卷烟硬度与卷接、包装工序相关性分析
2018-05-03 06:30亓燕红
价值工程 2018年13期
亓燕红
摘要: 为减小卷烟硬度的偏移量,从而提高卷烟硬度等物理指标的符合性,对卷烟样品的物理指标——硬度在卷接和箱装两工序进行相关性分析,分析其相关性系数。结果表明,在卷烟配方、其他生产条件不变的前提下,箱装工序卷烟硬度与卷接工序卷烟硬度存在一定差异且具有相关性。
Abstract: To reduce cigarette hardness offset, thereby increase the hardness and other physical indicators of cigarette compliance, correlation analysis is carried out on the physical indicator hardness of cigarette samples in cigarette winding and packing, and the correlation coefficient is analyzed. The results show that the hardness of cigarette in the box packing process is different from that in the winding process under the condition that the cigarette formula and other production conditions are not changed.
关键词: 卷烟;硬度;偏移量;相关性
Key words: cigarette;hardness;offset;correlation
中图分类号:TS45 文献标识码:A 文章编号:1006-4311(2018)13-0080-03
0 引言
山东中烟2012年起实施《山东中烟综合质量评价办法》,对卷煙物理指标的符合性提出了更高的要求,物理指标的符合性即卷烟样品物理指标的实测均值偏离设计值的程度,实测均值越接近设计值则产品质量符合性越好,即硬度偏移量越小符合性越高。目前市场反馈卷烟存在“空、松、软”的质量问题,本研究针对这些质量问题,对卷烟物理指标——硬度进行了重点研究。卷烟硬度是企业制丝工艺技术水平的综合体现,受烟丝结构、填充性能及水分等因素的影响[1-3],其偏移程度也对产品质量造成影响。因此本研究尝试联系卷烟机组、检测样品,检测环境,检测条件系统地设计检测方案,创新应用显著性水平来衡量卷烟硬度检测数据符合性,运用方差分析、统计假设检验等统计方法,对卷烟样品硬度与卷接、箱装工序进行符合性分析,找出影响其相关性的主要因素和次要因素,实现减小泰山(望岳)硬度偏移量的目的。
1 材料与方法
1.1 材料 卷烟:青州卷烟厂一台ZJ17卷包机组卷制泰山(望岳)卷烟。
1.2 仪器与设备 卷包机组:ZJ17型,常德烟草机械有限责任公司;卷烟综合测试台:QTM- 8型,英国斯茹林公司。
1.3 取样方案 从一台ZJ17卷接机组生产的六批次泰山(望岳)卷烟进行抽样,在过程稳定的前提下每批次抽样3次,取样地点分别为卷接工序及成品仓库监督抽样点,卷接工序抽样后迅速用密封袋对散支烟样品密封,取样数量为每批次30支,在标准恒温恒湿条件下对物理指标进行检测。
1.4 测试方法 按照温度22 ℃、湿度60%,每批按照文献[4~5]的要求,用斯茹林QTM- 8卷烟综合测试台检测每批卷烟样品长度、单支重量、吸阻、圆周、硬度和通风率。
2 结果与分析
2.1 卷烟样品卷接、包装工序硬度差异性分析 对同一台卷烟机卷接工序散支卷烟样品和箱装工序卷烟样品硬度进行了测试,测试仪器为斯茹林QTM综合测试台,测试数量各90支,检测结果及分析情况:
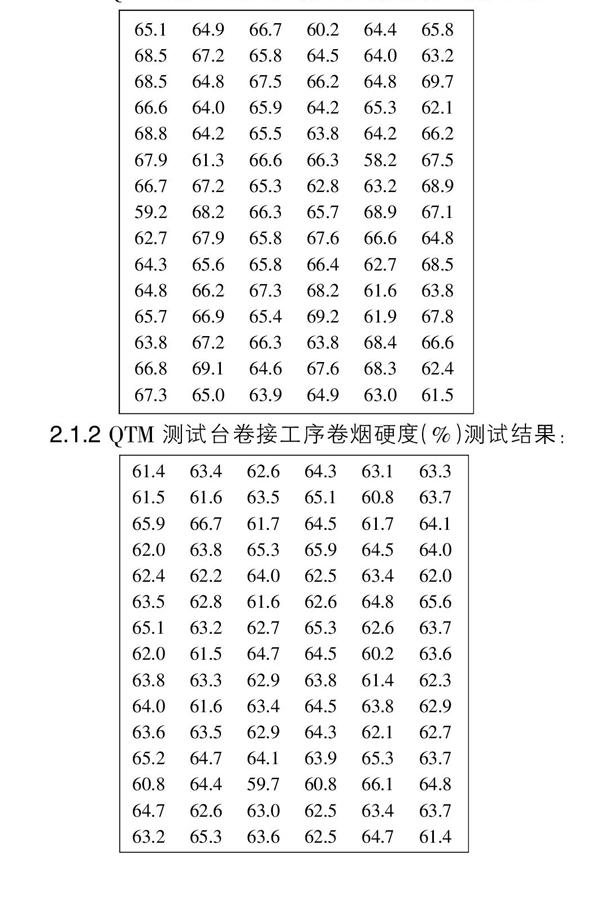
2.1.1 QTM测试台箱装工序卷烟硬度(%)测试结果:
2.1.2 QTM测试台卷接工序卷烟硬度(%)测试结果:
2.1.3 卷烟硬度统计分析:
①成品库箱装工序卷烟硬度分布直方图,见图1。
②卷接工序卷烟硬度分布直方图,见图2。
③经统计分析得知:X1=65.5;X2=63.4 X=X1-X2=2.1
分析结果:通过直方图比较分析,两组数据均符合正态分布,并且基本上都集中在平均值左右,说明数据是有效的。且经过我们观察发现,在卷烟配方、其他生产条件不变的前提下,箱装工序卷烟硬度与卷接工序卷烟硬度存在一定差异。
2.2 确定卷接、包装工序硬度差异
对六批次泰山(望岳)卷烟进行抽样,在过程稳定的前提下每批次抽样3次,取样地点分别为卷接工序及成品仓库监督抽样点,卷接工序抽样后迅速用密封袋对散支烟样品密封,取样数量为每批次30支,在标准恒温恒湿条件下对物理指标进行检测。(表1、图3)

检测完成后,对数据进行分析,通过散点图及相关性分析可知,两工序硬度的相关系数为0.95,可判断两者呈高度正相关[6~7]。建立一元线性回归模型,将实际测得的硬度数据代入该一元一次方程,得出箱装工序和卷接工序卷烟样品硬度差值。(表2)

由于卷包过程硬度控制适用的标准与卷烟成品硬度标准均为65.0±10.0%, 求得卷烟泰山(望岳)箱装工序与卷接工序的硬度修正系数为1.92,为了便于过程控制,将硬度修正系数取整确定为2.0。

3 结论
①卷烟样品物理指标的实测均值越接近设计值产品质量符合性越好,即硬度偏移量越小符合性越高。因此,减小硬度偏移量可以有效控制卷烟产品物理指标,解决“空、松、软”问题。②其他物理指标相对稳定的条件下,不同卷烟工序硬度存在一定差异,且比较稳定。由于卷包过程硬度控制适用的标准与卷烟成品硬度标准均为65.0±10.0%,如果在所有工序都执行65.0%,会导致卷烟成品偏移量变大。因此应进行过程控制,调整卷接工序硬度标准,从而达到减小硬度偏移量的目的。③不同机台卷接机组,其卷烟样品硬度在卷接和箱装工序中均存在一定差异,且差值均在2.0左右,可以说明其具有较高的指导意义。
参考文献:
[1]冰火,建利.论烟叶精益生产[J].中国烟草学报,2014(2):1-8.
[2]倪克平,王涛.卷烟硬度、吸阻与单支重量相关性分析[J].烟草科技,2002(3):9-13.
[3]堵劲松,申晓峰.烟丝结构对卷烟物理指标的影响[J].烟草科技,2008(8):8-13.
[4]全国烟草标准化技术委员会. GB 5606.3—2005 卷烟 第3部分:包装、卷制技术要求及贮运[S].北京:中国标准出版社,2005.
[5]全国烟草标准化技术委员会.GB/T 16447 —2004 烟草及烟草制品 调节和测试的大气环境[S].北京:中国标准出版社,2005.
[6]于献忠.质量专业理论与实务[M].北京:中国人事出版社,2003.
[7]刘文卿.实验设计[M].北京:清华大学出版社,2005.
猜你喜欢
地理空间信息(2022年3期)2022-04-01
制造技术与机床(2017年7期)2018-01-19
测绘工程(2017年3期)2017-12-22
中国实用医药(2016年24期)2016-10-17
中国实用医药(2016年24期)2016-10-17
中国实用医药(2016年24期)2016-10-17
中国质量与标准导报(2014年10期)2014-02-28
电视技术(2012年4期)2012-06-25
中国烟草学报(2012年4期)2012-04-09
中国烟草学报(2012年4期)2012-04-09