焊丝偏移对焊缝成形影响的分析
2017-06-27 08:12马晓英鲁玉坤
中国设备工程 2017年12期
马晓英,鲁玉坤
(1.新疆通用锅炉制造有限公司;2.新疆维吾尔自治区特种设备检验研究院,新疆 乌鲁木齐 830000)
焊丝偏移对焊缝成形影响的分析
马晓英1,鲁玉坤2
(1.新疆通用锅炉制造有限公司;2.新疆维吾尔自治区特种设备检验研究院,新疆 乌鲁木齐 830000)
本文根据试验分析,明确了焊丝偏移对焊缝外观成形的严重影响。在提高焊缝质量的过程中,特别是对焊缝外观质量,不仅要在电流、电压、焊速等方面调试出最佳规范参数,而且应在焊丝偏移量上,根据不同情况调试出最佳数据。
焊丝;偏移;焊缝成形
在采用埋弧自动焊焊接锅炉筒体时,焊丝对准焊缝中心后,还有一个偏离锅筒中心一定距离寻找最佳定点位置的问题,即向焊接方向,越过锅筒中心移动一定距离。内外环缝虽然都向焊接方向移动,但实际反映的施焊位置是不同的,内环缝形成了上坡焊,外环缝形成了下坡焊,但对焊缝的外观质量所产生的效果是相同的,使焊缝成形美观、圆滑过渡,防止了表面气孔、加渣、咬边等缺陷的产生。
1 焊接工艺试验
在实际工序施焊时,受各方面因素的影响,往往产生一些意想不到的表面缺陷,如鱼脊焊缝、内凹满溢、表面夹渣、成形不良等焊缝,针对这种情况进行焊接工艺试验,从所得到的试验结果,证明了正确掌握和实施焊丝偏移量是保证焊缝表面成形良好的一个重要因素。
(1)内环缝焊接试验工艺参数,如表1。
(2)外环缝焊接试验工艺参数。焊接设备、线材、壁厚、焊丝伸出导电嘴长度,焊丝焊剂牌号规格、焊剂覆盖厚度都与内环缝相同,其余如表2。
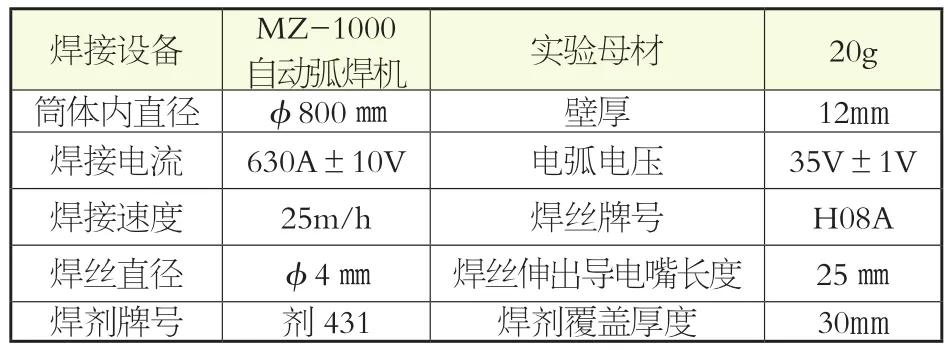
表1

表2
(3)焊丝偏移量如表3、表4所示,内外环缝各采用了6组数据进行试验。
(4)焊接工艺过程,采用双面焊的工艺方法焊接所有试验焊缝,内环缝在外部有焊剂垫的情况下施焊,内环焊完后清渣打磨外部采用碳弧气刨清根,打磨后焊接外环缝。

表3

表4
2 试验结果
(1)外环试验结果如表3。
(2)内环试验结果如表4。
3 试验结果分析
从试验结果可以反映出下列情况。
(1)内环缝在焊接过程中,焊丝偏移筒中心在30mm时,质量最佳,若偏这个数据时虽然也能正常焊接,如放在20或40mm时,焊缝外观质量明显下降,当焊丝偏移量置于0或50mm时,将会出现不同的严重成形不良的现象,在0的位置时,此时电弧中心处于锅筒的最低点,而熔池却处于爬坡位置,在这种情况下,焊接过程相当于下坡焊,液态金属和熔渣虽然在弧的作用下,不断地被排向熔池的后端,但由于熔池大,温度高,液态金属多,在还未凝固时,受到重力的作用,熔融状的金属愈熔渣不断流向熔池中心,这时一部分液体倒流将重新加热,另一部分将被排向熔池中心,这时一部分液体倒流将被重新加热,另一部分将排向焊缝两侧,造成焊缝中间凹两侧高,而且焊接过程不稳定,使已经分离出去的熔渣又与液态金属混到一起,导致产生夹渣,成形不良等焊接缺陷。
反之,将焊丝置于偏离中心50mm时,焊接过程中处于上坡位置,由于上坡位置大大超过熔池液态金属所能稳定过渡的程度,使得熔池中的液态金属在电弧何重力的作用下不断涌向焊缝中心,在中心部位聚集,造成焊缝表面波纹粗糙,中心突起,呈现鱼脊状,而且焊缝两侧得不到足够的铁水填充,产生咬边。
(2)外环缝焊接过程中,焊丝偏移锅筒中心30mm时质量最佳,在稍微偏这个距离时也能施焊,但焊缝表面质量有下降的趋势,当将焊丝的位置再进行调整,到达0或50mm的位置时,焊缝的外观质量严重下降,在0位置时,焊丝处于锅筒中心的最高点,熔池却处于下坡位置,在这种情况下,焊接过程相当于上坡焊,熔池中的液态金属在电弧和重力作用下不断涌向焊缝中心,在中心部位聚集,使焊缝表面波纹粗糙,中间突起呈现鱼脊状,背面的热场反映克明显地看到一条窄而头部尖的明亮带。
反之将焊丝调整至偏离中心50mm的部位施焊,这时焊丝中心处于下坡位置,距离高点50mm,由于偏移距离超过了熔池液态金属所能稳定过渡的程度,使得液态金属在重力作用下不断涌向深池中心,阻碍了熔池金属的正常冶金反应,在电弧的作用下,将倒流而来的熔融金属何渣一部分重新加热,一部分排向焊缝两侧,而两侧的温度较低,很快使液态金属凝固,这就造成焊缝中心凹成形不良,而有少量夹渣等缺陷,从背面可见一条略宽、头部呈椭圆稍带黄色的明亮带。
4 结语
根据试验分析,应明确认识焊丝偏移对焊缝外观成形的严重影响。在提高焊缝质量的过程中,特别是对焊缝外观质量,不仅要在电流、电压、焊速等方面调试出最佳规范参数,而且应在焊丝偏移量上,根据不同情况调试出最佳数据。在内径为φ800mm的锅筒上采用埋弧自动焊,焊接内外环缝时,其焊速偏移量以30±5mm为宜。
TU758
A
1671-0711(2017)06(下)-0080-02
猜你喜欢
电焊机(2022年5期)2022-06-01
地理空间信息(2022年3期)2022-04-01
金属加工(热加工)(2022年3期)2022-03-22
航天制造技术(2018年6期)2019-01-11
计算机辅助工程(2018年4期)2018-10-09
价值工程(2018年13期)2018-05-03
水能经济(2017年6期)2017-10-19
地震研究(2016年4期)2016-11-25
腹腔镜外科杂志(2016年12期)2016-06-01
腹腔镜外科杂志(2016年11期)2016-06-01