
汽轮发电机氢气冷却器漏氢故障原因分析及处理
2017-07-01 16:27黄巍,汪海
电力与能源 2017年3期
黄 巍,汪 海
(中广核核电运营有限公司,广东 深圳 518000)
汽轮发电机氢气冷却器漏氢故障原因分析及处理
黄 巍,汪 海
(中广核核电运营有限公司,广东 深圳 518000)
国内某核电厂1号发电机在首次大修后,其中的两台氢气冷却器在日常运行期间均出现氢气泄漏的异常现象。在第二个循环大修停机期间,经现场检查分析,确认漏氢原因为氢气冷却器密封压条在安装期间打磨过多,造成橡胶密封压缩量不足所致。同时,通过现场试验明确了密封压条的安装尺寸标准,成功解决了中国改进型三环路压水堆(CPR1000)发电机机组氢气冷却器在安装阶段遗留的缺陷,保证了机组的安全稳定运行。
氢气;泄漏;压条;尺寸;打磨
在机组正常运行期间,定子膛内的氢气的泄漏可导致发电机壳内氢压的降低,造成发电机冷却效果的下降,从而限制发电机的出力状况,同时,漏氢严重时存在氢气爆炸风险,甚至可造成发电机破坏性损坏[1]。关于发电机氢气冷却器漏氢故障主要分析氢气内漏和外漏,氢气内漏为定子膛中的氢气向冷却器中泄漏,氢气外漏为氢气通过冷却器本体与发电机本体的密封处向大气中泄漏。本文主要针对氢气冷却器氢气外漏故障模式进行分析和处理[2]。
1 事件描述
国内某核电厂1号发电机(型号:TA1100-78;额定功率:1 150 MW;额定电压:24 kV、氢压:300 kPa)在首次大修并网后临停时,检查发现GRH401RF氢气冷却器底部密封压板处存有两处漏点,并且其中一处泄漏量较大,可明显感觉到有气流喷出,氢气探测仪检查该区域氢气浓度高达到4%(氢气爆炸极限为4%~75%),随后排氢降压,对该处橡胶密封条进行了更换,漏氢现象短时消除。
机组并网运行一段时间后,测量跟踪发电机整体氢气泄漏率逐渐呈增大趋势,最大泄漏率高达33 m3/天,超过泄漏率<18 m3/天的运行标准要求。检查发现GRH101RF氢气冷却器底部密封压板处亦存有氢气泄漏。同时,后续又检查发现GRH401RF氢气冷却器又出现漏氢现象,为了维持机组的安全运行,电厂对该两台氢气冷却器通过安装夹具,涂抹金属修补剂、注胶等方式实施了氢气带压堵漏临时处理措施,堵漏后发电机整体氢气泄漏率明显降低并保持在运行标准要求范围内,使用氢气探测仪对该两台氢气冷却器检查无异常。
然而,在第二个循环大修停机降功率期间,使用氢气探测仪检查发现GRH401RF氢气冷却器顶部及底部方型框架法兰处分别存有0.26%和0.42%泄漏量,泄漏位置与堵漏位置相同。本文主要结合氢气冷却器密封结构,对氢气泄漏原因和处理措施进行了分析和讨论。
2 原因分析
2.1 氢气冷却器密封结构
CPR1000核电汽轮发电机组氢气冷却器均为悬挂式设计,冷却器本体自由悬挂在发电机定子外壳本体上。如图1所示,氢气冷却器密封结构包括方型框架法兰401与发电机本体之间的垂直密封406,以及氢气冷却器本体铜密封面与方型框架法兰之间的横向密封407。其中垂直密封406结构相对简单,为凹槽和密封条单一结构,密封性能较稳定。而横向密封407结构相对复杂,为10 mm×10 mm的方形橡胶密封条放在宽度为10 mm、由氢气冷却器铜密封面和方型框架法兰钢密封面共同构成的密封槽中,再通过4段直线压板409及固定螺栓紧压L形金属密封压条408和橡胶密封条,使密封条受压后向两侧膨胀形成的密封结构。其中401和403分别为上、下方型框架法兰,411和412分别为压板固定螺栓及锁片,409、410和419均为直线压板。

图1 氢气冷却器密封结构
2.2 检查结果
根据先前带压堵漏位置,及结合对氢气冷却器垂直密封406检查结果无异常,则可确认GRH101RF和GRH401RF氢气冷却器漏氢位置为横向密封407。为进一步确定造成横向密封407失效的原因,分别对相应的螺栓力矩、压板、压条、密封条进行检查,检查结果如下。
(1)复测直线压板409螺栓力矩松动情况,发现力矩均大于运行期间密封良好的两台氢冷器法兰力矩,未发现异常现象。
(2)检查密封压条408已完全压入密封凹槽内,取出压条检查,发现压条密封接触面在拐角处均被打磨(工程安装阶段未明确压条宽度的要求),原设计宽度尺寸为10 mm,现压接面宽度尺寸最小为6 mm;同时检查发现拐角处均有轻微渗油异常现象,密封条直线段未发现油迹。具体如图2、图3所示。
(3)检查橡胶密封条切口摆放位置正确,切口粘接处表面光滑平整,密封条表面及凹型槽内清洁无异物,未发现异常。
(4)检查氢冷器本体密封铜面及方型框架法兰密封面,未发现密封面有明显贯穿性划痕。
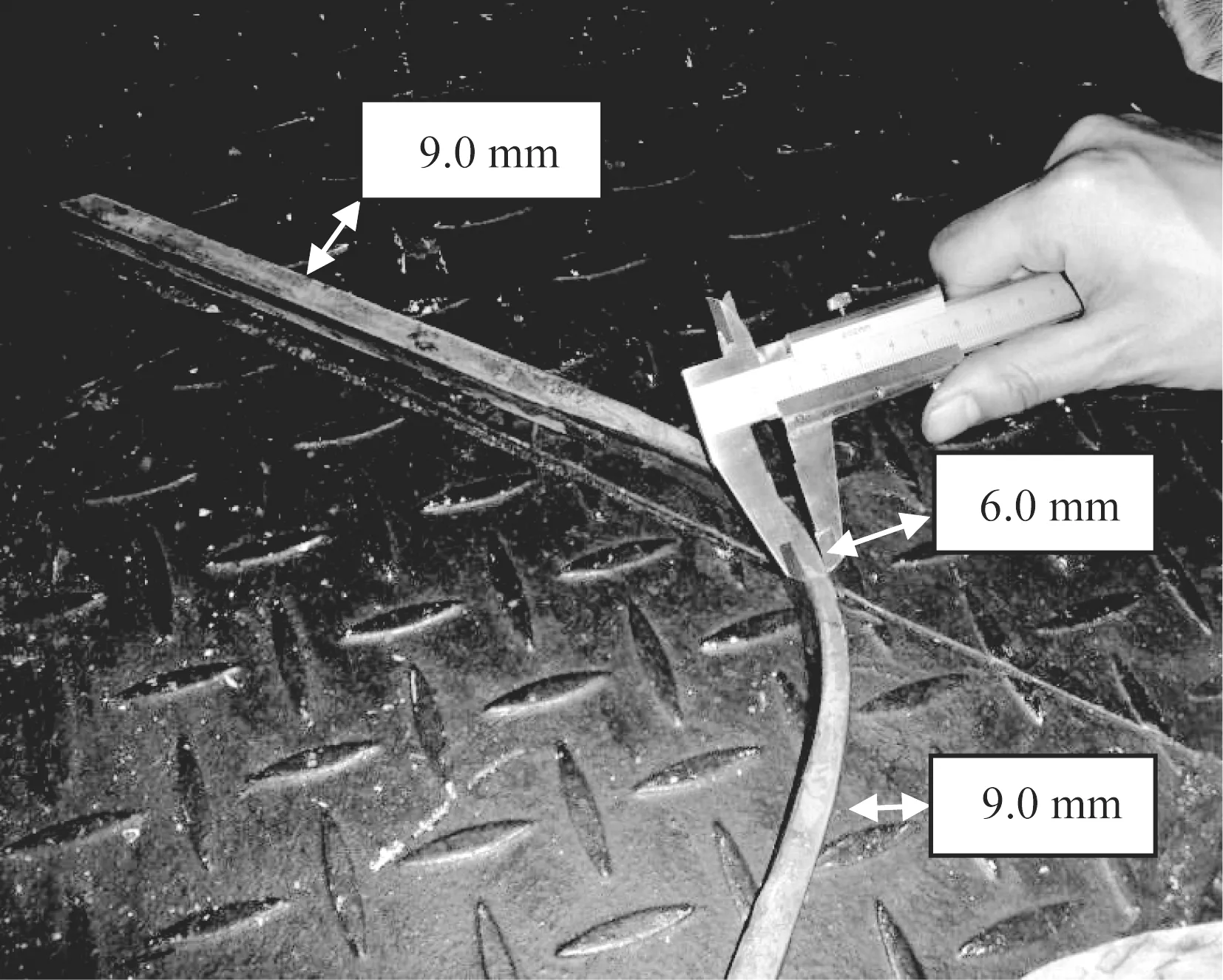
图2 密封压条拐角打磨过多

图3 密封压条拐角处渗油
2.3 漏氢原因分析
通过检查结果可以看出,氢气冷却器在拐角处存有轻微的渗油现象,由于氢气分子密度远小于发电机轴瓦密封油的分子密度,氢气渗透性较强于密封油渗透性,从而也说明了机组运行期间在压条拐角处存有氢气泄漏的情况。原因分析认为金属压条408在拐角处被打磨过多,造成橡胶密封条受压接触面减少,使橡胶密封条不能充分的在铜密封面和钢面之间的空隙凹槽中膨胀填充,从而造成密封失效。其中401为方型框架法兰,408为金属压条。
氢冷器408密封压条按设计尺寸安装时(压条和橡胶密封条接触面等同均为10.0 mm×10.0 mm),在压缩状况下橡胶密封条能够完全填充凹型槽内的间隙,密封性能可以保证。若当408密封压条被打磨接触面减小时,密封胶条压缩时不仅要填充密封间隙,还会沿密封压条间隙向上膨胀,导致两侧密封面压力变小,从而造成密封性能下降。随着运行时间增长,以及发电机氢气温度的影响,则会导致橡胶密封条弹性下降,从而造成漏氢。橡胶密封条压缩示意图如图4所示。
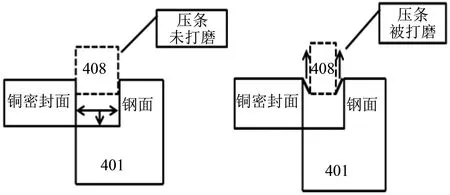
图4 橡胶密封条压缩示意图
3 处理方案
通过以上分析可知,在现场安装过程中需尽可能地减小对密封压条尺寸的打磨。为了进一步确定密封压条接触面对密封性能的影响,通过加工专用工具模拟氢气冷却器带压运行状态的密封情况,在同等试验条件下,分别选用了6.0、7.0、8.0、9.0 mm不同宽度的压条,发现密封压条接触面宽度在8.0 mm及以上时,其密封性能即可满足要求。
根据现场压条与密封槽的适配检查试验,发现当压条宽度在9 mm时,压条与槽可以自由适配;当压条宽度在9.2~9.3 mm时,则发现压条在槽中出现卡涩不平整的现象,考虑现场安装及打磨加工偏差等因素,且留有相应的密封裕度,决定对以上漏氢的两台氢气冷却器密封压条接触面宽度控制在为(9±0.1) mm标准范围内,相关安装处理措施如下:
(1)使用新的氢冷器密封压条,将密封压条宽度均打磨至(9±0.1) mm;
(2)安装前检查新的密封压条无毛刺,表面平整;
(3)安装前试装密封压条,保证密封压条在未放入橡胶密封条之前能自然的完全放入凹形密封槽内;
(4)对新的橡胶密封条进行检查,确保新密封条无麻点、裂痕等异常,并将密封条长度按照凹形密封槽的周长进行45度切割粘接,放入凹形密封槽内;
(5)用密封压条压紧橡胶密封条,保证密封压条完全将橡胶密封条压缩在凹槽内,并按照要求对称紧固压条螺栓力矩,直到密封压条所有螺栓紧固完成;
(6)四周直线段以及拐角处对密封压条高度进行测量,保证压条高度一致。
更换完成后,进行发电机壳内压力300 kPa发电机整体气密性试验,使用氦气质谱仪对该两台氢气冷却器顶部以及底部密封区域检查无发现泄漏,保压24 h压力下降1 Pa,满足标准不超过2 kPa的试验要求。目前机组运行至今,两台氢气冷却器运行状况稳定,发电机温度参数均正常,日常期间使用氢气探测仪对其进行复查,无发现漏氢现象。
4 结语
金属密封压条的尺寸大小是决定该类型氢气冷却器横向密封性能的关键因素,理想状况下需尽可能的保证金属密封压条与橡胶密封接触面等同。但是在现场施工安装过程中,由于受金属压条加工偏差以及变形等因素影响,无法保证压条在不打磨状况下与密封凹槽的自由配合。通过本文对漏氢原因的分析和处理过程,为以后同类型发电机组氢气冷却器在安装或检修过程中对密封压条尺寸的控制要求提供了标准依据。
[1]李伟清.汽轮发电机故障检查分析及预防[M].北京:中国电力出版社,2010.
[2]汪耕,等.大型汽轮发电机设计、制造与运行[M].上海:上海科学技术,2012.
(本文编辑:严 加)
Hydrogen Leakage Fault Analysis and Treatment for Turbine Generator Cooler
HUANG Wei, WANG Hai
(Electrical Division, China Guangdong Nuclear Power Operating Company)
After the first major overhaul of a nuclear power plant in China, the hydrogen leakage faults occurred in two of the hydrogen coolers during normal operation. During the second loop overhaul downtime, through on-site inspection, it was confirmed that hydrogen leakage appeared because the hydrogen cooler sealed layering was polished too much during installation, resulting in inadequate rubber seal compression. At the same time, the field test defined the sealed layering installation size standards, successfully solved the hydrogen leakage problem of the modified three-loop pressurized water reactor (CPR1000) generator unit hydrogen cooler in the installation phase, ensuring the safe and stable operation of the unit.
hydrogen gas; leakage; layering. size; polishing
10.11973/dlyny201703026
黄 巍(1986—),男,工程师,主要从事高压设备的检修、试验工作及设备准修管理工作。
TM311
B
2095-1256(2017)03-0336-03
2017-03-02
猜你喜欢
时代汽车(2022年22期)2022-11-22
橡塑技术与装备(2022年5期)2022-05-17
设备管理与维修(2021年11期)2021-08-27
北京汽车(2020年6期)2021-01-04
果树资源学报(2020年4期)2020-12-15
石油化工设备技术(2019年2期)2019-03-13
压力容器(2019年12期)2019-02-14
现代园艺(2017年23期)2018-01-18
焊接(2016年9期)2016-02-27
橡胶工业(2015年3期)2015-07-29
