典型冲压零件模具工艺设计与数控网络制造技术
2017-07-03 13:22杨咸启葛小乐刘腾飞
黄山学院学报 2017年3期
杨咸启,闵 旭,金 浩,葛小乐,刘腾飞
(黄山学院 机电工程学院,安徽 黄山 245041)
典型冲压零件模具工艺设计与数控网络制造技术
杨咸启,闵 旭,金 浩,葛小乐,刘腾飞
(黄山学院 机电工程学院,安徽 黄山 245041)
针对端盖零件的落料、拉深、冲孔级进模的工艺设计,应用 Pro/E 软件绘制冲裁模与弯曲模的三维实体造型,再采用二维制图软件 CAD 绘制模具的装配图以及主要零件的零件图,确定制造工艺,编制模具的数控加工程序。采用网络制造技术,根据电脑之间的文件传输提出的要求,利用数控车床上的电脑所带的 IP 地址,不管距离多远,都可以准确地找到该机床,再通过网线把具有设计产品内容的电脑与需要利用加工产品的机床连接起来,实现数控加工程序的远程传输和制造任务。
冲压零件;工艺设计;模具设计;数控制造;远程传输
1 模具加工系统的发展概况
模具自动化加工系统的发展是我国模具业长远发展的目标。模具的自动化加工系统应有多台机床合理组合,再配有随行定位夹具或定位盘,加上完整的机具、刀具数控库以及完整的数控柔性同步系统,再配 上质量 监 测控制 系 统[1-7]。
1.1 模具特种加工技术的发展
模具制造中采用的特殊加工方法,包括电火花加工方法,正向着精密化、微细化方向发展。 在简化准备、简化编程和操作、提高加工速度以及不断降低设备制造成本上也做了大量研究和实践。在其他机械特种加工方法(如磨料流动加工、喷水加工、低应力磨削、超声波加工等)和特种电加工方法(如电子束加工、电火花磨削、激光加工、等离子束加工等)也已经进入实用阶段,在各自的特殊加工领域发挥着重要作用。
1.2 模具 CAD/CAM/CAE 技术的推广
CAD/CAM/CAE 技术是模 具设计制造发展的 方向。 随着微机软件的发展,普及 CAD/CAM/CAE 技术的条件基本成熟, 各企业将加大 CAD/CAM 技术培训和技术服务的力度;进一步扩大 CAE 技术的应用范围。计算机和网络的飞速发展正使 CAD/CAM/CAE技术跨地区、跨企业、跨院所在整个行业中的推广成为可能,实现技术资源的重新整合,使虚拟制造成为可能。
本文主要对典型的端盖冲压件进行模具设计与工艺分析以及程序的远距离传输问题进行研究,在工艺设计中涉及到落料、拉伸、冲孔,确定其毛坯尺寸,选择排样方式,以及对其冲压力的计算和压力中心的确认,选择合适冲压设备。 重点解决凹、凸模的模具设计,编写凹、凸模的加工程序,远程传输到数控机床上进行加工试验。
2 端盖产品设计与工艺分析
2.1 零件的设计尺寸
零件名称:端盖;材料:08 号钢;生产批量:大批量生产;材料厚度:2mm;尺寸精度:IT10。 设计好的零件图如图 1,2 所示。
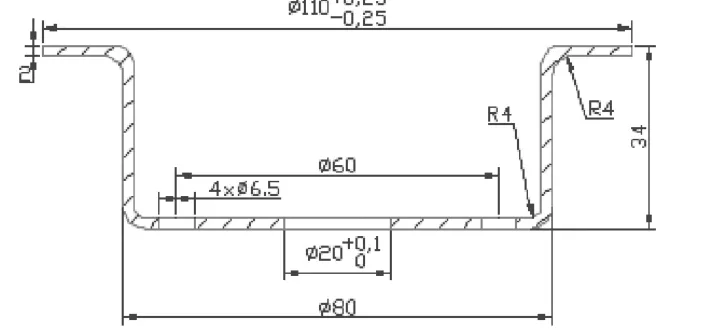
图1 工件图(二维图)
图2 工件图(三维图)
2.2 零件的结构特点
该零件是一种旋转体制件,其材料厚度 t为2mm,对其厚度没有不变的要求,其零件形状简单而且对称,圆角半径 R=4mm≥2t,满足拉深对圆角半径的要求, 不需要增加整形工序。 尺寸 Φ110±0.25 为IT12 级, 工件底部孔的直径 d 分别为 Φ20 和 Φ6.5,满足公式 d≤d4-2r+t=76-2×4+2=70mm,如果在拉深件上冲孔时,孔边与零件的直壁之间要保持距离,以防止冲孔时凸模因为水平推力而被折断,该距离应该满足公式 a≥R+0.5t,则 a=6.75,满足冲孔条件。
2.3 零件的材料
零件材料选用 08钢, 这是一种极软的碳素钢,而且其强度和硬度非常低,但是韧性和塑性却很高,具有良好的冲裁和拉深性能。
2.4 尺寸的精度
该零件的精度为 IT12, 冲裁件的经济精度最高可达 IT8-IT10,冲孔的精度则比落料的精度高一级,拉深间的尺寸精度应在 IT13 级以下, 不高于 IT11级,所以此零件利用普通冲裁拉深可达到零件图样的要 求[2]。
2.5 确定冲压工艺方案
因为零件是旋转体制件,结构简单,所以我们采用级进模具制造,不仅生产效率高,而且成本低廉,并且适合大批量生产,采用级进模设计时,其工序可以分散,不必集中在一个工位上,因此不存在复合模中的 “最小壁厚 ”问题[8]。
根据级进模的工序排样原则, 先进行冲孔、切槽、切口等冲裁工序,再进行弯曲、拉深、成形等工序,但是我们考虑到后期的拉深可能会对前期的冲孔造成影响,而且最后落料可能对前面的拉深有影响,所以我们安排第一工位进行落料,第二工位进行拉深,最后第三工位选择冲孔。 成型尺寸如图 3。
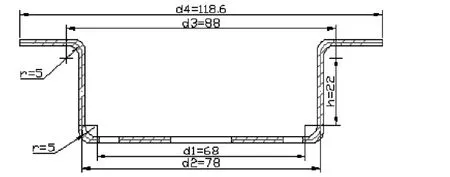
图3 成型尺寸图
3 冲压模具网络制造一体化技术
3.1 制定凸、凹模加工工艺
根据本产品的特点,制定拉深凸模制造方案如下:
备料(包括下 料、锻造)、退 火 、数 控车(包 括 粗车、钻孔、半精车、车圆角)、划线、钻侧孔、热处理(包括淬 火、回火达 到 58-62HRC)、磨削(包括 磨外圆、两端面达到设计要求)、钳工精修、最后检验。
制定落料凹模制造方案如下:
备料(包括下料、锻造)、退火、普通车(包括车外圆 、内 圆)、钳 工 划 线 、钻 孔(包 括 螺 丝 钉 、销 孔 等)、热处理(包括淬火、回火达到 58-62HRC)、磨削(包括磨外圆、两端面达到设计要求)、最后检验。
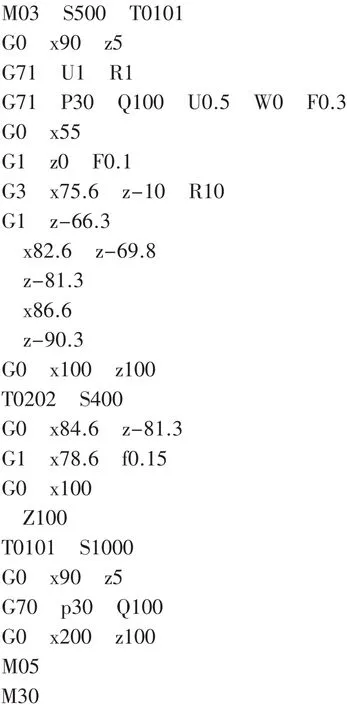
3.2 编制模具数控加工程序
3.3 程序远程传输试验
数控机床的远程传输技术也是在计算机网络化的基础上发展起来的,它是通过转换设备(如网卡)为机床设置一个 IP 地址,这样计算机就能通过互联网准确地找到该机床的 IP, 然后通过网线把计算机和数控机床连接起来或者通过网络连接到一起,实现加工程序的远程传输。
为了实现两台电脑之间的资源共享,需要分别在两台电脑上安装网卡,并且分别在两台电脑上设置不同的 IP 地址。 然后再通过互联网查找各自的 IP 地址, 这样两台电脑之间就能实现资源共享。数控机床数据的一般传输是利用RS-232 通 信线连接到 电脑的 COM 口 和数控 机床的通信接口 (GSK 系统为 XS36),实现一对一的传送。
硬件设备用 RS232 通信线及以太网转换器、集线器、网线、 水晶头; 调试软件为 CIMCODNCMaxV4.33
试验过程:启动数控机床,进入操作界面。 进入编辑方式,按程序键,点击任意4位数字,再点击“EOB”键。 开启电脑,鼠标左键双击桌面快捷方式,进入软件后,在主控界面点击“dministratio”按钮。 用鼠标右键点击 machine,然后选 择“configure port”端口,在“端口”设置对话框,设置特定的传输参数如1、2、3……, 这样每个 COM 口就只对应着一台数控车床。
端口参数设置完成后,右键点击 machine,点击“send file”,选择你想要 发送的程序 文件,最后 点击“OK”即完成程序的传输。
4 总 结
本文主要对典型的冲压件,进行工艺分析,包括其尺寸、材料以及精度。 并且计算毛坯尺寸,判断能否一次拉成以及是否压边。对冲裁凸、凹模刃口尺寸设计计算,拉深凸、凹模圆角半径的确定以及工作部分的尺寸计算。 设计中利用 Auto CAD 绘制模具的总体装配图及主要零件图来表达模具的整体结构,利用 Pro/E 绘制各零件三维立体图及总装配图并生成爆炸图。最后完成了加工工艺的安排与数控制造程序的远程传输试验。
[1]李 焕 芳.冷 冲 压 模 具 发 展 现 状[J],中 国 高 新 技 术 企 业 ,2010(15):5-6.
[2]黄楠 ,小型汽车零 件冲压模具 设 计 及 其 发 展[J].中国高新技术企业,2008(9):17-19.
[3]李亚超,巴吾东,乔龙.基于大批量盖帽零件生产的冲压模具设计[J].机械工程与自动化,2015(7):120-121.
[4]孔炎,梁辰,赵蒙,等.汽车端盖零件 的冲压模具 设计[J].精 密成形工程,2012(11):129-131.
[5]胡兆国,赵健波.数据接口零件冲压 工艺及模具 设计研究[J].现代制造工程,2012(9):96-100.
[6]周杰,沈继刚,张勇,等.反求工程在复杂冲压零件及成形模具设计中的应用[J].锻压技术,2003(2):28-31.
[7]朱 江 峰.冲 压 模 具 设 计 与 制 造[M].北 京 :北 京 理 工 大 学 出 版社,2009:1-30
[8]马 朝 兴 .冲 压 模 具 设 计 手 册 [M].北 京 : 化 学 工 业 出 版 社 ,2009:1-100.
责任编辑:胡德明
The Process Design of Dies for Stamping Parts and NC Network Manufacturing Technology
Yang Xianqi,Min Xu,Jin Hao,Ge Xiaole,Liu Tengfei
(College of Mechanical and Electrical Engineering,Huangshan University,Huangshan 245041,China)
Aiming at the process design of the blanking,drawing,and punching progressive die of cover parts,the 3D solid modeling of blanking die and bending die are gotten by using Pro/E software. The assembly drawing of the dies and main parts drawings are gotten by the 2D drawing software(CAD). We define the manufacturing processand compile the NC machining program.Adopting network manufacturing technology,based on the requirements for file transfer between computers and using the IP address of the computer on CNC lathe,the machine tool can be accurately found no matter how far it is, and then the computerand the machine toolare connected through network to fulfillthe remote transmission and manufacturing task of the NC program.
stamping parts;process design;die design;NC manufacturing;remote transmission
TH126
:A
:1672-447X(2017)03-0040-03
2016-12-16
安徽省教育厅大学生创新创业训练计划项目(AH201310375065)
杨咸启(1957-),安徽枞阳人,黄山学院教授,研究方向为机械工程。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
装备制造技术(2019年12期)2019-12-25
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年10期)2017-11-28
山东工业技术(2016年15期)2016-12-01