
钴基钎料钎焊K465合金大间隙接头组织与性能
2017-06-15 18:24:04赵海生
航空材料学报 2017年3期
潘 晖, 赵海生
(北京航空材料研究院 焊接与塑性成形研究所,北京 100095)
钴基钎料钎焊K465合金大间隙接头组织与性能
潘 晖, 赵海生
(北京航空材料研究院 焊接与塑性成形研究所,北京 100095)
采用Co45NiCrWB钴基钎料,预填FGH95镍基合金粉,在1220 ℃不同保温时间下对K465高温合金进行0.5 mm大间隙真空钎焊实验,研究钎缝组织构成及不同保温时间对钎缝组织与接头性能的影响。结果表明:钎缝组织由合金粉颗粒及颗粒间硼化物相构成,颗粒内为γ和γ′双相组织和少量小块状硼化相,颗粒间是高Cr,W和Nb的硼化物相;钎焊时随保温时间延长合金粉长大,化合物相合并长大;合金粉比例高、保温时间适当获得钎缝中化合物相细小弥散分布,对接头性能有利;钎焊保温30~60 min时接头持久性能较高。
钎焊;镍基高温合金;组织;性能
K465合金是在俄罗斯ЖС6У合金基础上研制的一种合金化程度很高的镍基铸造高温合金,该合金在等轴铸造镍基高温合金中热强性、承温能力较高,具有较好的高温抗氧化性能,主要用于制作1050 ℃以下工作的发动机涡轮工作叶片和导向叶片[1-3]。
由于涡轮叶片为铸造件,钎焊部位往往存在较大间隙,叶片使用后需修复的缺陷也往往较大,因此大间隙钎焊技术是发动机涡轮叶片生产和修复的关键技术之一。
大间隙钎焊首先由P & W(TLP方法)和GE(ADH方法)公司实施[4-5],后续又发展了Liburdi公司的LPM方法[6-7]等,不断改善钎缝组织提高钎焊接头性能,及采用各种措施提高可一次性修复缺陷尺寸[8]是大间隙钎焊发展目标。大间隙钎焊技术的共同特点是除钎料外需采用填充金属粉,金属粉可以与钎料混合后使用,也可以预先将合金粉填入大间隙内,后置钎料的方法,大间隙钎焊采用的钎料、填充金属粉、钎焊工艺以及金属粉与钎料的比例[9]等对接头性能影响较大。国外据可查资料报道大间隙钎焊较多采用钎料是BNi9,BNi3等简单NiCrB,NiCrSiB系钎料[7,9-10],国内随钎料发展采用高合金化更高性能的钴基及镍基钎料[11-13],国外根据所连接母材的不同采用的合金粉也不同,主要为钴基及镍基合金粉[7,9-10],目前国内大间隙钎焊主要为镍基合金粉[11-13]。
大间隙钎焊典型的钎缝组织包括金属颗粒和周围的有化合物链或束的钎料金属[7,9-13],其中的化合物相硬度较高[10],是接头性能的薄弱环节[14-15]。大间隙钎焊由于钎焊间隙大,即使使用合金粉,钎料用量仍然较多,难以像小间隙钎焊通过长时扩散获得等温凝固接头而改善接头性能,因此改善钎缝中化合物相的数量、形态及分布是必要的,据资料报道,扩散处理有利于提高接头性能[14],也有人通过加入W(合金粉与W粉机械研磨方法加入W),使得化合物相易于形核,获得小而弥散的分布,改善化合物形态而改善性能[16]。
本研究采用B为主要降熔元素,富含Cr,W的Co45NiCrWB钴基钎料和FGH95合金粉,研究0.5 mm大间隙K465高温合金钎焊接头的组织及性能,以及扩散处理对接头组织及性能的影响。
1 实验材料、方法与设备
实验用母材为K465镍基铸造高温合金,大间隙钎焊填充高温合金粉末为直径50~70 μm的FGH95粉。K465及FGH95合金主要成分见表1。采用的钎料是Co45NiCrWB钴基钎料,B为主要降熔元素,不含Al,Ti,粉末尺寸小于70 μm,熔化温度1131~1203 ℃。

表1 K465合金的和FGH95合金粉化学成分(质量分数/%)Table 1 Chemical composition of K465 superalloy and FGH95 powder (mass fraction/%)
真空钎焊实验采用真空炉,最高温度可达1300 ℃,真空压强可达1×10-3Pa,组织分析采用JSM-5600LV扫描电镜及INCA350 X射线能谱仪进行分析。
组织分析及性能测试试样见图1,钎焊接头采用对接形式,间隙为0.5 mm,母材板厚1.5 mm,间隙片厚度0.5 mm,接头对接,储能点焊机点焊定位后,间隙内预填FGH95粉末,填实并滴黏结剂固定,钎缝边缘置适量钎料,滴黏结剂固定,置于真空炉内进行真空钎焊,钎焊工艺:1220 ℃至升温10 ℃/min保温至预定时间,炉冷至低于50 ℃出炉,过程中真空压强不低于2×10-2Pa。性能试样按图2机械加工,进行接头高温持久性能测试。组织试样中央剖开,经打磨和抛光,采用双氧水、盐酸、水腐蚀液,比例为1 ∶1 ∶2,用扫描电镜观察分析,获得背散射及二次电子图像,各相成分采用能谱进行分析。
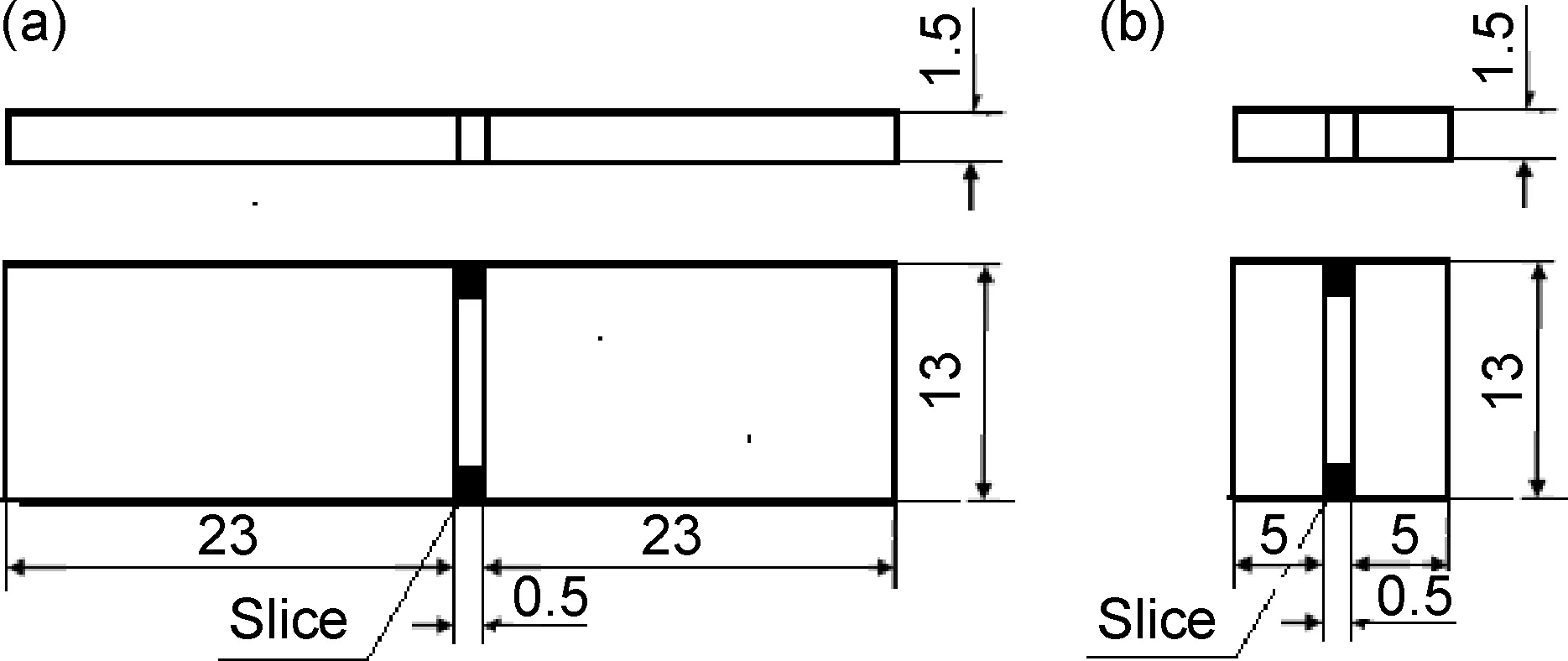
图1 钎焊试样示意图 (a)性能试样;(b)组织试样 Fig.1 Diagrams of brazing specimens for mechanical property testing (a) and microstructure (b)
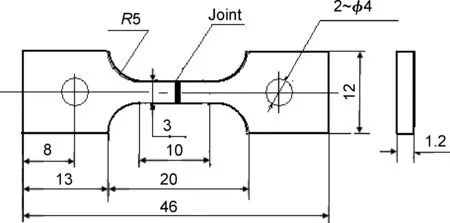
图2 性能测试试样示意图
2 结果与分析
2.1 钎焊接头组织分析
1220 ℃保温30 min获得的组织试样经扫描电镜分析,金相组织见图3,1#试样合金粉比例略低,2#试样合金粉装配密实,比例略高。图3(b)中白色骨架化合物相1、灰色不规则形状化合物相2、深灰色不规则状化合物相3、深灰色小块状化合物相4、合金粉颗粒内白色小块状化合物5、合金粉颗粒边缘6、合金粉颗粒中心7的分成分分析结果见表2。可见钎缝组织主要由颗粒和颗粒间组织构成。颗粒内为γ基休上均匀分布γ′强化相的γ和γ′双相组织,双相组织中的γ′细小,其上分布有少量细小块状化合物相,极个别颗粒内存在微孔(粉末制备时产生);颗粒间是亮白色、灰色及深灰色硼化物相,化合物相呈骨架状、不规则形状或小块状,存在少量空隙钎焊缺陷。
镍基高温合金强化相γ′的形成因子为∑(Al+Ti+Nb+Ta+V+Zr+Hf+1/2W)at%,γ′形成因子大小与γ′相的含量及形态直接相关,由于钎料中除W外不含Al,Ti,Nb等促进γ′相形成元素,大间隙中虽然采用含Al,Ti的FGH95高温合金粉,但总体γ′形成因子小,因此形成γ′相细小,又由于颗粒边缘金属与中心相比,钎料成分更高,形成γ′相因子更小,因此颗粒边缘形成γ′相更加细小,见图4。
试样钎焊时,温度升高至钎料固相线温度以上钎料熔化,进一步升高温度钎料流动,在大间隙内合金粉颗粒间毛细作用下,液态钎料流入合金粉颗粒间,由于颗粒间间隙不同,毛细作用力不同,流动速率差异,不可避免形成的包围,即使真空状态下内部微量气体不能排除,形成显微空隙缺陷;液态钎料流入颗粒间隙同时与合金粉颗粒相互作用,一方面合金粉中小颗粒及大颗粒凸起部分溶于液态钎料中,另一方面液态钎料中的高熔点相沿合金粉大颗粒边缘凝固使得合金粉长大,结果造成合金粉颗粒中小颗粒不断溶解,大颗粒不断长大,此过程伴随通过液相的物质迁移,钎料中Co由含量高的颗粒间向颗粒中扩散,造成合金粉颗粒中Co含量增高,由原来的8%提高到中心部位的19%、边缘部位的27%,同时由于钎料中B含量高,钎焊保温时由颗粒间向合金粉颗粒中扩散,在合金粉颗粒中形成细小颗粒硼化物相(见图4(a)),硼化物中含有较高的Cr,M和Mo。
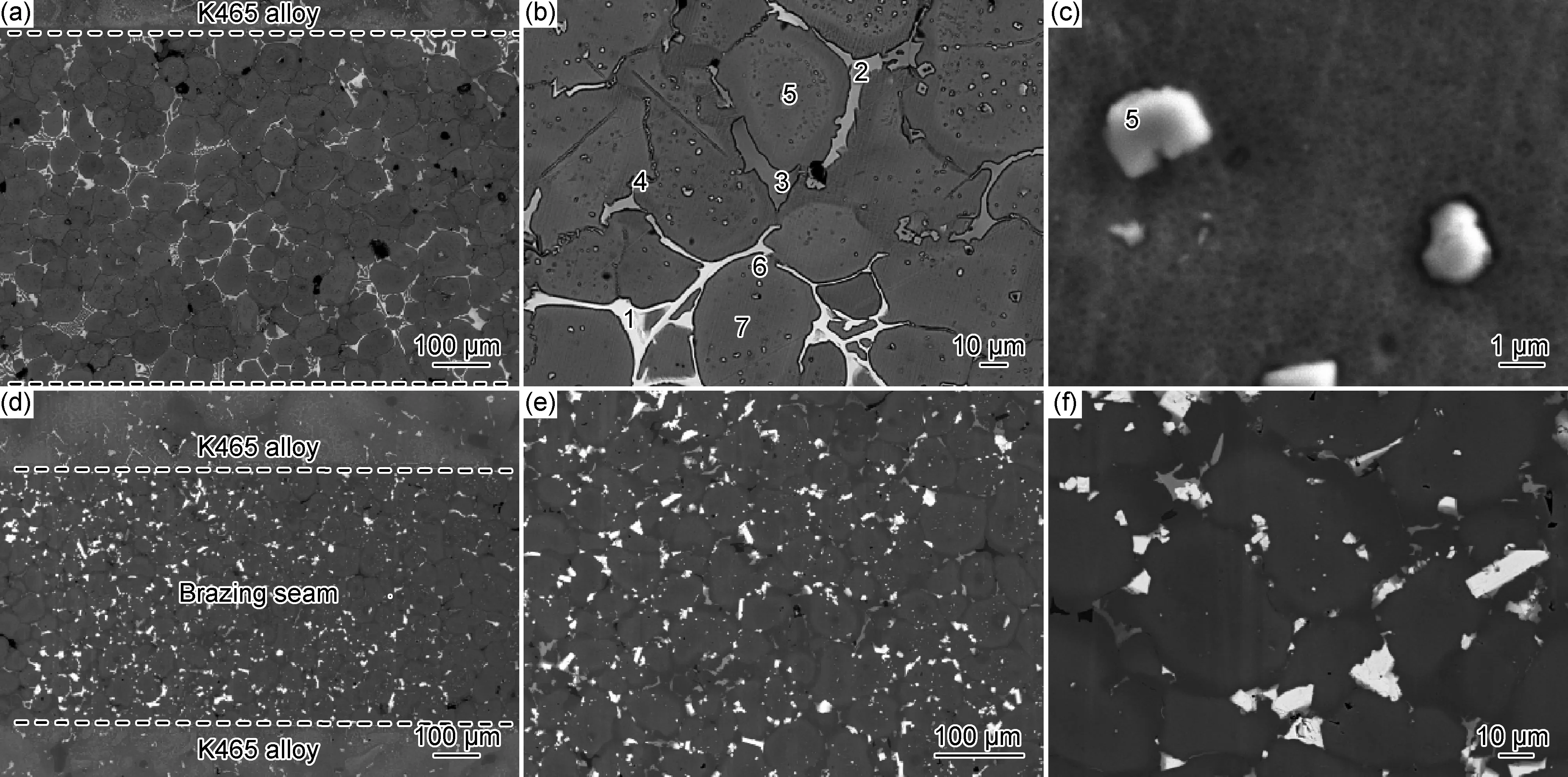
图3 钎焊工艺1220 ℃/30 min获得大间隙钎缝组织 (a),(b)1#试样背散射像;(c)1#试样颗粒内二次电子像; (d),(e),(f)2#试样背散射像Fig.3 Microstructure of the joint brazed at 1220 ℃ for 30 min (a),(b) BEIs of brazing seam of sample 1;(c) SEI of microstructure in the powder particle of sample 1;(d),(e),(f) BEIs of brazing seam of sample 2表2 钎焊工艺1220 ℃/30 min的钎缝内典型物相能谱分析结果(质量分数/%)Table 2 EDS analysis results of typical phases in brazing seam at 1220 ℃ for 30 min (mass fraction/%)
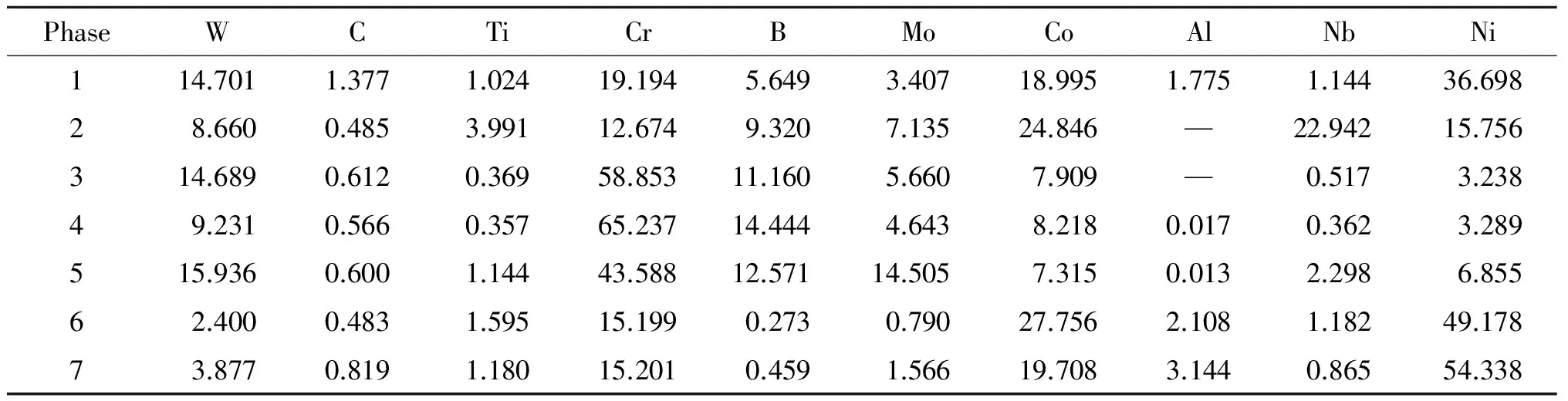
PhaseWCTiCrBMoCoAlNbNi114.7011.3771.02419.1945.6493.40718.9951.7751.14436.69828.6600.4853.99112.6749.3207.13524.846—22.94215.756314.6890.6120.36958.85311.1605.6607.909—0.5173.23849.2310.5660.35765.23714.4444.6438.2180.0170.3623.289515.9360.6001.14443.58812.57114.5057.3150.0132.2986.85562.4000.4831.59515.1990.2730.79027.7562.1081.18249.17873.8770.8191.18015.2010.4591.56619.7083.1440.86554.338
本实验采用的钎料是B作为主要降熔元素的钴基钎料,不含降熔元素Si,因此钎缝中形成的化合物相主要为硼化物。由于钎料中富含Cr,W,不含Mo,因此形成化合物相富含Cr,W,与颗粒内形成的化合物相比Mo含量低,同时由于FGH95合金粉中Nb含量高,高于γ和γ′两相的固溶度,偏聚于颗粒边缘与B形成硼化物,因此颗粒间形成的化合物主要为高W的白亮硼化物、灰色高Nb硼化物和深灰色高Cr化合物。化合物形态与钎料中合金粉比例密切相关,当合金粉含量低时,化合物相呈不规则形状甚至骨架状分布,见图3(a),(b),而当合金粉比例高时,颗粒边缘化合物相呈细小颗粒状,见图3(d),(e),(f)。钎焊温度下,合金粉比例高时,相对液态钎料含量少,B含量少,形成化合物少,同时由于合金粉与钎料相互作用溶解形成的混合液体熔点升高明显,化合物相易于形核,因此形成较小而弥散分布的块状化合物相,花纹状共晶化合物及大的不规则形状化合物相少;相反合金粉比例低而钎料多时,混合液体熔点升高少,钎焊温度下不易形核,且化合物相含量多,冷却时形成较大不规则形状化合物相,甚至与基体形成共晶的花纹状或骨架状化合物相。
2.2 钎焊保温时间对接头组织的影响
1220 ℃分别保温0.5 h,1 h,2 h,4 h获得的组织见图5,与钎焊状态(保温0.5 h)对比,随保温时间延长,合金粉颗粒长大,保温时间2 h颗粒直径约为原来2倍;保温状态下合金粉颗粒吞并长大的同时,液态被排至颗粒间而合并,造成冷却后化合物相粗大,另一方面由于元素扩散,B元素扩散至颗粒内,化合物总量减少。由图5可见,保温至1 h时化合物相仍呈颗粒及小块状弥散分布,当保温至2 h时,化合物相合并呈共晶花纹状,进一步扩散时,合金粉颗粒长大不明显,元素扩散为主,因而化合物相数量减少,同时,尺寸减小,部分呈颗粒及块状分布。
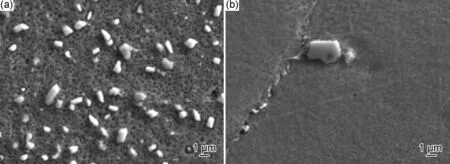
图4 1220 ℃/1 h大间隙钎缝组织 (a)合金粉颗粒中心;(b)颗粒边缘Fig.4 Microstructure of wide-gap brazing seam at 1220 ℃/1 h (a) alloy powder particle center; (b) boundary of powder particle
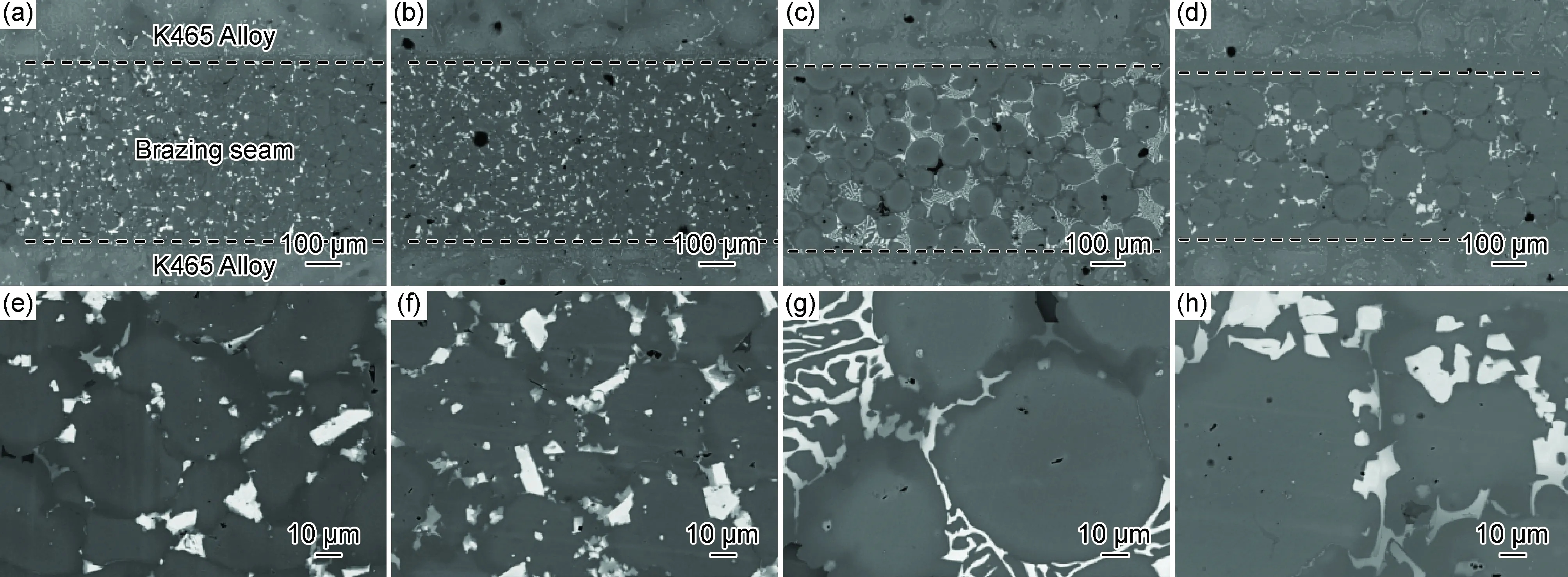
图5 1220 ℃不同保温时间下钎缝组织Fig.5 BEIs of the brazing seam brazed at 1220 ℃ for different holding time (a),(e)0.5 h; (b),(f)1 h; (c),(g)2 h;(d),(h)4 h
1220 ℃保温4 h获得的钎缝组织见图6,颗粒间的块状化合物相1、颗粒边缘2及中心3、颗粒间深灰色块状化合物4及浅灰色和灰色不规则形状化合物5、6相分析结果见表3(由于B含量分析不准确,各相成分为忽略B含量测得),与钎焊保温0.5 h获得钎缝组织的构成相似,化合物相由高W、高Cr及高Nb硼化物构成,不同的是钎焊保温时合金粉颗粒长大伴随液相的物质迁移,因此化合物相中Mo含量显著提高。
2.3 钎焊保温时间对接头性能的影响
钎焊温度1220 ℃,分别保温0.5 h、1 h和4 h,每组3个试样,获得接头按HB5150—1996标准进行持久性能测试,修约5 min,测试温度975 ℃,实验施加应力为阶梯应力,初始应力90 MPa,持久寿命大于40 h应力增至100 MPa,大于80 h应力增至113 MPa,测试持久寿命结果见表4,每个试样均断于钎缝处。由表4可见,持久寿命均大于40 h,其中5个试样持久寿命大于80 h,应力增至113 MPa,余下4个施加应力增至100 MPa,保温0.5 h时3个接头持久寿命均高于80 h,保温1 h的3个接头中2个试样持久寿命大于80 h, 1个试样持久寿命75.95 h接近80 h,保温4 h的3个接头,只有1个试样接头持久寿命大于80 h为82.67 h,其它2个试样持久寿命仅高于40 h为48.67 h和47.92 h。本实验采用母材K465持久性能975 ℃,225 MPa持久寿命大于40 h。由上述对比分析可见保温0.5~1 h获得接头性能较高,持久性能大于母材44%,接近50%;保温至4 h接头持久性能下降略大于母材40%。由图5可见,在保温时间小于1 h时钎缝组织中化合物相呈小块状弥散分布,保温至4 h虽然由于元素扩散化合物相总量减少,但由于合金粉合并长大,化合物相合并尺寸较大,对性能不利,因此性能下降。可见细小弥散分布化合物相对接头性能有利。采用预填合金粉方式,通过填加密实合金粉、放置适宜钎料等措施,获得高合金粉比例接头,并保温时间适当(0.5~1 h),获得接头间隙内化合物相细小弥散分布对接头性能有利。
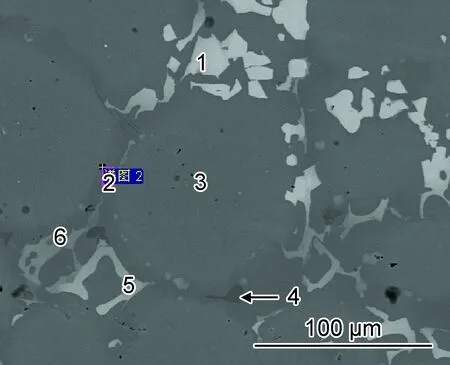
图6 1220 ℃/4 h大间隙钎缝组织Fig.6 Microstructure of wide-gap brazing seam at 1220 ℃/4 h表3 钎焊工艺1220 ℃/4 h的钎缝内典型物相能谱分析结果(质量分数/%)Table 3 EDS analysis results of typical phases in the brazing seam at 1220 ℃ for 4 h (mass fraction/%)

PhaseCAlTiCrFeCoNiNbMoW1——1.5420.47—3.583.30—14.6556.4721.391.512.7213.770.4325.6851.061.04—2.4231.522.951.4514.750.4420.0951.850.77—6.184——0.4373.08—8.234.17—5.728.375——1.1931.47—4.974.08—13.5644.736——4.5411.39—23.8117.3426.126.859.96

表4 1220 ℃不同保温时间获得接头975 ℃持久寿命Table 4 975 ℃ stress rapture life of the joints brazed at 1220 ℃ for different holding time
3 结 论
(1)用Co45NiCrWB钎料1220 ℃钎焊K465预填FGH95合金粉获得的0.5 mm大间隙钎缝组织由合金粉颗粒及颗粒间硼化物相构成。颗粒内为γ和γ′双相组织和少量小块状硼化相构成,其中γ′相较小,颗粒边缘γ′相更为细小;颗粒间为高Cr, W和Nb的硼化物相。
(2)钎焊时随保温时间延长合金粉长大,化合物相合并长大,合金粉比例高、保温时间适当获得钎缝中化合物相细小弥散分布,对接头性能有利。
(3)钎焊保温0.5~1 h获得接头持久性能较高,高于母材持久性能44%。
[1] 余乾,肖程波,宋尽霞,等. 熔体处理时间对铸态镍基高温合金K465组织和力学性能的影响[J]. 航空材料学报,2005,25(1):1-4.
(YU Q, XIA0 C B,SONG J X,etal.Melt treatment time on microstructure and mechanical properties of as-cast Ni-based superalloy K465[J]. Journal of Aeronautical Materials,2005,25(1):1-4.)
[2] 彭志江,贾淑芹,于颖,等. 熔铸工艺对K465合金组织性能的影响[J]. 铸造,2010,59(6):563-567.
(PENG Z J,JIA S Q,YU Y,etal.Effects of different shell mould casting processes on structures and mechanical properties of K465 alloy[J]. Foundry, 2010,59(6):563-567.)
[3] 裴忠冶,李俊涛,赵明汉,等. 熔体过热处理对K465合金晶粒和碳化物影响[J]. 钢铁研究学报,2008, 20(2):49-52.
(PEI Z Y, LI J T, ZHAO M H,etal.Influence of melt super-heating treatment on grain and carbides of K465 alloy[J]. Journal of Iron and Steel Research,2008, 20(2):49-52.)
[4] DEMO W D, FERRIGNO S J. Brazing method helps repair aircraft gas-turbine nozzles[J]. Advanced Materials and Processes, 1992,141: 43-45.
[5] HEIKINHEIMO L. Repair brazing of gas turbine hot parts—method and joint characterization[J]. VTT (Valtion Teknillinen Tutkimuskeskus) , 2001,211: 149-162.
[6] LIBURIDI J, ELLISION K A. Novel approach to the repair of vane segment[J]. International Gas Turbine and Aero Engine Congress, OH, 1993(5): 24-27.
[7] SCHOONBAERT S, HUANG X, YANDT S, AU P. Brazing and wide gap repair of X-40 using Ni-base alloys[J]. Journal of Engineering for Gas Turbines and Power, 2008, 130(3):110-119.
[8] NAGY D, HUANG X. Wide gap braze repair using vertically laminated repair scheme[J]. Journal of Engineering for Gas Turbines and Power, 2009, 131(1):1-7.
[9] KIM Y H, KWUN S I. Microstructure and mechanical properties of the wide-gap region brazed with various powder mixing ratios of additive to filler metal powders[J]. Diffusion and Defect Data. Part B, Solid State Data, Solid State Phenomena, 2006,118:479-484.
[10] HENHOEFFER T, HUANG X, YAND S,etal.Microstructure and high temperature tensile properties of wide gap brazed cobalt based superalloy X-40[J]. Materials Science & Technology, 2010, 26(4):431-439.
[11] 潘晖,赵海生,刘永超,等. 扩散处理对镍基高温合金大间隙钎焊接头组织和性能的影响[J]. 电焊机,2016,46(7):4-7.
(PAN H,ZHAO H S, LIU Y C,etal.Effect of diffusion on microstructure and mechanical property of wide gap brazed joints of nickel-based alloy[J] . Electric Welding Machine,2016,46(7):4-7.)
[12] 赵海生,潘晖,张学军,等. 保温时间对K452高温合金钎焊接头组织与性能的影响[J].航空材料学报,2015,35(3):43-48.
(ZHAO H S, PAN H,ZHANG X J,etal.Effect of holding time on microstructure and mechanical properties of K452 superalloy brazed toints[J]. Journal of Aeronautical Materials,2015,35(3):43-48.)
[13] 毛唯,周媛,叶雷,等.不同钎料钎焊K465高温合金接头的组织和性能[J]. 电焊机,2008,38(9):65-68.
(MAO W,ZHOU Y,YE L,etal.Microstructures and properties of K465 superalloy joints brazed with different filler metals[J] . Electric Welding Machine,2008,38(9):65-68.)
[14] SHI D Q , DONG C L , YANG X G ,etal. Creep and fatigue lifetime analysis of directionally solidified superalloy and its brazed joints based on continuum damage mechanics at elevated temperature[J]. Materials and Design, 2013, 45:643-652.
[15] HENHOEFFER T,HUANG X, YAND S,etal.Microstructure and high temperature tensile properties of narrow gap braze between X-40 and IN738[J]. Materials Science & Technology, 2009, 25(7):840-850.
[16] McGUIRE D, HUANG X, NAGY D,etal. Effect of tungsten addition on the nucleation of borides in wide gap brazed joint[J]. Journal of Engineering for Gas Turbines and Power, 2010,132(6):1-6.
(责任编辑:张 峥)
Microstructure and Mechanical Properties of Wide-gap Brazed Joints of K465 Alloy Using Cobalt-base Brazing Alloy
PAN Hui, ZHAO Haisheng
(Welding and Plastic Forming Division, Beijing Institute of Aeronautical Materials, Beijing 100095, China)
Vacuum brazing of K465 superalloy was carried out by using Co45NiCrWB cobalt-base filler metal at 1220 ℃ for different holding time, and the joint clearance was 0.5 mm pre-filled with FGH95 nickel-base superalloy powder. The effect of the structural constitution of brazed different holding time of temperature on the brazed joint microstructure and properties. The results show that the brazing seam is composed of alloy powder particles and borides among them. It is two-phase structure of γ and γ′ with a few small blocks of borides in the powder particles, and there exists phases rich in Cr, W and Nb elements. The powder particles are growing along the holding time during the brazing process, while their combination is expanded. It is good for stress rapture properties of joints that borides was fine in brazing seam with more superalloy powder and proper holding time . And the joints brazed for 30-60 min show higher stress rapture properties.
brazing; nickel-base superalloy; microstructure; mechanical property
2016-11-23;
2017-02-22
潘晖(1969—),女,硕士,高级工程师,主要从事航空材料钎焊与扩散焊研究,(E-mail)panhui23@gmail.com。
10.11868/j.issn.1005-5053.2016.000205
TG146.1
A
1005-5053(2017)03-0050-06
猜你喜欢
超硬材料工程(2022年2期)2022-08-29 00:18:46
机械制造(2022年5期)2022-06-10 02:03:10
材料科学与工程学报(2021年4期)2021-08-25 07:01:56
电焊机(2018年4期)2018-05-03 03:12:10
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2015年5期)2015-07-18 11:03:40
设备管理与维修(2015年12期)2015-04-09 06:57:04
