PP熔融起始点的影响。对于PE-HD原料,熔融段机筒温度为180 ℃;对于PP原料,熔融段机筒温度为230 ℃,螺杆转速变化范围为10~30 r/min。从图3和表2可以看出,对于PE-HD原料,增大螺杆转速对螺杆螺槽内熔融起始点影响不大,当螺杆转速由10 r/min增大至30 r/min时,熔融起始点均在6D~7D螺槽位置间;对于PP原料,当螺杆转速由10 r/min增大至15 r/min时,螺杆螺槽内熔融起始点由7D突增至13D,之后随着螺杆转速的增加,螺杆螺槽内PP原料熔融起始点稳定保持在13D~14D螺槽位置。在熔融段机筒外热源以及机筒沟槽和螺杆螺槽剪切作用下,进入机筒内物料迅速熔融并生成熔膜,熔体逐步堆积在螺杆螺棱推进面并形成熔池,随螺杆转速增大,物料输送量增多,熔融所需热量增加,但机筒沟槽和螺杆螺槽剪切作用产生的剪切热足以满足新增加物料熔融所需热量,因此,螺杆转速增大对沟槽机筒挤出机熔融起始点的影响不明显。
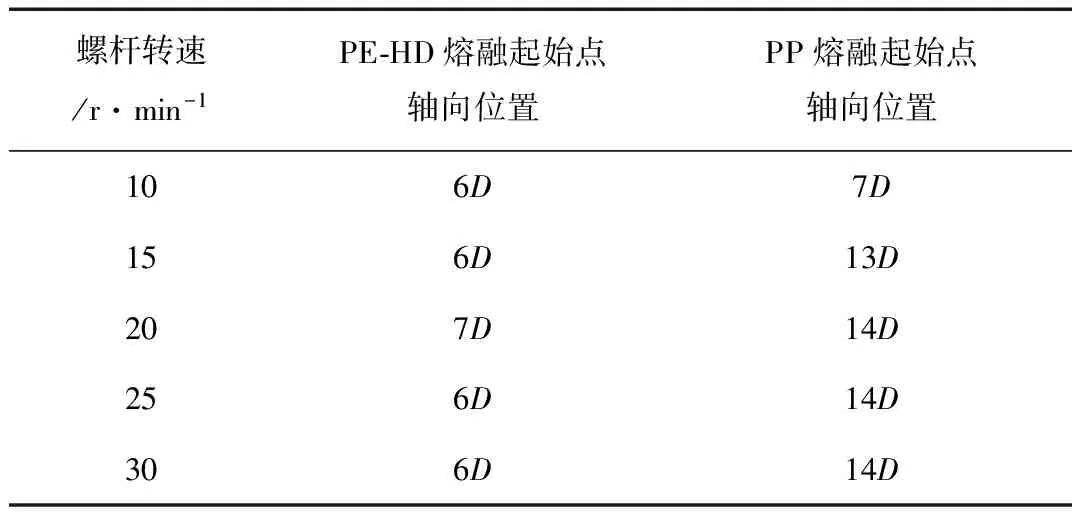
表2 螺杆转速对螺杆螺槽内熔融起始点影响的实验参数Tab.2 The experimetal parameters of effect of screw speed on the melt starting point in screw channels

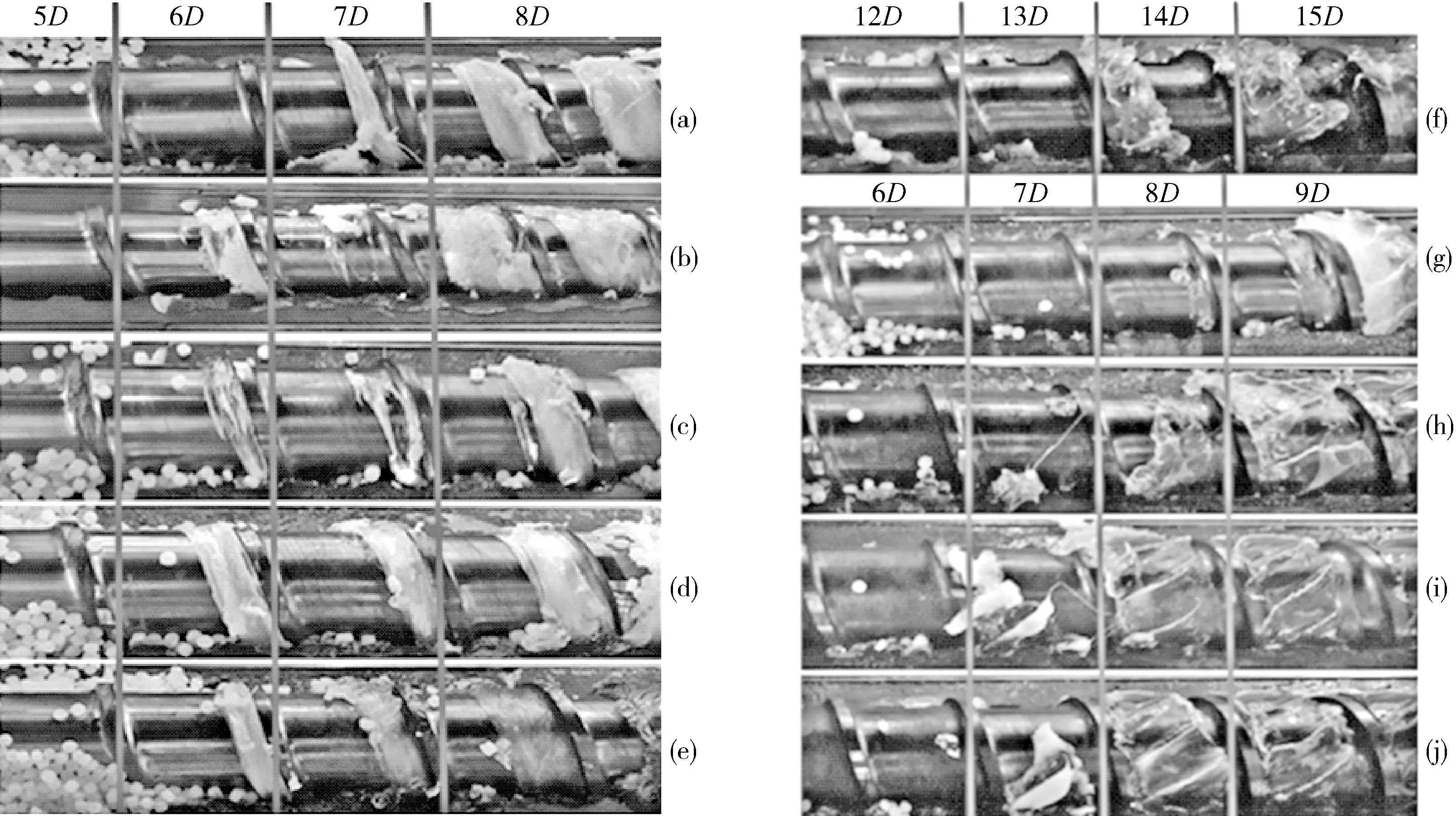
物料种类,螺杆转速/r·min-1:(a)PE-HD,10 (b)PE-HD,15 (c)PE-HD,20 (d)PE-HD,25 (e)PE-HD,30 (f)PP,10 (g)PP,15 (h)PP,20 (i)PP,25 (j)PP,30图3 螺杆转速对螺杆螺槽内熔融起始点的影响Fig.3 Effect of screw speed on the melt starting point in screw channels
2.1.2 机筒温度对熔融起始点的影响
恒定螺杆转速,改变熔融段机筒温度,研究了外热源对沟槽机筒单螺杆挤出机熔融起始点的影响。对于PE-HD,熔融段机筒温度变化范围为150~190 ℃;对于PP,熔融段机筒温度变化范围为200~240 ℃,螺杆转速均为10 r/min。分析图4和表3可知,恒定螺杆转速下,对于PE-HD,当熔融段机筒温度由150 ℃增加至190 ℃时,螺杆螺槽内熔融起始点稳定保持在6D~7D螺槽位置;对于PP,当熔融段机筒温度由200 ℃增加至210 ℃时,螺杆螺槽内熔融起始点由13D位置提前至8D位置,有较大变化,这可能是由熔融段机筒温度过低造成;继续提高熔融段机筒温度,螺杆螺槽内熔融起始点稳定保持在7D~8D螺槽位置。由此可见,熔融段机筒温度对螺杆螺槽内物料熔融起始点影响不大,这也说明机筒沟槽和螺杆螺槽之间的剪切热是物料熔融的主要热源,即使在较低的螺杆转速下,剪切热仍能起主导作用。而对普通单螺杆挤出机,只有在较高螺杆转速下,机筒和螺杆之间的剪切热才起主要作用,这也表明了沟槽机筒单螺杆挤出机优异的塑化能力。
物料种类,机筒温度/℃:(a)PE-HD,150 (b)PE-HD,160 (c)PE-HD,170 (d)PE-HD,180 (e)PE-HD,190 (f)PP,200 (g)PP,210 (h)PP,220 (i)PP,230 (j)PP,240图4 熔融段机筒温度对沟槽机筒单螺杆挤出机熔融起始点的影响Fig.4 Effect of barrel temperature on the melt starting point in screw channels
2.2 熔融长度
文献[10]指出,当螺杆螺槽内固相物料完全消失,熔池充满整个螺槽时物料已完全熔融,此时熔融过程结束,熔融结束点与熔融起始点之间的距离为实际所需熔融长度,本实验也由此定义熔融长度。
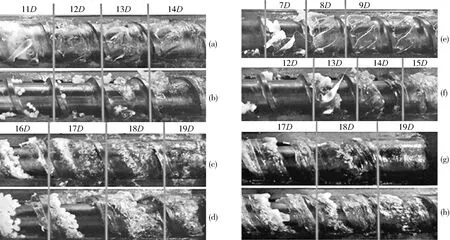
物料种类,螺杆转速/r·min-1:(a)PE-HD,10 (b)PE-HD,15 (c)PE-HD,20 (d)PE-HD,25 (e)PP,10 (f)PP,15 (g)PP,20 (h)PP,25图5 螺杆转速对螺杆螺槽内熔融长度的影响Fig.5 Effect of screw speed on the melting lengths in screw channel
2.2.1 螺杆转速对熔融长度的影响
利用剖分式机筒单螺杆挤出机,分别对PE-HD和PP挤出过程中熔融长度进行了研究,考察不同螺杆转速对螺杆螺槽内熔融长度的影响。对于PE-HD原料,熔融段机筒温度为180 ℃;对于PP原料,熔融段机筒温度为230 ℃,螺杆转速变化范围为10~25 r/min。如图5所示,对于PE-HD原料,当螺杆转速为10 r/min时,在12D螺槽位置,明显观察到螺槽内完全为透明状熔体,表明物料已完全熔融。当螺杆转速增大至15、20、25 r/min时,对应熔融结束点位置分别为14D、18D和19D螺槽位置,熔融结束位置逐渐向物料输送正向移动。螺杆转速为10 r/min时,熔融起始点位于6D螺槽位置,因此其熔融长度为7D。同理可知,当螺杆转速为15、20、25 r/min时,对应熔融长度分别为9D、12D和4D。PE-HD原料螺杆螺槽内熔融长度随螺杆转速的增加而增大,这是因为螺杆转速增大时,挤出产量增加,物料在机筒沟槽和螺杆螺槽内停留时间缩短,物料沿着螺杆轴向迅速向前输送,导致实际所需物料熔融长度增加。
对于PP原料,当螺杆转速为10 r/min时,在9D螺槽位置,明显观察到螺槽内完全为透明状的熔体,表明物料已经完全熔融;当螺杆转速增大至为15、20、25 r/min时,对应熔融结束点位置分别为15D、18D和19D螺槽位置,熔融结束位置逐渐向物料输送正向移动。螺杆转速为10 r/min时,熔融起始点位于7D位置,因此其熔融长度为3D。同理可知,当螺杆转速为15、20、25 r/min时,对应融长度分别为3D、5D和6D。对比PE-HD和PP熔融长度的实验结果可以发现,PP原料熔融长度明显小于PE-HD,这是因为PP属于结晶度较高的聚合物,PP原料从固态到熔融态的转化温度范围较窄,当温度没有达到熔点时,PP固相体积变化很小,而当温度达到熔点时,PP原料便快速熔融,使其体积骤减,因此,挤出加工PP时螺杆螺槽内熔融长度较短。而PE-HD结晶度较低,固相PE-HD需要一定时间逐步软化直到完全熔融,因此其熔融长度明显高于PP。此外,PP的熔融速率较快也是导致沟槽机筒单螺杆挤出机螺杆转速对熔融长度影响不大的原因。
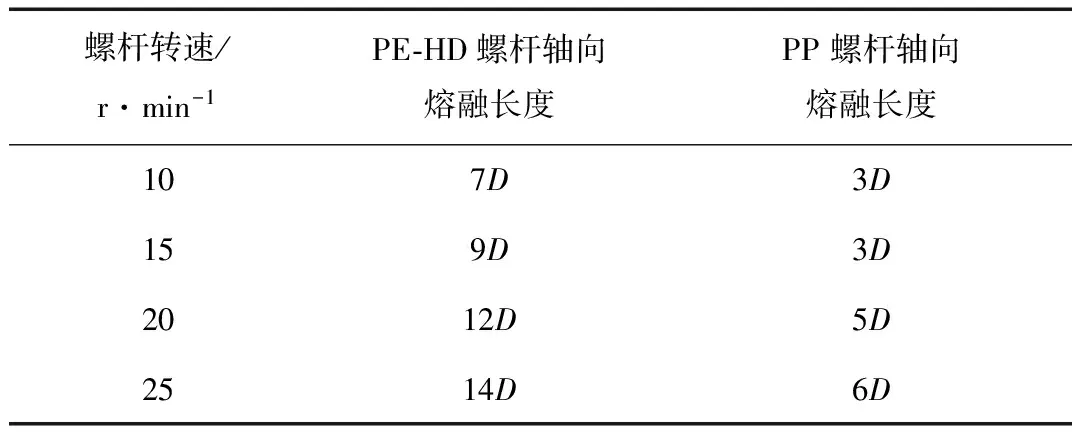
表4 螺杆转速对螺杆螺槽内熔融长度影响的实验参数Tab.4 The experimental parameters of effect of screw speed on the melting lengths in screw channels
2.2.2 机筒温度对熔融长度的影响
恒定螺杆转速,改变熔融段机筒温度,研究外热源对沟槽机筒单螺杆挤出机熔融长度的影响。对于PE-HD原料,熔融段机筒温度变化范围为150~190 ℃;对于PP原料,熔融段机筒温度变化范围为200~240 ℃,螺杆转速均为10 r/min。从表5可以看出,对于PE-HD原料,当熔融段机筒温度从150 ℃增加到180 ℃时,其熔融长度保持在7D~8D之间,这也说明机筒外热源对物料熔融塑化效果影响不大,对于沟槽机筒单螺杆挤出机,外热源不是物料熔融塑化的主要热源,这和熔融起始点的分析相一致。还可以看出,只有当机筒温度远高于PE-HD塑化温度(130 ℃)时,机筒外热源才对熔融长度有较大影响,熔融长度由8D缩短到5D,此时,外热源的作用大于机筒沟槽和螺杆螺槽之间的剪切热,固相物料从机筒中获得较高外热源能量,再加上PE-HD热导率较高,因此,物料熔融速率加快,所需熔融长度缩短。同样,对于PP原料,当熔融段机筒温度从200 ℃增加到240 ℃时,其熔融长度变化在2D~4D之间,这也说明机筒外热源对物料熔融塑化效果影响不大,分析其原因与PE-HD一致。
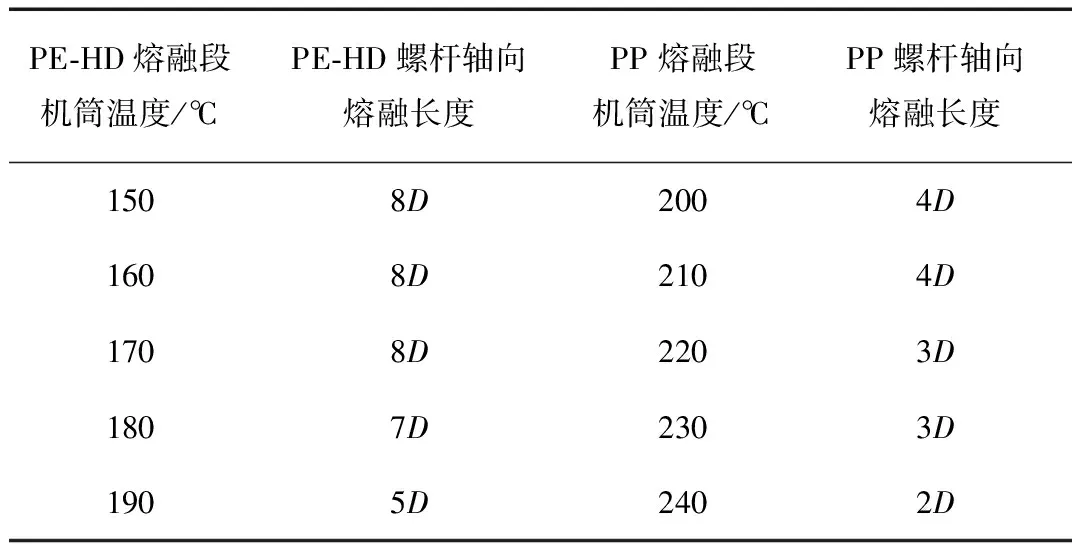
表5 机筒温度对螺杆螺槽内熔融长度影响的实验参数Tab.5 The experimental parameters of effect of barrel temperature on the melting lengths in screw channels
2.3 熔体温度
实验研究了不同螺杆转速下,机筒外热源和螺杆剪切热对熔融段机筒沟槽内熔体温度的影响。熔体温度检测点位于机筒沟槽底部,分别对应螺杆的7D、10D和13D螺槽位置,熔体温度/压力检测位置如图6所示。

图6 机筒沟槽内熔体温度/压力检测位置Fig.6 Detection position of melt temperature/ pressure in barrel grooves
恒定机筒温度,改变螺杆转速,研究螺杆剪切热对沟槽机筒单螺杆挤出机熔体温度的影响。对于PE-HD原料,熔融段机筒温度为180 ℃;对于PP原料,熔融段机筒温度为230 ℃,螺杆转速均为10 r/min。从图7可以看出,沟槽机筒单螺杆挤出机螺杆转速变化对于PE-HD或PP熔体温度的变化影响不大,且随着螺杆转动,物料在机筒内经过各个检测点检测到的熔体温度基本保持稳定。螺杆转速增加,机筒沟槽和螺杆螺槽之间剪切热增大,但是固体输送量也随螺杆转速的增大而增大,所需熔融热增加,额外增加的熔融热与产生的剪切热达到了热量平衡,因此,螺杆转速变化对熔体温度影响不大,这对挤出过程有利,特别是在较高的螺杆转速下,不会由于剪切热过大造成局部熔体温度过高而产生分解。

位置:■—7D ●—10D ▲—13D ▼—机头(a)PE-HD (b)PP图7 螺杆转速对机筒沟槽内熔体温度的影响Fig.7 The effect of screw speed on melt temperature in barrel grooves
2.4 熔体压力
为考察熔融段机筒沟槽对塑化段建压能力的影响,本研究分别在7D、10D、13D和机头位置对熔体压力进行了测试。恒定机筒温度,改变螺杆转速,研究螺杆剪切热对沟槽机筒单螺杆挤出熔体压力的影响。对于PE-HD原料,熔融段机筒温度为180 ℃;对于PP原料,熔融段机筒温度为230 ℃,螺杆转速均为10 r/min。从表6中可以看出,熔融段熔体压力沿螺杆轴线方向呈逐渐增大的趋势,这是因为当固相物料由固体输送段进入到熔融段时逐渐开始熔融,随着机筒沟槽和螺杆螺槽内熔体增多,熔体沿着物料输送反向逐渐建压,使物料加速熔融并沿螺杆轴向向前输送。还可以看出,随着螺杆转速增大,机筒沟槽内熔体压力变化不明显,而机头内熔体压力随螺杆转速增大而增大。
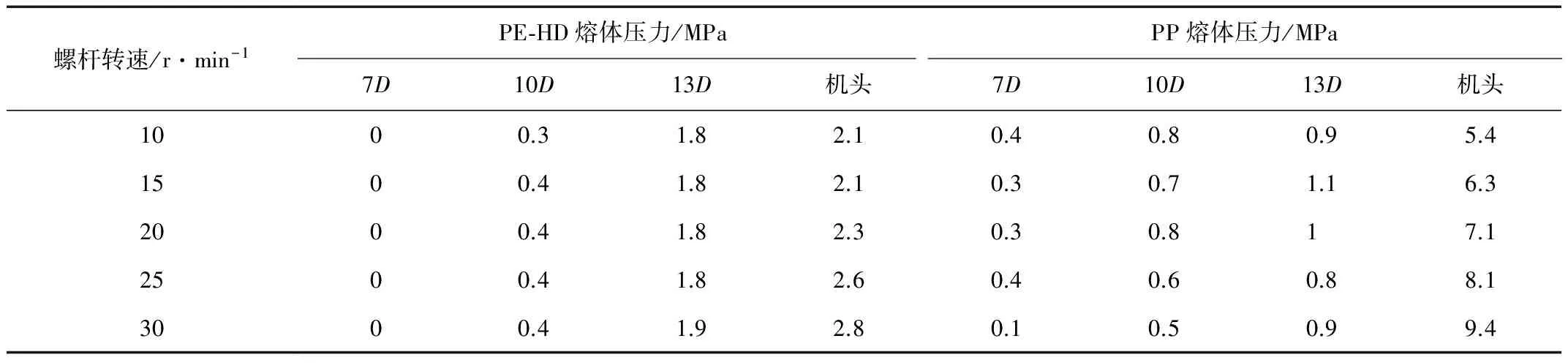
表6 螺杆转速对机筒沟槽内熔体压力影响的实验参数Tab.6 The experimental parameters of effect of screw speed on melt pressure in barrel grooves
2.5 产量
实验研究了恒定熔融段机筒温度条件下,不同螺杆转速对沟槽机筒单螺杆挤出机挤出产量的影响。对于PE-HD原料,熔融段机筒温度为180 ℃;对于PP,熔融段机筒温度为230 ℃,螺杆转速变化范围为10~30 r/min。从图8可以看出,沟槽机筒单螺杆挤出机的挤出产量随螺杆转速的增大而逐渐增大,根据图中拟合曲线可以看出,两种物料挤出产量与螺杆转速保持良好的线性关系,说明沟槽机筒单螺杆挤出机在保证较好塑化质量的前提下,具有很好的挤出特性。
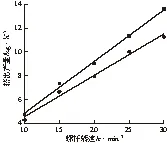
■—PE-HD(180 ℃)产量 ●—PP(230 ℃)产量 —线性拟合曲线图8 螺杆转速对沟槽机筒单螺杆挤出机产量的影响Fig.8 The effect of screw speed on extrusion output of the single screw extruder with a grooved barrel
3 结论
(1)熔融段机筒温度恒定时,随螺杆转速增大,物料塑化过程熔融长度逐渐缩短,而熔融起始点位置几乎保持不变;增大螺杆转速对机筒沟槽内熔体温度和熔体压力影响不大,而机头流道内熔体压力随螺杆转速的增大而升高;随螺杆转速增大,沟槽机筒单螺杆挤出机中物料停留时间呈幂指数减小,而挤出机产量呈线性增加;
(2)螺杆转速恒定时,升高熔融段机筒温度对塑化过程中物料熔融状态影响不大;熔融段沟槽机筒单螺杆挤出机中,机筒外热源不是物料熔融塑化的主要热源,在机筒沟槽和螺杆螺槽剪切作用下,沟槽内液相物料与螺槽内固相物料之间产生了大量内摩擦热,促使物料熔融速率加快。
[1] Potente H. Methods of Calculating Grooved Extruder Feed Sections[J]. Kunststoffe-German Plastics, 1985, 75(7): 25-26.
[2] Sikora J W. The Effect of the Feed Section Groove Taper Angle on the Performance of a Single-screw Extruder[J]. Polymer Engineering and Science, 2001, 41(9): 1636-1643.[3] J A Avila Alfaro, E Grünschloß, S Epple. Analysis of a Single Screw Extruder with a Grooved Plasticating Barrel-Part I: The Melting Model[J]. International Polymer Processing,2015, 30(2): 284-296.
[4] E Grünschloß. A New Style Single Screw Extruder with Improved Plastification and Output Power[J]. Polymer Processing,2002, 17(4):291-300.
[5] 潘 龙, 贾明印, 薛 平, 等. 螺旋沟槽单螺杆挤出机双螺棱推动理论模型的研究[J]. 中国塑料, 2010, 24(11): 94-99. Pan Long, Jia Mingyin, Xue Ping, et al. Study on Dou-ble-flight Driving Theoretic Model for Helically Grooved Feed Single-screw Extruder[J]. China Plastics, 2010, 24(11): 94-99.
[6] Pan L, Jia M Y, Xue P, et al.Studies on Positive Conveying in Helically Channeled Single Screw Extruders[J]. Express Polym Lett, 2012, 6(7): 543-560.
[7] 金晓明. 沟槽机筒单螺杆挤出机熔融理论研究[D]. 北京:北京化工大学机电工程学院, 2014.
[8] X M Jin, M Y Jia, P Xue, et al. Study on the Melting Performance of Single Screw Extruder with Grooved Melting Zone and Barr Screw[J]. Journal of Materials Processing Technology, 2014, 214(12): 2834-2842.
[9] 金晓明. 一种高效塑化单螺杆挤出机:中国,201410255810.1[P]. 2014-09-03.
[10] 朱复华. 挤出理论及应用[M]. 北京: 中国轻工业出版社, 2001: 18.
严正声明
近期有不法网站和个人假借我刊名义向广大读者、作者征稿,同时收取一定金额的注册费、审稿费和版面费等。对此,本刊严正声明:《中国塑料》为中国塑料加工工业协会、北京工商大学和轻工业塑料加工应用研究所主办,杂志社所在地为北京市海淀区阜成路11号(邮政编码为100048),编辑部电话为86-10-68985541,投稿网址为:www.plaschina.com.cn,不接受其他任何形式的投稿。本刊未委托任何机构和个人从事征稿和组稿业务。请广大作者牢记本刊投稿网址,辨别来电属地,不要轻易给陌生账号汇款,提高警惕,严防上当受骗。我刊保留对相关网站和个人追究法律责任的权利。
本刊银行账号信息为:
开户行:中国工商银行北京市公主坟支行
户名:轻工业塑料加工应用研究所
账号:0200004609008803132
《中国塑料》杂志社
2017年5月24日
Experimental Study on Plasticizing Properties of a Single-screwExtruder with Grooved Barrels
LI Chenxin, XUE Ping, JIA Mingyin*, YANG Qian
(Institute of Plastics Machinery and Engineering, Beijing University of Chemical Technology, Beijing 100029, China)
In this article, an experimental platform based on a single-screw extruder with a split barrel was employed to analyze the onset melt temperature, melting duration, temperature and pressure of polymer melt and output of products. The effect of different materials on plasticizing performance of the single-screw extruder was comparatively investigated under different processing conditions. The results indicated that the actual melting duration increased with increasing screw speed or barrel temperature, but it was almost not affected by the onset melt temperature. Moreover, there was no significant change in the temperature and pressure of melting zone in the grooves with an increase of screw speed. However, the output was improved linearly as the screw speed increased. This implicates a good extrusion feature.
grooved barrel; single-screw extruder; plasticizing property; technology
2017-02-27
国家自然科学基金(21404007)
TQ320.66+3
B
1001-9278(2017)06-0111-07
10.19491/j.issn.1001-9278.2017.06.019
*联系人,jiamy@mail.buct.edu.cn
猜你喜欢
现代塑料(2022年2期)2022-09-22 00:54:12
水利与建筑工程学报(2019年6期)2020-01-08 03:23:04
橡塑技术与装备(2018年8期)2018-04-19 02:05:14
三联生活周刊(2017年37期)2017-09-11 19:28:14
中国塑料(2017年2期)2017-05-17 06:13:28
科技创新与品牌(2017年3期)2017-04-27 18:37:20
中国塑料(2016年7期)2016-04-16 05:25:54
中国塑料(2015年11期)2015-10-14 01:14:22
中国塑料(2015年10期)2015-10-14 01:13:23
压缩机技术(2014年5期)2014-02-28 21:28:22