爆炸复合接头防锈铝/防锈铝层界面结合品质的超声检测
2017-07-03 16:01王礼营马卫辉
兵器装备工程学报 2017年6期
王礼营,王 贝,张 磊,马卫辉
(1.西安天力金属复合材料有限公司, 西安 710201; 2. 陕西省层状金属复合材料工程研究中心, 西安 710201)
【机械制造与检测技术】
爆炸复合接头防锈铝/防锈铝层界面结合品质的超声检测
王礼营1,2,王 贝1,张 磊1,马卫辉1
(1.西安天力金属复合材料有限公司, 西安 710201; 2. 陕西省层状金属复合材料工程研究中心, 西安 710201)
对爆炸复合接头防锈铝/防锈铝层界面有明显界面回波的区域进行了金相试验、剪切试验和渗透检测,并对数据进行了分析比较,得到在超声检测防锈铝/防锈铝层界面之间出现界面回波,防锈铝/防锈铝层界面之间有尺寸大于0.2 mm的熔化块。对防锈铝界面进行渗透检测,熔化块区域出现线性和点状显示。采用超声检测法评估铝钢复合接头界面结合品质,可以无损快速判断界面金相和剪切情况,判定最优工艺。
爆炸焊接;铝/不锈钢;超声波检测
铝/不锈钢爆炸焊接复合过渡接头,既具有铝材的导热性,导电性,耐蚀性,又具有不锈钢的耐蚀性和物理性能,主要应用于船舶、化工和电极行业。铝/不锈钢爆炸焊接复合板结合状态的检测主要采用超声波检测。
铝/不锈钢爆炸复合过渡接头,主要用于防锈铝容器和不锈钢管道过渡连接的作用。理论上同种材料由于声阻抗一样,如果结合完好,就不会产生界面反射回波,但是超声检测中发现防锈铝和防锈铝界面有明显的界面回波。通常要进一步分析防锈铝界面的结合品质,要选用金相试验和剪切试验等破坏性试验进行分析。因此不同防锈铝/防锈铝界面回波与界面金相及剪切的对应关系,利用超声检测方法评价铝钢复合接头的结合品质,有迫切的现实意义。
我公司研制的复合接头是由基板65 mm不锈钢SA240 304L和复层56 mm防锈铝5083组成,由于复层防锈铝厚度较厚,考虑到爆炸焊接过程防锈铝减薄的因素,采用35 mm防锈铝分两次爆炸焊接完成。但是在对铝/不锈钢超声检测时候发现,两层防锈铝之间有明显的界面回波。理论上同种材料声阻抗没有差别,防锈铝/防锈铝界面如果结合良好,不会产生界面回波,但是不同爆炸焊接条件的3块试块,防锈铝/防锈铝界面回波不同。通常分析防锈铝界面的结合品质,要选用金相试验和剪切试验等破坏性试验进行分析。金相和剪切试验只是在边部取样,一方面无法真实评估整张复合板的性能,另一方面需要一定的试验周期和经费。但是分析不同防锈铝/防锈铝界面回波与界面金相及剪切的对应关系,利用超声检测方法评价铝钢复合接头的结合品质,既可以快速高效无损评价防锈铝/防锈铝界面的结合品质,又可以对整个复合接头全面评价。因此爆炸复合接头铝/铝层界面结合品质超声检测研究有现实意义。
1 试验方法
1.1 试验材料
本次试验的复合接头材质是5083/5083/SA240304L,厚度是35 mm/35 mm/65 mm。分别对不同爆炸焊接条件的3块试块,使用PXUT-330仪器,5Mφ20 mm直探头进行超声波检测。
1.2 试验方法
1.2.1 试块1超声检测
试块1进行超声波检测时,钢面一次底波高度为100%,复合板防锈铝5083与防锈铝5083之间的界面波高度为80%,铝钢界面波高度为60%,如图1(a)。理论上同种材料声阻抗没有差别,防锈铝/防锈铝界面如果结合良好,不会产生界面回波,但是防锈铝5083界面之间有80%高的界面波,显示防锈铝界面有异常。
1.2.2 试块2超声检测
试块2进行超声波检测时,钢面一次底波高度为100%,复合板防锈铝5083与防锈铝5083之间的界面波高度为40%,铝钢界面波高度为60%,如图1(b)。试块2防锈铝5083界面之间有40%高的界面波,虽然比试块1有所降低,但仍显示防锈铝界面有异常。
1.2.3 试块3防锈铝/防锈铝界面回波
试块3进行超声波检测时,钢面一次底波高度为100%,复合板防锈铝5083与防锈铝5083之间没有界面回波,如图1(c)。试块3防锈铝5083界面没有界面波,符合同种材料声阻抗没有差别,防锈铝/防锈铝界面结合良好,显示试块3防锈铝界面结合良好。
2 结果与分析
2.1 金相试验
对3块试块防锈铝5083和防锈铝5083的界面进行金相试验,如图2。
1) 对试块1防锈铝5083与防锈铝5083之间的界面金相检验,如图2(a),显示防锈铝5083与防锈铝5083界面漩涡区有0.6 mm×0.75 mm尺寸的熔化块。根据惠更斯-菲涅尔原理,超声检测灵敏度为λ/2。已知铝的声速为C铝=6 320 m/s,探头频率f=5 MHz的,波长λ=C/f=1.264 mm,铝板的超声波检测灵敏度约为λ/2=0.632 mm。因为试块1防锈铝界面之间的熔化块尺寸大于0.6 mm,所以熔化块可以被超声检测出。
2) 对试块2防锈铝5083与防锈铝5083之间的界面金相检验,如图2(b),显示防锈铝5083与防锈铝5083界面漩涡区有0.2 mm×0.4 mm尺寸的熔化块。试块2防锈铝界面之间的熔化块尺寸在0.2~0.4 mm,虽然熔化块尺寸小于0.6 mm,仍可以被超声检测出,但是在防锈铝界面的界面回波高度比试块1降低了1/2。
3) 对试块3防锈铝5083与防锈铝5083之间的界面金相检验,如图2(c),显示防锈铝5083与防锈铝5083界面漩涡区有0.08 mm×0.2 mm尺寸的熔化块。试块3防锈铝界面之间的熔化块尺寸已经小于0.2 mm,防锈铝界面没有有界面回波,表明尺寸小于0.2 mm的熔化块无法被超声检测出。
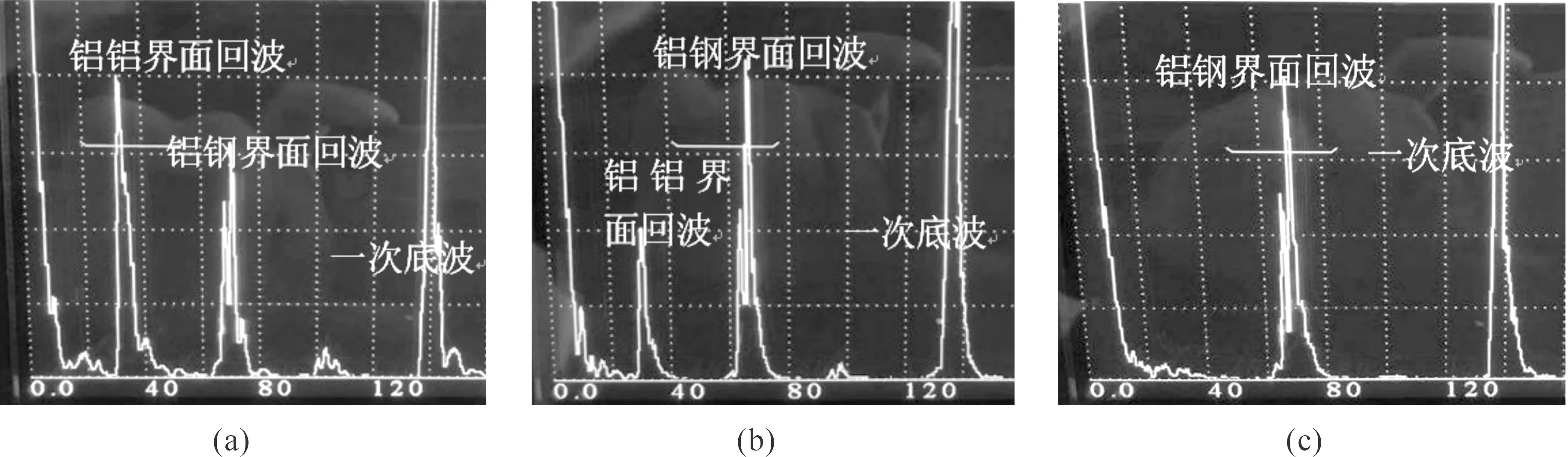
图1 超声波检测波形
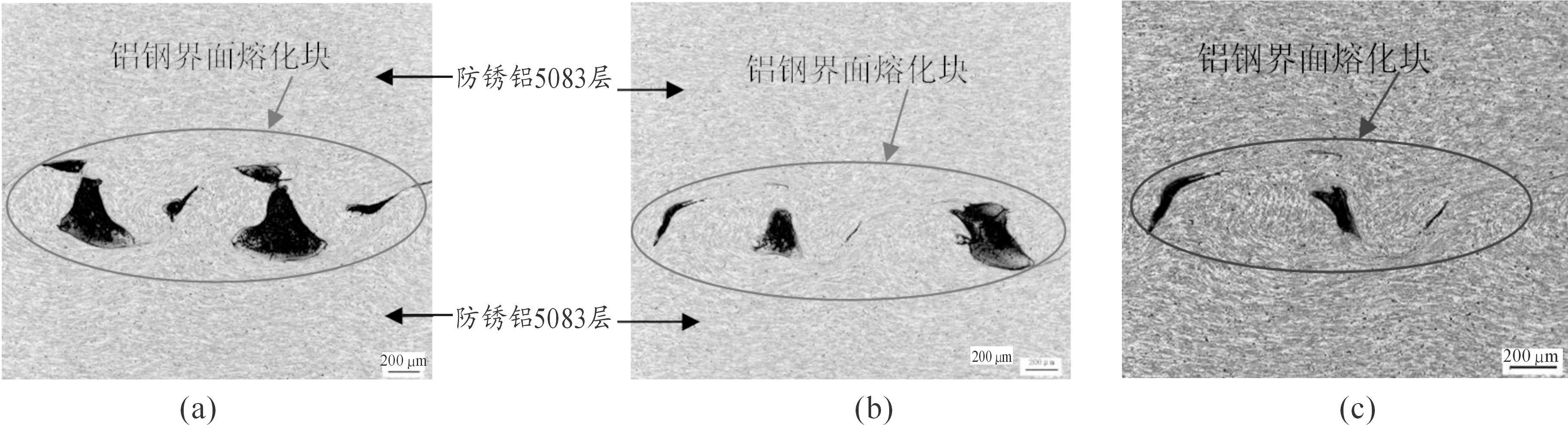
图2 防锈铝5083与5083界面金相
试验表明实际超声检测中,爆炸焊接材料界面熔化块尺寸小于超声检测理论灵敏度,也可以被检测到。在超声检测防锈铝5083界面之间出现界面回波,则防锈铝5083界面之间有尺寸大于0.2 mm的熔化块。
2.2 剪切试验
界面熔化块可能会影响复合材料的结合强度,因此对3块试块进行剪切试验,如表1。
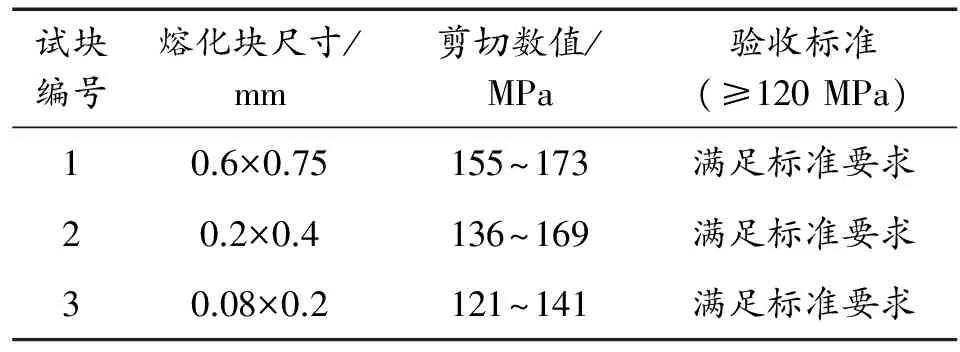
表1 剪切试验数据
对比上述结果,可以看出,熔化块尺寸越小,界面强度越低。这与3种试块的工艺设计有关,其中试样1对在工艺产生的爆炸载荷最大,界面碰撞的能量最大,从而产生的熔化块大,界面硬化程度大,因此强度最高;反之,试样3界面熔化块尺寸最小,强度最低。
2.3 渗透检验
对于铝钢复合接头来说,除剪切强度的要求外,还要求界面不得有线性缺陷,熔化块尺寸越大,出现超标线性缺陷的可能性越大。因此,对试板进行了渗透检验,如图3所示。试块1出现超标的线状缺陷,试块2有不超标的点状缺陷。而试块2的结合强度高于试块3,因此试块2对应的工艺是最佳工艺。
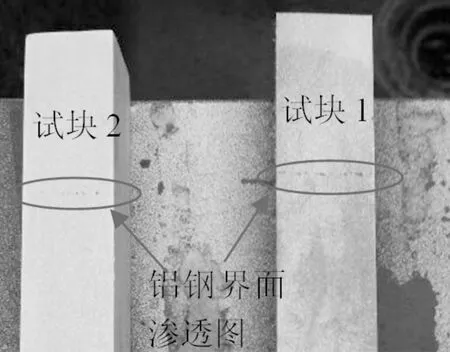
图3 试块1,2铝铝界面渗透图片
3 结论
1) 当防锈铝界面中熔化块尺寸大于0.2 mm时,两层防锈铝界面回波明显存在。超声检测中,爆炸焊接材料界面熔化块尺寸小于超声检测理论灵敏度,也可以被检测到;
2) 防锈铝5083和防锈铝5083的界面回波是由其界面漩涡区的熔化块产生,进行渗透检测,可以发现熔化块越大,越易出现超标线性缺陷;
3) 检测结果显示,试块2对应的工艺最优,界面结合品质最好。
[1] 黄杏利,薛治国,穆绪梅,等.铝钢复合板结合性能研究[J].兵器装备工程学报,2016(5):165-167.
[2] 黄杏利,汪洋,徐鹏,等.铝/钛/钢爆炸复合板性能研究[J].热加工工艺,2011(16):103-105.
[3] 李莹,王礼营,庞国庆,等.钛-不锈钢爆炸复合接头棒品质特性的相互关系[J].四川兵工学报,2015,36(8):26-28.
[4] 郑远谋,黄荣光,陈世红.锆合金与不锈钢过渡管接头的爆炸焊接[J].原子能科学技术,2000,34(1):49-53.
[5] 刘津开.铝-钢爆炸复合接头组织与性能研究[D].大连:大连交通大学,2010.
[6] 毛秋水.舰船用铝-铝-钢复合材料焊接性能研究[D].镇江:江苏科技大学,2010.
[7] 廖华刚.爆炸焊接参数对复合板界面组织及力学性能的影响,武汉:武汉科技大学,2003.
[8] 陈伟,朱协彬,孙坤,等.TA2/NiCr爆炸复合棒界面组织及性能研究[J].安徽工程大学学报,2013(2):58-61.
[9] 狄建华,吕春玲,宋新社.等.Ly12铝合金与A3钢爆炸焊接条件的确定[J].华北工学院学报,2001(1):66-69.
[10]郑远谋.爆炸焊接和金属复合材料及其工程应用[J].兵器材料科学与工程,2002(2).
(责任编辑 唐定国)
Explosive CladJoint Aluminum/Aluminum Layer Interface Combined With Quality Ultrasonic Detection Research
WANG Li-ying1, 2, WANG Bei1, ZHANG Lei1, MA Wei-hui1
(1.Xi’an Tianli Clad Metal Materials Co., Ltd., Xi’an 710201, China;2.Shaanxi Engineering Research Center of Clad Metal Materials, Xi’an 710201, China)
Metallographic test, shear test and penetrate testing are processed in the Antirust aluminum/rust layer of explosive composite joint interface which has obvious interface echo. And we compare the data, and get in the ultrasonic testing antirust aluminum/rust layer interface between interface echoes, there is melting block anti-rust aluminum/antirust aluminum melt layer interface between them and its size is greater than 0.2 mm. We do the penetrate examination of the antirust aluminum interface, and there is linear and dot in the melting area. We use ultrasound tests to evaluate aluminum steel composite joint interface bonding quality, which can judge the interface microstructure and shearing, and determine the optimal process quickly without any damage.
explosion welding; aluminum/stainless steel; ultrasonic test
2017-02-10;
2017-03-15
国家高技术研究发展计划(863计划)(2015AA03A501)
王礼营(1982—),男,工程师,主要从事爆炸复合材料的无损检测研究。
10.11809/scbgxb2017.06.024
format:WANG Li-ying, WANG Bei, ZHANG Lei, et al.Explosive CladJoint Aluminum/Aluminum Layer Interface Combined With Quality Ultrasonic Detection Research[J].Journal of Ordnance Equipment Engineering,2017(6):109-111.
TG456
A
2096-2304(2017)06-0109-03
本文引用格式: 王礼营,王贝,张磊,等.爆炸复合接头防锈铝/防锈铝层界面结合品质的超声检测[J].兵器装备工程学报,2017(6):109-111.
猜你喜欢
力学与实践(2022年3期)2022-07-02
科学技术创新(2022年1期)2022-02-19
林产工业(2021年12期)2022-01-07
湖南大学学报(自然科学版)(2021年12期)2021-12-30
科学技术创新(2021年3期)2021-01-22
无损检测(2020年12期)2020-12-25
航空发动机(2020年3期)2020-07-24
模具制造(2019年10期)2020-01-06
兵器装备工程学报(2018年9期)2018-10-11
山东工业技术(2016年15期)2016-12-01