
高强度环保再生胶在轮胎中的应用探讨
2017-07-01 20:57钱寒东
世界橡胶工业 2017年5期
钱寒东
[大冢材料科技(上海)有限公司 ,上海 200233]
高强度环保再生胶在轮胎中的应用探讨
钱寒东
[大冢材料科技(上海)有限公司 ,上海 200233]
为解决废旧橡胶的处理困难,以及传统高温脱硫的再生胶生产工艺对环境污染的危害,介绍了一种采用高剪切螺杆挤出的无污染环保生产工艺制得的再生橡胶,并通过实验数据分析,探讨了该材料在两种轮胎胎面胶中应用的可行性。
再生胶;高温脱硫;环保再生胶;胎面胶;全钢胎;半钢胎
0 前 言
中国是一个橡胶应用大国,橡胶的年消耗量居世界第一位;与此同时,中国又是一个橡胶资源严重匮乏的国家,年消耗量的60%需要进口,且短时间内很难有根本的解决方案。另一方面,随着社会的发展,汽车不断普及,废旧轮胎大量产生。这是一种再生资源,是新材料领域中的“宝”,甚至可以说是一座掘不尽的金矿。尤其在当前中国橡胶资源紧缺的情况下,废旧橡胶制品的再生利用更具有积极的意义。自2004年党的十六届四中全会提出“大力发展循环经济,建设节约型社会”以来,中国轮胎循环利用产业获得了突飞猛进的发展[1]。
然而传统的高温动态脱硫生产再生胶工艺不仅能耗大,对环境的污染更为严重。这种工艺在生产过程中必须添加化工原料,大多数(其中有几十种)是对人体是有严重毒害的,同时在生产过程中会产生噪声、粉尘、硫化氢、二氧化硫、煤焦油、苯、甲苯、二甲苯等,危害性显而易见,所以这种生产工艺已被国家明令禁止[2]。
再生胶可代替部分生胶用于生产各种橡胶制品,或100%使用再生胶生产低档橡胶制品,这在我国已有几十年的历史。由于再生胶的加工工艺性能优良,价格低廉,它的价格只有生胶的三分之一左右,因此得到了广泛应用。再生胶的优点:
(1)有良好的塑性,易于生胶和配合剂混合,节省工时,降低动力消耗;
(2)收缩性小,能使制品有平滑的表面和准确的尺寸;
(3)流动性好,易于制作模压制品;
(4)耐老化性好,能改善橡胶制品的耐自然老化性能;
(5)硫化速度快,耐焦烧性好。
据统计,我国再生胶产量已由”十五”期间的600万t发展到了“十一五”的1225万t,成为生产大国[3]。然而,作为橡胶用量最大的行业,轮胎行业在对再生胶的应用上一直讳莫如深,很少有知名轮胎生产厂家发表有关再生胶在轮胎中应用的文章。出于轮胎行业安全性要求较高、民用性较广的因素,对再生胶的应用十分小心谨慎。
用较为先进的双螺杆挤出法制作了环保再生胶,并通过实验比较、成本核算,探讨该再生橡胶在轮胎胎面胶中应用的可行性。
1 环保再生胶的制作
不同于传统的再生胶脱硫罐生产技术,双螺杆挤出技术采用的是双螺杆或者多阶螺杆强力剪切复合脱硫工艺:将废橡胶粉碎成细小颗粒,再与少量复原剂配合,通过密闭的高剪切螺杆挤出,使原先稳定的碳硫键断裂,并部分置换出游离态的硫,使胶料从网状结构变成具有可塑性的线性结构,重新赋予胶料流动性[4]。
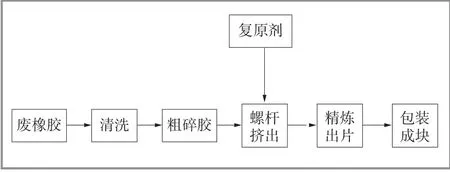
图1 环保再生胶的制作工艺流程
可以看出,这种工艺不需要加水、增塑剂等材料,投入多少产出多少,整个过程既没有废水产生,也没有废气、废渣,真正做到了环保生产。只要工艺控制得当,配合合理,可以制得具有如下优点的再生胶:
1)连续化生产,成本较传统再生胶的低廉;
2)强度更高,且可控性更强;
3)没有增塑剂,气味较低;
4)没有污染,生产过程中不产生废气、废液、废渣。
那么,这种材料的实际应用情况如何呢?把这种环保再生胶和普通再生胶作一比较,并将其应用在以两种不同生胶为主的轮胎胎面胶中进行试验和数据分析。
2 试 验
2.1 材料
STR20天然胶,泰国进口;环保再生胶,大冢材料科技有限公司;助剂OPRНAZ,大冢化学株式会社;复原剂EDW-3,扬州多肯新材料有限公司;N234炭黑,卡博特公司;白炭黑,无锡确成硅化学有限公司。其他原材料均为橡胶轮胎工业常用材料。
2.2 基本配方
1)再生胶检验配方(单位:份):再生橡胶,300.0;促进剂M,3.0;氧化锌 7.5;硫磺 4.5。
2)全钢胎胎面胶配方(单位:份):天然胶,100.0;炭黑N234,40.0;白炭黑,15.00;Si69,3.00;氧化锌, 4.00;硬脂酸,2.00;TMQ,1.50;微晶蜡,1.00;6PPD,2.00;硫磺,1.00;TBBS,1.50;CTP,0.15;助剂OPRНAZ,0.25。
3)半钢胎胎面胶配方(单位:份):天然胶,20.00;丁苯胶,80.00;白炭黑,55.00;炭黑N234,5.00;Si69,8.00;硬脂酸,0.50;微晶蜡,1.00;6PPD,2.00;硫磺,1.00;TBBS,1.50;CTP,0.15;助剂OPRНAZ,0.25。
2.3 工艺流程
1)塑炼:将天然橡胶和再生胶一起塑炼,薄通五次。
2)混炼:按基本配方称量材料,在密炼机中炼胶,排胶温度140~150 ℃,然后在开炼机上加入硫化体系。
3)按照各项测试标准,将胶料做成标准试片,之后测量各项物理性能。
2.4 性能测试
按ASTM D 412 《硫化橡胶和热塑性橡胶拉伸性能的测定》、ASTM D 2240-2005(2010) 《硫化橡胶邵尔A硬度试验方法》、 ASTM D 5289-2007a 《橡胶用无转子硫化仪测定硫化性能》、ASTM D 7121-2005 《硫化橡胶回弹性的测定》、ASTM D 1646-2004《橡胶黏度应力松弛及硫化特性的试验方法》、GB/T 13460—92《再生橡胶》、Afрs GS 2014:01 Pak 《多环芳烃(PAНS)含量测试》等各项标准进行性能测试。
2.5 主要设备
用到的主要仪器设备有1.5L密炼机,Ф200开放式炼胶机,40T微机控制平板硫化机,ZWICK邵氏A型橡胶硬度计,ZWICK万能材料试验机,MONTECН MV3000门尼黏度计,MONTECН D-MDR3000无转子橡胶硫化流变仪,GOTECН恒温烘箱,GOTECН AKRON磨耗仪,GOTECН橡胶回弹仪,岛津分析天平,仪尊DMA测试仪等。
3 结果与讨论
3.1 环保天然橡胶的性能测试
按照天然橡胶的测试标准GB/T 13460—92,采用2.2中的1)配方,将环保再生胶与传统再生胶在开炼机上加工,做成小样,并进行性能测试(表1)。

表1 环保再生胶与传统再生胶性能对比
从表1可以看出,一方面,在多环芳烃含量上,环保再生胶要远低于传统再生胶,在实际应用过程中可以表现为制成的产品不会出现明显变色、溢出、迁移等,因此它的环保意义不仅在于它的生产过程中,也存在这种材料本身的属性上;另一方面,环保再生胶的拉伸强度和撕裂强度要高于传统再生胶,胶料的门尼黏度偏高。这是因为传统再生胶在制作过程中大量使用水、溶剂等添加物,而环保再生胶除了一些复原剂以及助剂外,不再添加其他材料。正是这个原因,环保再生胶的硬度更接近于普通轮胎胎面胶的硬度,而传统再生胶硬度就比较低。
3.2 环保再生胶对全钢胎和半钢胎的硫化性能的影响
将不同含量的再生胶添加在以天然橡胶为主的全钢胎配方[2.2中的配方2)]和以合成橡胶为主、硬度较低的半钢胎配方中[2.2中的配方3)]。首先来看它对硫化性能的影响。
从图2~4可以看出,随着再生胶在胎面中添加量的增加,焦烧时间会明显缩短,交联程度会明显降低;而在硫化速度方面,以天然橡胶为主的全钢胎胎面胶的硫化速度变化不大,但以合成胶为主的半钢胎胎面胶的硫化速度变化较大,大大加快了硫化速度。

图2 添加再生胶对胎面胶焦烧性能的影响

图3 添加再生胶对胎面胶硫化特性的影响
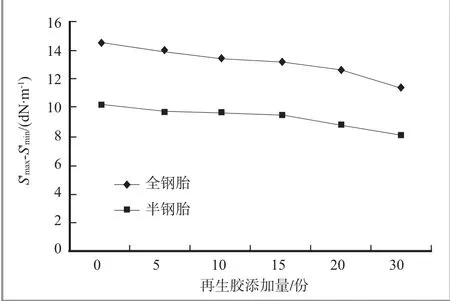
图4 添加再生胶对胎面胶交联程度的影响
在生产环保再生胶的过程中,复原剂与胶粉作用可以部分置换出一定量的硫化体系,同时复原剂也有一定的促进交联作用,所以在掺用的过程中会加快胶料硫化和焦烧的速度。
3.3 环保再生胶对全钢胎和半钢胎物理性能的影响
通过表1我们可以看出,环保再生胶本身的强度在12 MPa左右,要比普通轮胎胎面胶的强度低很多。所以添加再生胶会不可避免地降低轮胎的物理性能。那么究竟会是怎样一个情况呢?请见图5~9。
可以看到,添加再生胶后,胎面胶的强度和回弹性能有一定程度的下降,添加30份该再生胶,性能下降率在20%左右。但是再生胶的添加基本不影响胎面胶的硬度、撕裂和拉断伸长率等性能。由于在化学断链过程中无法达到100%的复原效果,因此再生胶中不可避免存在着无法交联的橡胶颗粒,从而降低了胶料的强度和弹性。但20%的下降范围只要配合得当还是可以很好地满足轮胎的使用要求的。更何况,硬度、撕裂等性能并没有受到很大的影响。

图5 添加再生胶对胎面胶拉伸强度的影响
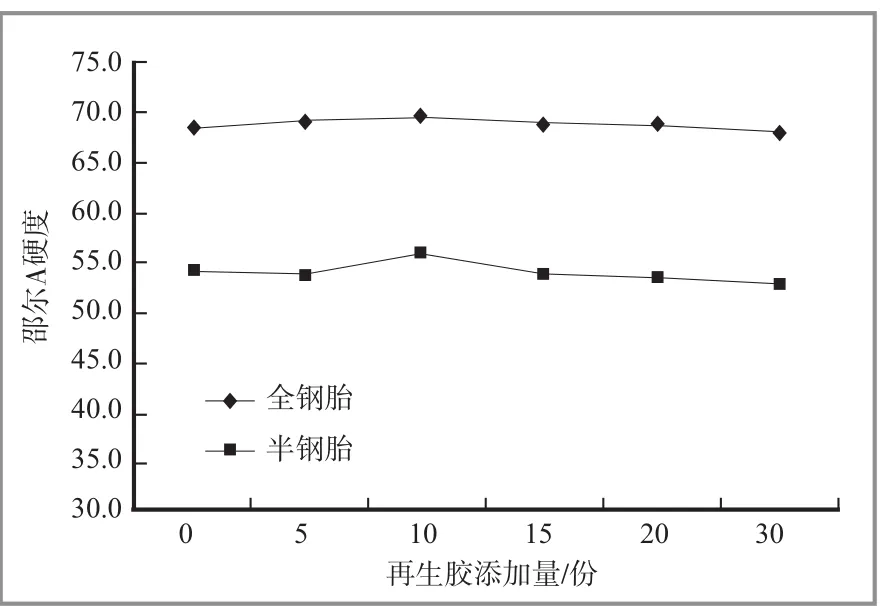
图6 添加再生胶对胎面胶硬度的影响

图7 添加再生胶对胎面胶撕裂强度的影响

图8 添加再生胶对胎面胶回弹性能的影响

图9 添加再生胶对胎面胶拉断伸长率的影响
3.4 环保再生胶对全钢胎和半钢胎动态性能的影响
对添加了这种环保再生胶的胎面胶进行了DMA动态试验,以便在实验室中测试它在轮胎中的应用效果。
从图10~11可以发现,添加再生胶并不影响胎面胶的动态玻璃化转变温度,但对动态损耗因子tan δ有明显的影响,其会随着再生胶添加量的增加而提高,特别是在以天然橡胶为主的全钢胎胎面胶的配方中表现地较为明显。也就是说,随着再生胶添加量的增加,轮胎胎面胶的滚动阻力增加,滚动生热增加。但是,胶料的抓地力会提升,抗湿滑性能和高速行驶性能均会改善。
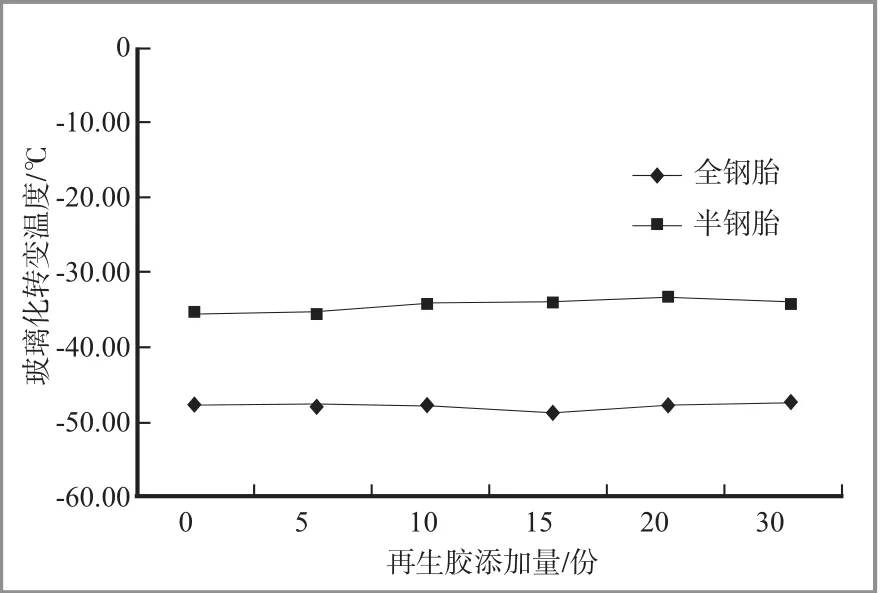
图10 添加再生胶对胎面胶动态玻璃化转变温度的影响
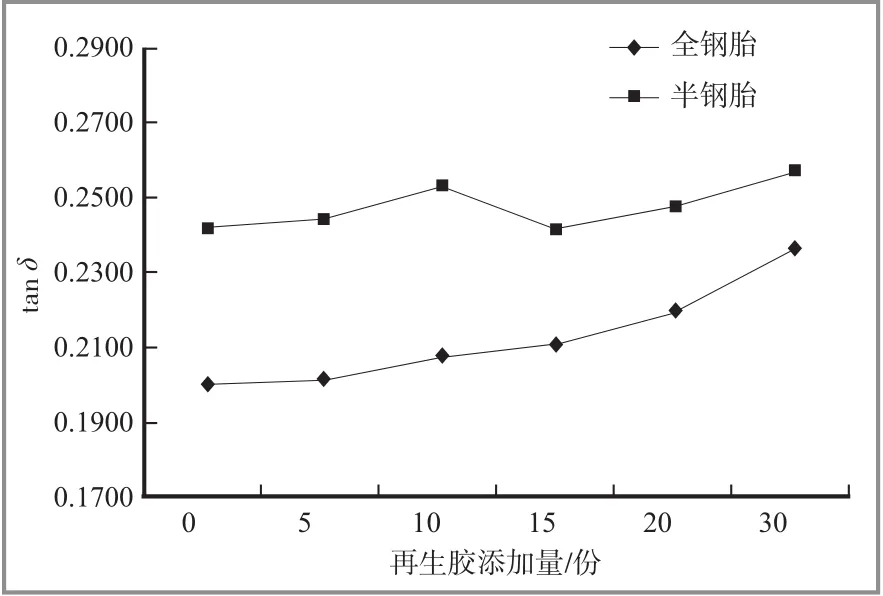
图11 添加再生胶对胎面胶动态损耗因子tan δ的影响
3.5 环保再生胶在全钢胎中应用的生产成本和性能比较
从企业效益出发,在满足轮胎安全使用的前提下,在轮胎生产过程中应用再生胶的最大驱动力来自于材料成本的降低。假定轮胎胎面胶的材料成本为15元/kg(仅供参考),添加环保再生胶后,成本与拉伸强度性能的对比如图12所示。
由图12可以看到,材料的性能和材料的价格是成正比的。随着再生胶添加量的增加,胶料的性能会明显减小,材料成本也会降低。这时,一方面要考虑整个材料的配合,另一方面也要取决产品的性能需求。相关资料表明,在轮胎胶料中使用5份再生胶,能在保证各项性能不变的情况下,适当改善胶料的屈挠性和老化性,以及成品轮胎的高速性、耐久性,并为企业节约大量成本[5]。

图12 添加再生胶对胎面胶成本与拉伸强度的影响
4 结 语
本实验证明,在轮胎胎面胶中并用环保再生胶会有如下影响:
(1)加快硫化速度,缩短焦烧时间,交联密度有一定程度下降。
(2)在物理性能方面,拉伸强度与回弹性会有所下降,硬度、撕裂与拉断伸长率基本没有变化。
(3)动态性能方面,虽不影响胎面的玻璃化转变温度,但会提高动态损耗因子tan δ,使生热增加,抓地力提高。
(4)经济性方面,添加再生胶可明显降低材料成本。
因此,在轮胎胎面胶中适量添加环保再生胶是可以满足轮胎基本使用要求的。在使企业获得一定经济效益的同时,也可以推动环保再生胶的发展,有利于减少进口依赖、节能减排,为资源循环利用作出贡献。
参考文献:
[1] 钱伯章.废旧轮胎回收利用的现状与进展[J].现代科技,2008, 34(2):8-11.
[2] 李兴福,徐鹤. 中国废旧轮胎利用途径的环境影响评价[J].环境污染和防治, 2010, 32(11):99-101.
[3] 曹庆鑫.我国再生橡胶工业现状及发展前景[J].橡胶科技, 2010(16):1-4.
[4] 马瑞刚.废旧橡胶再生技术进展和橡胶的环保再生[J].橡胶科技, 2007(15):21-24.
[5] 李冬,田小顺.再生胶在轿车子午线轮胎侧胶中的应用[J].轮胎工业, 2009, 29(2):105-108.
[责任编辑:朱 胤]

中策橡胶集团实现了德国人最先提出的工业4.0
不久前,新闻联播播出的一条新闻,为杭州加上了一顶新的“桂冠”——智能制造之城。新闻联播点赞的这家企业是位于杭州的中策橡胶集团。通过与阿里云合作开展的中策橡胶智能工厂项目,这家国内最大的轮胎制造企业,已经使混炼胶平均合格率有了3至5个百分点的提升。有人惊呼,没想到德国人最先提出工业4.0,竟然被浙江人率先实现了!今年4月,浙江省信息化工作领导小组发布《浙江省“企业上云”行动计划(2017)》。指出要通过引导,让10万家企业有能力利用最新技术来提升效率,向“云”要发展新动能,加速向智造大省迈进。这一计划集中体现了当前工业、农业、商业等领域对云计算、大数据、人工智能等新技术的需求。《浙商》记者在采访中获悉,阿里云在计划推出后表示,已经为此联合生态合作伙伴组建专门服务团队,利用自身在云计算、大数据、人工智能领域的深厚积累,通过ET工业大脑、ET城市大脑、ET医疗大脑等一系列产品与服务方案,使工农商各领域企业顺利实现数字化转型,挖掘中国制造“1%的威力”。事实上,以中策橡胶、吉利为代表的浙江企业已经在生产制造中感受到了云计算、大数据带来的技术红利。

作为杭州市首批“两化融合”(信息化和工业化)企业,中策橡胶在研发、质检、生产等产业链环节积累了信息数据,但如何有效处理海量数据成为难题。阿里云ET工业大脑自2016年底入驻中策橡胶的生产车间,对中策橡胶生产端的各类数据进行深度学习。以轮胎生产中的主要原材料橡胶为例,中策橡胶每天从全球采购千吨量级的橡胶块,将橡胶块合成混炼胶最终进入生产线。不同胶源产地、加工厂、批次等数千个复杂因子都会影响橡胶块质量,这些因子的相亲相斥也直接影响了是否能合成优质的混炼胶。和以往更依托经验的质检方式不同,ET工业大脑通过人工智能算法,能在短时间内处理分析每一块橡胶的出身,匹配最优的合成方案,极大地稳定了混炼胶性能,大大降低在加工环节的成本投入。目前,阿里云已帮助中策橡胶提升混炼胶平均合格率3%~5%。“合格率的提升每年能够节省千万级的成本。目前中策已和阿里云策划更深度的合作,希望通过对轮胎属性、门店数据等信息的运算分析,对影响产品性能、购买需求的因子进行分析排序,从而对供给端实现进一步优化。”中策橡胶副总经理张利民说。
(转载自中国橡机网)
X783.3
B
1671-8232(2017)05-0001-06
2017-04-07
猜你喜欢
建材发展导向(2022年10期)2022-07-28
橡胶工业(2022年7期)2022-07-19
电线电缆(2021年1期)2021-03-29
橡塑技术与装备(2018年21期)2018-02-19
橡胶工业(2015年10期)2015-08-01
橡胶科技(2015年6期)2015-07-31
橡胶科技(2015年2期)2015-07-30
橡胶工业(2015年6期)2015-07-29
橡塑技术与装备(2015年7期)2015-07-03
橡塑技术与装备(2015年7期)2015-07-03
