
高流动抗冲聚丙烯专用料尺寸稳定性的流变学判定
2017-06-27 08:13娄立娟陈商涛王艳芳张凤波
石油化工 2017年6期
娄立娟,陈商涛,王艳芳,张凤波,俞 炜,黄 强
(1.中国石油 石油化工研究院,北京 102206;2.上海交通大学 化学化工学院,上海 200240)
高流动抗冲聚丙烯专用料尺寸稳定性的流变学判定
娄立娟1,陈商涛1,王艳芳1,张凤波1,俞 炜2,黄 强1
(1.中国石油 石油化工研究院,北京 102206;2.上海交通大学 化学化工学院,上海 200240)
采用流变学研究方法,围绕注塑制品尺寸稳定性的判定和控制问题,对四种典型高流动抗冲聚丙烯专用料试样进行应变、时间、频率、剪切速率和变温速率等流变学扫描测试,考察了加工温度、加工时间、注塑工艺中的升降温过程及加工剪切速率对相分离和收缩翘曲变形程度的影响。实验结果表明,施加应变范围控制在5%以内,以保证测试处于线性黏弹区的范围内,时温叠加测试为190~260 ℃;在实际注塑时,vGP曲线拐点处的复数模量(G*T)小于110 Pa,注塑制品尺寸的稳定性较好;110 Pa<G*T<800 Pa,制品尺寸稳定性一般;G*T>800 Pa,注塑制品的稳定性较差;K9928和K7726H需要低加工温度和短加工时间,而K9928H和EP548R需要高加工温度;EP548R可采用增大外加流场的方式,来控制体系的相分离程度和产品最终的收缩翘曲变形程度。
高流动抗冲聚丙烯;尺寸稳定性;收缩翘曲;流变学;控制
高流动抗冲共聚聚丙烯(PP)通常指熔体流动速率(10 min)在25~35 g的产品,已逐渐替代熔体流动速率(10 min)在10~15 g的传统产品[1],多用于饮水机、小家电、洗衣机乃至汽车制件的生产,制品对颜色、光泽性、平滑性、刚韧性等都有较高要求。目前,高性能抗冲共聚PP注塑成型方面的发展有两个明显的趋势,一是需求向高流动性方向发展,高熔指的产品有利于缩短成型周期,降低能耗,尤其适于做大型薄壁制品;另一方面是改善刚韧平衡的问题。目前降解法生产的高流动抗冲PP专用料有抗冲击性好、刚性符合要求等优点,但加工成型后色泽泛黄,收缩和翘曲变形严重。而后续开发的氢调法专用料产品虽然从根本上解决了黄色色泽的问题,但仍然存在比降解法产品更突出的成型收缩率偏高、制品尺寸不稳定的问题。
从共聚物结构角度究其根本原因,除了链层次的组成差别,很大程度上是由共聚体系内相结构的分布及其在加工流场中的演变不均引起的[2-3]。因此,对于相结构行为的判定直接关系到高流动抗冲PP专用料注塑制品的收缩翘曲行为的判断。在对聚合原料和聚合工艺不做大的改动和调整的前提下,通过有方向性地调控注塑加工工艺条件更容易低成本地实现对于注塑制品尺寸稳定性的改善。
本工作采用流变学研究方法,围绕注塑制品尺寸稳定性的判定和控制问题,对四种典型高流动抗冲PP专用料试样进行应变、时间、频率、剪切速率和变温速率等流变学扫描测试,考察了加工温度、加工时间、注塑工艺中的升降温过程及加工剪切速率对相分离和收缩翘曲变形程度的影响。
1 实验部分
1.1 材料
降解法生产的抗冲共聚PP(K9928):中国石油独山子石化公司;氢调法生产的抗冲共聚PP(K9928H):中国石化燕山石化公司;共聚PP(K7726H):中国石化燕山石化公司;抗冲共聚PP(EP548RQ):德国巴塞尔公司。
1.2 表征
所有流变学测试均在美国TA仪器公司AR2000型旋转流变仪上进行。平行板模式(直径25 mm,板间距0.9 mm,25 mm平行板做夹具),200FRTN1传感器,灵敏度为0.02 g/cm。加工产物在上海轻工机械股份有限公司XLB-D型平板硫化仪上热压成1 mm的薄片后,裁成直径为25 mm的圆片。
1.2.1 应变扫描测试
采用应变测试模式,确定线性测试的振幅区域范围。应变0.1%~100%,频率0.5 Hz,重点观察储能模量(G′)随振幅的变化情况。
1.2.2 时间扫描测试
确定时温叠加法条件的时间扫描测试:先将试样升温至200 ℃,停留1.5 min(保证试样完全熔融)后,以流变仪能够达到的最大恒定降温速率迅速降至目标测试温度,采用小振幅振荡剪切模式施以5%的应变,频率采用0.5 Hz,线性取点模式进行数据采集,观察G′、损耗模量(G″)、复数黏度(η*)以及相角等流变学参数随时间的变化情况。
确定试样相形态演变的时间扫描测试:将试样升至待测温度,等待数分钟后待试样完全熔融,采用小振幅振荡剪切模式施以5%的应变,频率采用0.5 Hz,设置足够长的测试时间,以线性取点模式进行数据采集,观察G′,G″,η*以及相角等流变学参数随时间的变化情况。
1.2.3 频率扫描测试
将试样升至待测温度,等待数分钟后待试样完全熔融,采用小振幅振荡剪切模式施以5%的应变,频率范围为0.01~100 rad/s,以对数取点模式采集数据,每个数量级至少取3个点,积分时间为各测试频率下的2个测试周期,观察G′,G″,η*及相角等流变学参数随频率的变化情况。
1.2.4 剪切速率扫描测试
将试样升至待测温度,等待数分钟后待试样完全熔融,采用稳态剪切模式,施以0.01~10 s-1的剪切速率,以对数取点模式采集数据,观察稳态黏度随剪切速率的变化情况。
1.2.5 变温速率扫描测试
降温速率测试:对试样进行温度扫描,先在200 ℃下保证试样完全熔融,施加一定的剪切速率,以3 ℃/min、1.5 ℃/min的降温速率从200 ℃降至140 ℃,记录黏度随温度的变化。当结晶过程使得黏度陡然增大直至达到仪器扭矩上限200 mN时,实验自动终止。
升温速率测试:对试样进行温度扫描,先升温至150 ℃上下,保证试样的黏度可测,施加一定的剪切速率,以3 ℃/min、1.5 ℃/min的升温速率从150 ℃升至200 ℃,记录黏度随温度的变化。
2 结果与讨论
2.1 流变学时温叠加法评价条件的确定
对于抗冲PP,通过熔融状态下的流变学行为与温度的依赖性,可反映出温度改变对相分离的影响[4]。用流变学时温叠加原理判定抗冲共聚PP试样相结构的规律,应确定针对该类型试样最佳的时温叠加实验测试条件。
首先,要保证试样在测试过程中始终处于线性黏弹区的范围(LVE)内,才能反映试样相结构本真的情况,而非在外力施加情况下的变化情况。图1为抗冲共聚PP的LVE的确定(以K7726H为例)。由图1可知,G′在应变为0.01%~6%范围内变化不大,未发生不可回复的形变,即聚合物结构未遭到破坏和改变;此后在高应变施加下,G′骤降,体系内出现了不可回复的形变;读取拐点处应变数值,约为6.3%。在进行时温叠加原理的运用时,要保证施加的应变范围在此以内。对其他三个试样进行了相同的测试,最终确定施加应变范围控制在5%以内,以保证试样在参与测试时处于LVE内。
其次,要确定时温叠加原理判定抗冲共聚PP试样相结构时的测试温度范围,要保证测试试样在该恒定温度下较长时间的稳定性。温度过高会导致试样降解变质,温度过低会由于试样在剪切过程中发生了结晶现象,从而影响测试结果。一般来说,PP在260 ℃下能保证不发生明显的降解反应,因此上限温度选为260 ℃。在选取下限温度时,对试样进行了在恒定温度下的时间扫描测试,以观察稳定性情况。图2为试样的稳定性测试结果。
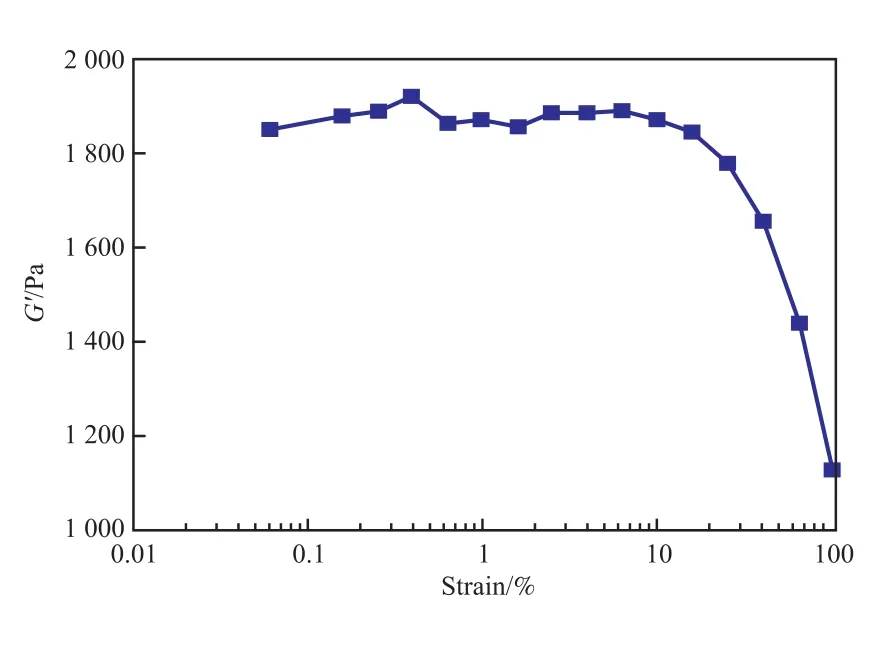
图1 抗冲共聚PP的LVE的确定Fig.1 The determination of linear viscoelasticity(LVE) of impact polypropylene(PP). Test conditions:0.5 Hz,170 ℃. G′:storage modulus.
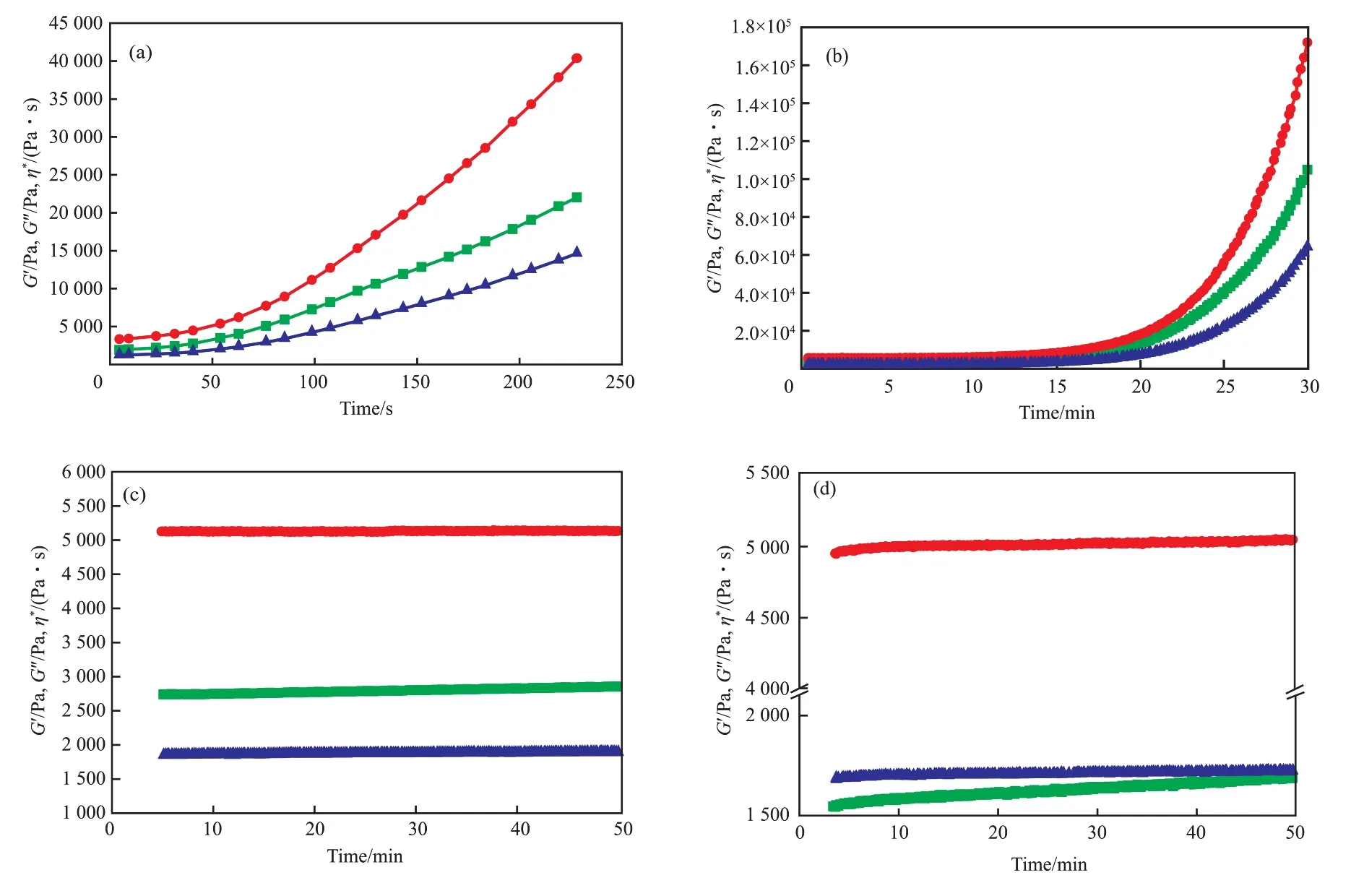
图2 试样的稳定性测试结果Fig.2 Stability test results of the sample. Test conditions:strain amplitude of 5%,0.5 Hz.(a) K9928,140 ℃;(b) K9928,150 ℃;(c) K9928,160 ℃;(d) K7726H,160 ℃■ G′;● Loss modulus(G″);▲ Complex viscosity(η*)
由图2可知,K9928在140 ℃下,在50 s后发生了明显的结晶现象,即G′,G″,η*出现了陡升的现象,因此测试温度应高于140 ℃。K9928在150 ℃下,在15 min后发生了明显的结晶现象,即G′,G″,η*出现了陡升的现象,因此测试温度应高于150 ℃。K9928在160 ℃下,在50 min内G′,G″,η*都没有发生明显变化,因此可确定,在160 ℃以上能够保证K9928试样在较长时间内的稳定性。K7726H在160 ℃下,在50 min内G′,G″,η*也没有发生明显变化。同时考虑在测试温度下试样能够尽快进入熔融状态,选取的时温叠加测试温度范围为190~260 ℃。
2.2 高流动抗冲共聚PP制品尺寸稳定性的流变学判定方法
在氮气保护下,在上述选定的应变范围及温度范围内对高流动抗冲PP典型专用料试样进行频率扫描测试,将相位角正切(tanδ)与复数模量(G*)做图,即可得到vGP曲线[5-6]。四种家电用高流动抗冲PP的vGP图比较及稳定性流变学判定方法的确定见图3,图中黑色细线为均聚PP的流变学vGP曲线。由图3可知,体系相分离越严重,该体系vGP曲线偏离均聚PP曲线就越严重。随着温度的升高,K9928和K7726H体系相分离随温度升高而严重,即具有低临界共熔温度,表现为在低温下为均相,在高温下发生相分离;而K9928H和EP548R恰好相反,相分离随着温度升高而减弱,即具有高临界共熔温度,表现为在高温下趋于均相,在低温下发生相分离。因此,可根据vGP曲线的偏离程度判定相分离程度,从而判定该试样注塑制品的尺寸稳定性。用vGP曲线的拐点处的G*(G*T)与该点相角对应的均聚PP模量的差值作为评价相分离程度的流变学参数。G*T越大,表明拐点在越高频出现,相分离程度越大;G*T越小,甚至几乎不存在拐点(如EP548R),则说明相分离程度越小,制品尺寸越稳定。在实际注塑时,可一般地认为,G*T<110 Pa时,注塑制品尺寸的稳定性较好;110 Pa<G*T<800 Pa,制品尺寸稳定性一般;G*T>800 Pa,注塑制品的稳定性较差。
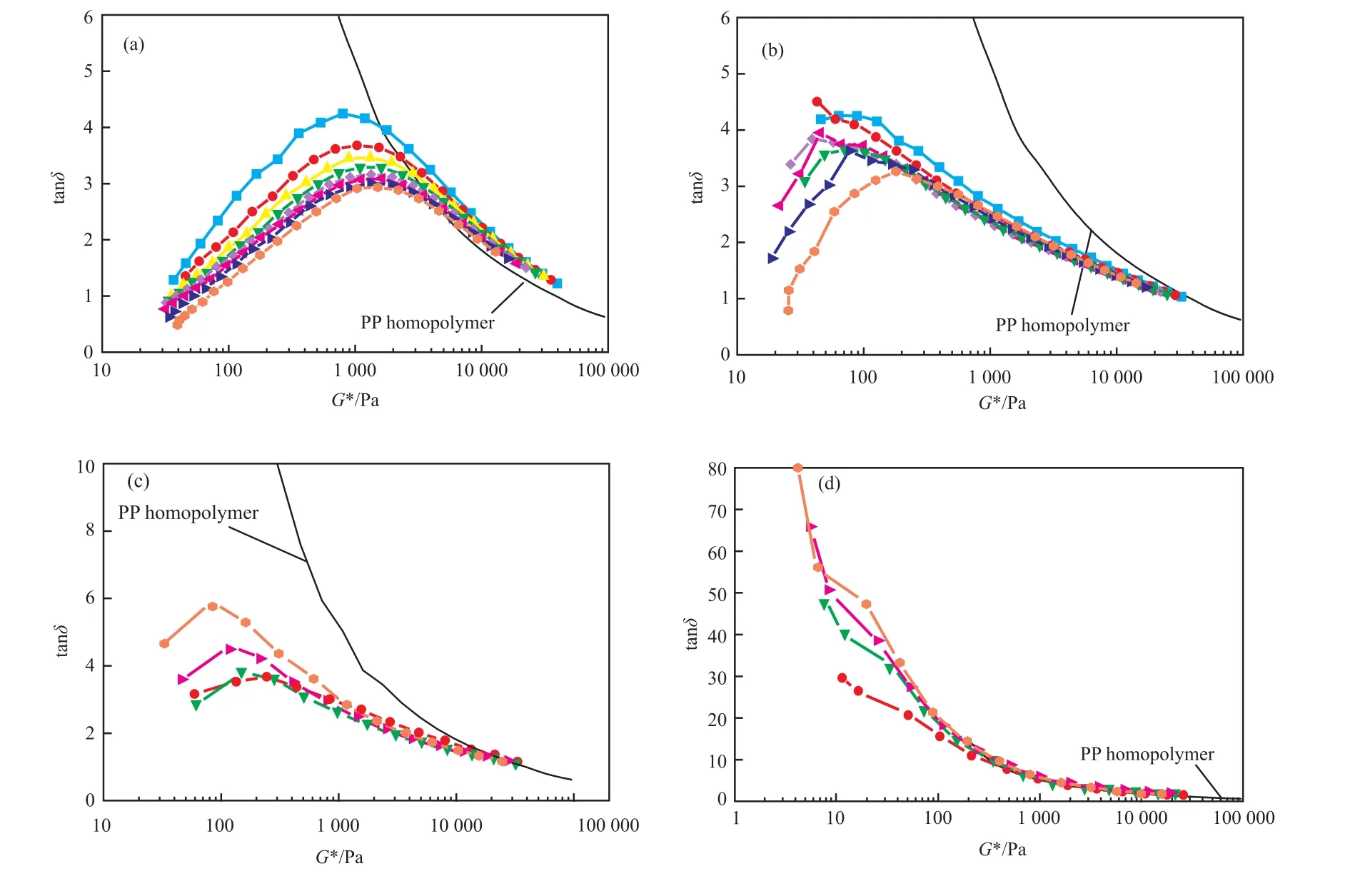
图3 四种抗冲PP的vGP图比较及稳定性流变学判定方法的确定Fig.3 Comparison of vGP plots for four types of impact PP and the determination of rheological judgment method for stability. Test conditions referred to Fig.2. δ:phase angle;G*:complex modulus. (a) K9928;(b) K7726H;(c) K9928H;(d) EP548R Temperature/℃:■ 190;● 200;▲ 210;▼ 220;◆ 230;☒ 240 ;☒ 250;260
2.3 相分离随加工时间的演变
图4为等温时间扫描结果。由图4(a)可知,K9928模量随时间单调增加,这是由相分离的演变引起的,在200 ℃下体系相分离随时间的增加逐渐加重,至5 000 s左右达平衡(即体系相分离程度随时间不再变化)。由图4(b)可知,K9928H模量先迅速下降再趋于稳定,这主要是由热降解造成,因此该温度下不适合长时间加工。由图4(c)可知,K7726H模量也随时间先单调增加,说明在260 ℃下,体系相分离随时间逐渐加重,至1 500 s完成相分离过程;由于K7726H具有低临界共熔温度相行为,所以温度越高,体系的相分离热力学驱动力越大,在较短时间内即可完成相分离。由图4(c)还可知,在260 ℃下后半段时间内,表现出K7726H模量随时间下降的现象,这是高温热降解所致,但热降解程度要低于K9928,可见氢调法工艺的产品比过氧化物降解工艺的产品稳定性要好很多。
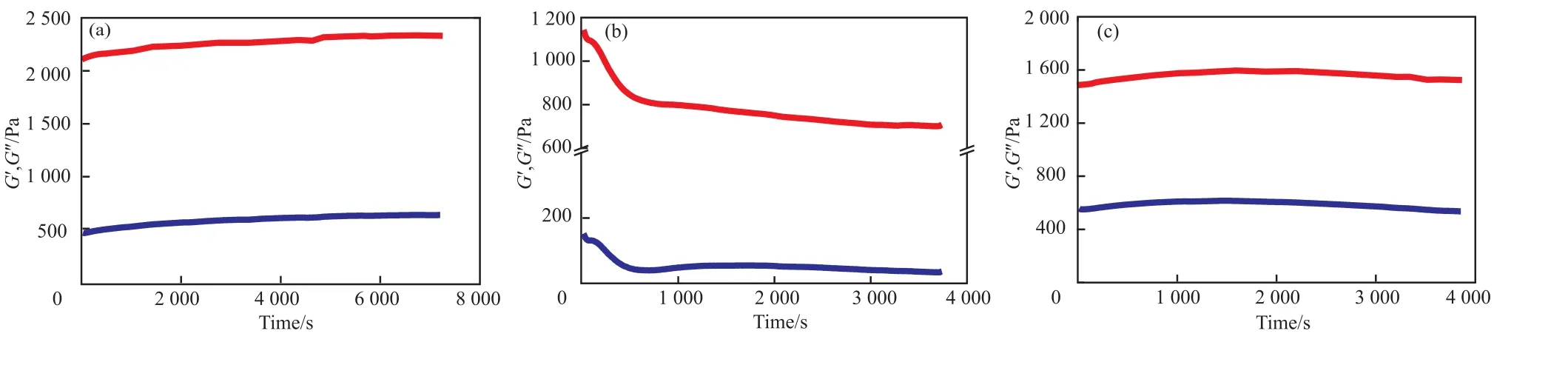
图4 等温时间扫描结果Fig.4 Isothermal time scan results. Test conditions referred to Fig.2. (a) K9928,200 ℃;(b) K9928H,200 ℃;(c) K7726H,260 ℃● G′;● G″
2.4 变温过程中的相行为演变
图5比较了四种抗冲PP的降温和升温过程中黏度的变化情况(0.01 s-1的剪切速率可视为静态条件),黏度的变化除了取决于温度之外,还与体系相形态密切相关。由图5可知,升温过程中,K9928和K7726H为具有低临界共熔温度的相行为,200 ℃时在两相区,随温度降低,相分离的热力学驱动力减弱,但相分离程度还是会进一步增大,直至发生结晶。而K9928H和EP548R为具有高临界共熔温度相行为,随温度降低,相分离的热力学驱动力逐渐增强,相分离逐渐加重,直至发生结晶。K9928和K7726H与K9928H和EP548R相比,由于相行为的本质差别,K9928和K7726H相分离程度要大于K9928H和EP548R,因此异相成核效应更大,结晶发生在较高温度;200 ℃时EP548R接近于均相,相分离最不严重,所以结晶有可能还是以均相结晶为主,结晶起始温度较低[7]。K9928H的黏度下降速率低于EP548R,表明其相分离程度要高于EP548R。
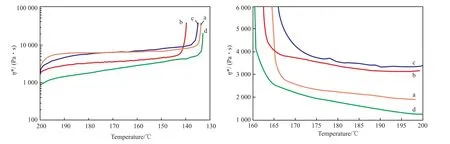
图5 四种抗冲PP的降温和升温扫描结果Fig.5 Cooling and heating sweeps for four types of impact PP. Test conditions:3 ℃/min,shear rate 0.01 s-1(considered as static conditions). a K9928H;b K9928;c K7726H;d EP548R
由此可见,对于K9928和K7726H,加工温度在兼顾流动性的同时要尽可能选得低些,且缩短加工时间,以此来降低相分离程度及异相成核效应,因降温冷却时过早的结晶会导致制品的收缩翘曲变形;而对于K9928H和EP548R,加工温度要尽可能选择高些。
2.5 剪切速率的影响
图6为四种抗冲PP降温过程中黏度的变化。由图6可知,增大降温过程中的剪切速率,K9928的黏度随温度的增长幅度有所增加,表明大剪切速率下较多的黏度增加是由较为严重的相分离所引起的,因此增大剪切速率会加重体系的相分离。对于K7726H,剪切速率为0.1 s-1和0.5 s-1时,体系的相分离程度要比剪切速率为0.01 s-1时大些,但体系黏度随温度的变化情况相近,表明体系受剪切影响不大。K9928H与K7726H类似,但EP548R有显著不同,EP548R在低剪切速率(0.01 s-1)下,体系黏度随温度降低而增加较多,而在相对较大剪切速率(0.1 s-1)下,体系黏度随温度降低而增加得较少,这表明体系相分离程度随剪切的增大有所减缓,也就是说外加剪切有利于抑制降温过程中相分离现象的加重。K9928,K7726H,K9928H在相对较大的剪切速率作用下,剪切速率的大小并不会产生很大的影响,在加工过程中,通过改变外加流场来调节体系相分离程度和产品最终的收缩变形程度的效果不大;而对于EP548R,则可通过增大外加流场的方式,来控制体系的相分离程度和产品最终的收缩翘曲变形程度。
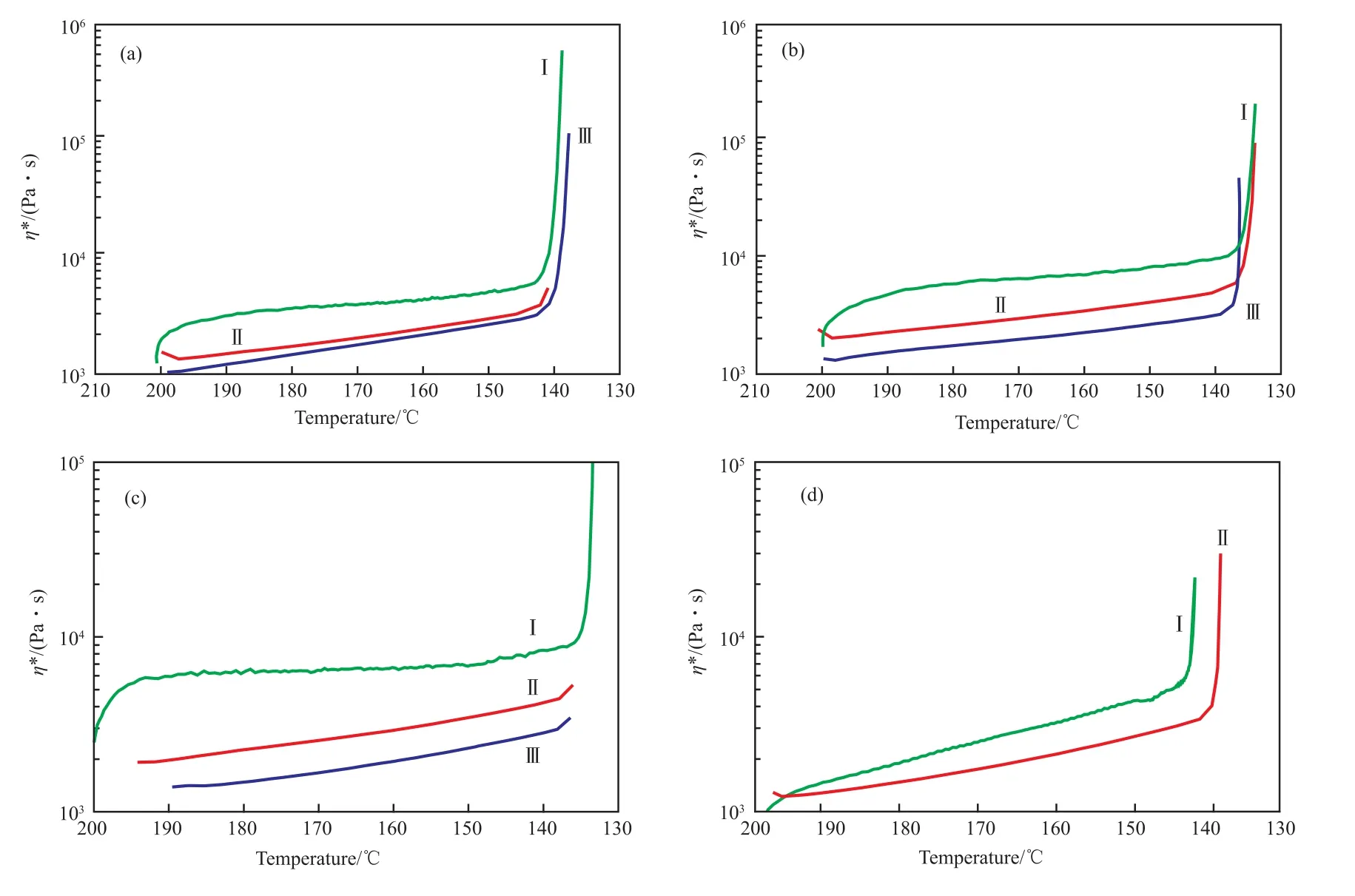
图6 四种抗冲PP降温过程中黏度的变化Fig.6 The viscosity changes during cooling process for four types of impact PP. Test conditions:3 ℃/min.(a) K9928;(b) K7726H;(c) K9928H;(d) EP548R Shear rate/s-1:Ⅰ 0.01;Ⅱ 0.1;Ⅲ 0.5
3 结论
1)确定施加应变范围控制在5%以内,以保证试样在参与测试时处于LVE;选取的时温叠加测试温度范围为190~260 ℃。
2)G*T越大,表明拐点在越高频出现,相分离程度越大;G*T越小,甚至几乎不存在拐点(如EP548R),则说明相分离程度越小,制品尺寸越稳定。在实际注塑时,可一般地认为,G*T<110 Pa时,注塑制品尺寸的稳定性较好;110 Pa<G*T<800 Pa,制品尺寸稳定性一般;G*T>800 Pa,注塑制品的稳定性较差。
3)对于K9928和K7726H,加工温度在兼顾流动性的同时要尽可能选得低些,且缩短加工时间,以此来降低相分离程度及异相成核效应,因降温冷却时过早的结晶会导致制品的收缩翘曲变形;而对于K9928H和EP548R,加工温度要尽可能选择高些。
4)K9928,K7726H,K9928H在相对较大的剪切速率作用下,剪切速率对体系相分离行为的影响不大,在加工过程中,无需通过改变外加流场来调节体系相分离程度和产品最终的收缩翘曲变形程度;而对EP548R,外加剪切有利于抑制相分离现象,可通过增大外加流场的方式,来控制体系的相分离程度和产品最终的收缩翘曲变形程度。
[1] 张立红. 高流动抗冲共聚聚丙烯开发进展[J].合成树脂及塑料,2008,20(5):48-51.
[2] Tian Yefei,Song Shijie,Feng Jiachun,et al. Phase morphology evolution upon melt annealing treatment and corresponding mechanical performance of impact-resistant polypropylene copolymer[J].Mater Chem Phys,2012,133(2/3):893-900.
[3] Wu Yi,Liang Xiangnan,Chen Ruifen,et al. Influence of shearing on impact polypropylene copolymer:Phase morphology,thermal and rheological behavior[J].Chin J Polym Sci,2012,30(3):470-477.
[4] 娄立娟,王艳芳,吴林美,等. 部分相容聚合物共混体系相分离的流变学表征方法[J].中国塑料,2012(8):9-15.
[5] Trinkle S,Friedrich C. van Gurp-Palmen-plot:A way to characterize polydispersity of linear polymers[J].Rheol Acta,2001,40(4):322-328.
[6] Trinkle S,Walter P,Friedrich C. van Gurp-Palmen plotⅡ—Classification of long chain branched polymers by their topology[J].Rheol Acta,2002,41(1/2):103-113.
[7] Saffara A,Ajji A,Carreau P J,et al. The impact of new crystalline lamellae formation during annealing on the properties of polypropylene based films and membranes[J].Polymer,2014,55(14):3156-3167.
(编辑 杨天予)
Rheological determination of dimensional stability for high flow impact polypropylene special materials
Lou Lijuan1,Chen Shangtao1,Wang Yanfang1,Zhang Fengbo1,Yu Wei2,Huang Qiang1
(1. Petrochemical Research Institute,PetroChina,Beijing 102206,China;2. The School of Chemistry and Chemical Engineering,Shanghai JiaoTong University,Shanghai 200240,China)
The issue on the determination and control of dimensional stability for several specimens of high flow impact polypropylene(PP) by means of rheology was discussed,and the corresponding rheological judgment method was established based on the estimation of rheological testing conditions. The effect of the processing time,the shear rate and the heating and cooling process during injection molding on the degree of phase separation and warping deformation was also evaluated. The experiment results suggest that the dimensional stability of injecting product is good when G*Tat transition point on the vGP curve of PP melt is lower than 110 Pa,and it turns bad when G*T>800 Pa,also it is neither when G*Tlies between 110 Pa and 800 Pa. K9928 and K7726H prefer the low processing temperature and short processing time,while high processing temperature is suitable for K9928H and EP548R. Moreover,the phase separation of EP548R system and the final shrinkage and warpage of the injecting product can be controlled very well by means of increasing the external applied flow field.
high flow impact polypropylene;dimensional stability;shrinkage and warpage;rheology;control
1000-8144(2017)06-0678-07
TQ 325.14
A
10.3969/j.issn.1000-8144.2017.06.004
2016-11-14;[修改稿日期]2016-12-17。
娄立娟(1985—),女,山东省滕州市人,硕士,工程师,电话 010-80165418,电邮 loulijuan@petrochina.com.cn。
猜你喜欢
食品安全导刊(2021年21期)2021-08-30
山东冶金(2018年5期)2018-11-22
中成药(2017年6期)2017-06-13
西安建筑科技大学学报(自然科学版)(2016年1期)2016-11-08
中国塑料(2016年1期)2016-05-17
铁道科学与工程学报(2015年4期)2015-12-24
中国塑料(2015年11期)2015-10-14
中国塑料(2015年8期)2015-10-14
噪声与振动控制(2014年6期)2014-07-27
华东师范大学学报(自然科学版)(2014年1期)2014-04-16
