
220 MW汽轮发电机转子线圈冲舌孔压V型窝设备的开发研究
2017-06-12 05:45温孟振田汝坤姜文军
上海大中型电机 2017年2期
温孟振,郭 波,田汝坤,姜文军
(山东齐鲁电机制造有限公司,山东济南 250100)
220 MW汽轮发电机转子线圈冲舌孔压V型窝设备的开发研究
温孟振,郭 波,田汝坤,姜文军
(山东齐鲁电机制造有限公司,山东济南 250100)
介绍了220 MW空内冷汽轮发电机转子线圈冲舌孔压V型窝设备的设计与结构特点,指出了设备采用数控编程自动控制,整机配备数控操作系统,通过数控伺服操作和直线导轨系统,实现转子线圈冲舌孔V形窝的自动调距,提高了产品精度。同时指出设备的研发成功拓宽了其制造转子线圈容量范围。
空内冷汽轮发电机;转子线圈;冲舌孔;V型窝
0 引言
220 MW空内冷汽轮发电机转子线圈是由空心铜导体制成,目前国内尚无同类结构,通过技术引进,填补了国内空白。为了实现引进技术产品的转子线圈加工国产化,降低产品制造成本,提高市场竞争力,本公司拟开发研制大容量空内冷汽轮发电机转子线圈冲舌孔压V型窝专机。该专机旨在解决大容量空内冷汽轮发电机转子线圈空心铜导体上的舌形通风孔与V型凹口式风堵的加工问题,通过舌孔与V型窝数量、位置的合理排布,改变风路的流向,使空气在导体内合理流动,实现更有效率的空气直接冷却导体,降低发电机温升。
1 设备工艺分析
与现有小容量汽轮发电机转子线圈相比,220 MW发电机转子线圈更长,在每一根线棒上冲制的V型窝数量更多,每根线棒的加工位置和数量的变动较大,尺寸精度要求更高,其示意如图1所示。

图1 线圈冲压前后对比
而现有小容量汽轮发电机转子线圈冲舌孔压V型窝设备主要存在如下缺陷:
1) 导轨行程短,无法满足220 MW发电机转子加工需要。
2) 采用简易的滚轮式滑轨,定位精度低,导向性差。
3) 人工操作,对操作者要求高,易出现操作失误导致线圈报废,加工精度依赖操作者的个人水平。
2 开发研究创新点和技术措施
1) 由于220 MW转子线圈不同于以前的产品,其V型窝在同一线棒上有多个位置,要求控制系统能够满足位置准确及压制过程的稳定。该设备采用数控编程自动控制,整机配备数控操作系统,通过数控伺服操作和直线导轨系统,实现转子线棒V形窝冲制的自动调距,提高了产品精度。
2) 该设备加工动作除限位开关外,通过在设备底座下增加运动过程光电开关,保持其动作同步性。在一次冲压动作完成后,通过光电开关使两冲头的动作保持协同一致,然后再进行第二次进给冲压。通过两次分步冲压,完成侧向舌形通风道的冲压,从而解决了转子线圈侧向舌孔在冲制过程中对称度的保证问题。
3) 考虑到底架上下安装面有平行度及平面度要求(±0.5),同时考虑到焊接、加工、运输及工作环境变化产生的变形,根据设备工作特点,将底架分成三部分,中间部分为安装中心定位装置和压V型窝装置,两端为安装冲舌孔装置。因同一线棒加工工艺位置多样性,在底架中安装了伺服传动装置,解决了压V型窝装置和冲舌孔装置传动问题,降低了人工劳动强度。
4) 所有移动的装置均通过双线型进口THK直线导轨与底架相连。采用该导轨使设备导向性能达到国际先进水准且导轨长度满足大容量发电机转子线棒冲舌孔压V型窝的加工要求,通过可视化数控系统操作,避免了原有设备单导轨定位不准及运行稳定性差的缺点。线型导轨外购成型产品,避免因加工制造环节造成的设备移动不灵活的问题。
3 性能指标
设备以转子线圈中心定位孔定位,中心定位孔有两种尺寸,分别为Φ13.5 mm(宽线)、Φ10 mm(窄线)。有多种线规,每种线规的V型窝的位置不同,而舌孔的位置根据不同产品变动,220 MW发电机转子本体长度AL=5 460 mm,气体入口离本体长度B=25 mm,舌孔的位置(即与中心孔的距离)为AL/2+B=2 755 mm。该专机要求保证所有铜导线上每一个V型窝至中心定位孔距离误差不大于0.5 mm;每一个舌形孔至中心定位孔距离误差不大于1 mm;每一个舌形孔相对铜导线高度中心线的对称度公差值为0.1 mm。
4 结构工作原理
转子线圈冲舌孔压V型窝的加工工艺路线为:中心定位装置定位→冲压正反面V形风堵隔绝通风道(即压V型窝)→冲压侧向舌形通风道改变风向(即冲舌孔)。根据加工需要,该设备机械部分主要由中心定位装置(一套)、压V型窝装置(左右各一套)、冲舌孔装置(左右各一套)、底架与传动装置及间隔支撑装置等部件组成,结构如图2所示。所有装置均为通用装置,仅按照不同的产品更换不同的模块即可满足产品的工艺要求。
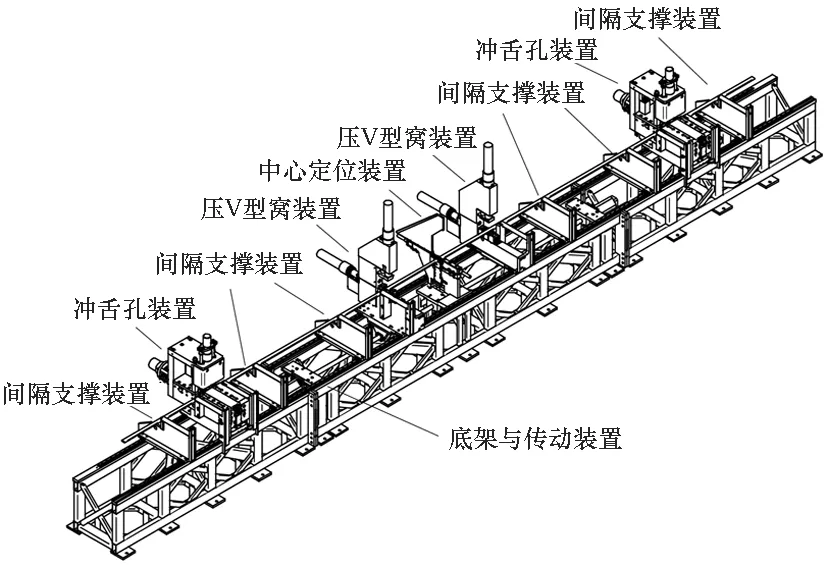
图2 发电机转子线圈冲舌孔压V型窝设备
4.1 中心定位装置
中心定位装置如图3所示,包含中心定位机构、夹紧机构及相关部件。中心定位机构由一个液压缸控制中心定位销的伸缩,与转子线棒的中心定位孔配合定位控制工件的精确放置位置。中心定位销的伸长量由两个光电开关控制完成,同时在定位销端部有一个防误操作杆由光电开关控制,作用是转子线棒位置安放有误时,防止其他装置工作。夹紧机构由两个液压缸分别控制,每个液压缸的伸长量分别由光电开关控制其伸长量。

图3 中心定位装置
4.2 压V型窝装置
压V型窝装置如图4所示,主要由夹紧机构和压型机构组成。夹紧机构由一个液压缸完成,其伸缩量由两个光电开关控制,其结构是通过一个螺旋机构预先调整好一端压紧块的位置,另一端压紧块通过液压缸的回拉来保证工件的加紧。两压紧块装配在同一燕尾导轨上,保证了两压紧块工作面的平行。压型机构由一个液压缸工作完成,同样由两个光电开关控制其缸杆伸长量。下压块是一固定块,其位置是调整所有机构的基准,上压块连接在油缸上,通过油缸的伸缩完成压制过程。
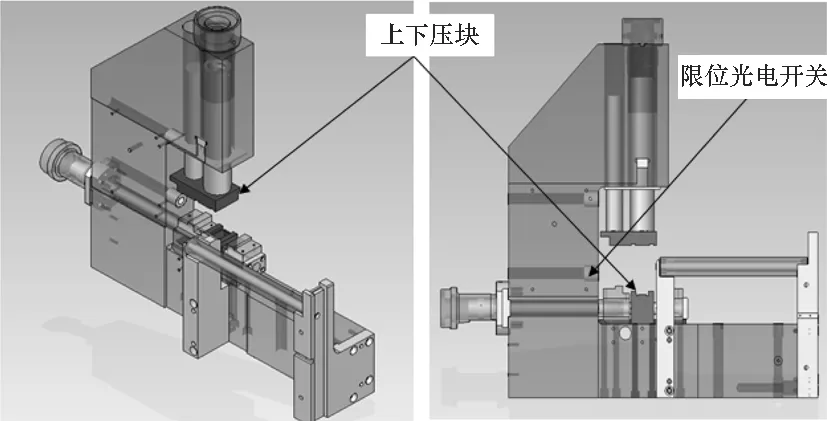
图4 压V型装置
4.3 冲舌孔装置
冲舌孔装置如图5所示,主要由夹紧机构和压舌孔机构组成。夹紧机构分为垂直夹紧机构和横向夹紧机构,各由一个液压缸驱动,伸缩量由光电开关控制。垂直夹紧机构上压块通过液压缸的伸出驱动压块沿圆柱导轨垂直移动将工件纵向压紧,并通过预先调整保证压紧块工作面的平行。横向夹紧机构通过底部安装的纵向液压缸驱动,由滑块机构将纵向运动转化为压块的横向运动,将工件横向压紧。通过预先调整保证压紧块工作面的平行。冲舌孔动作由两个横向液压缸同时作相对运动完成,由旋进刻度表与光电开关控制其工作行程,通过分别固定在左右夹紧块上的冲孔刀具在各自的导轨上直线移动完成冲舌孔动作。
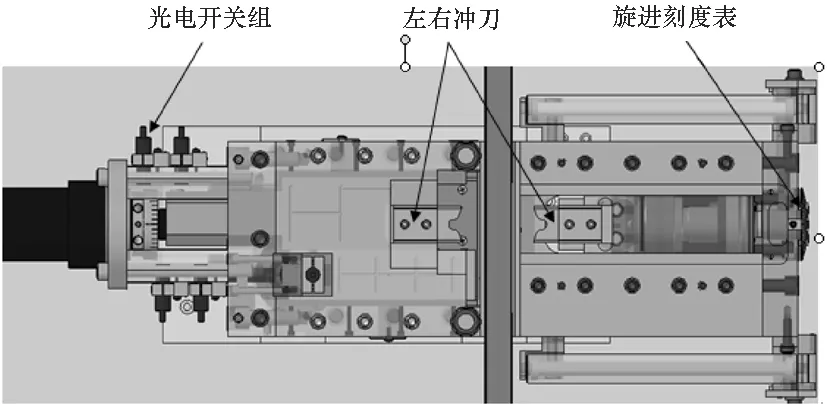
图5 冲舌孔装置
4.4 底架与传动装置
底架由矩形方管焊接组成如图6所示,底架上安装双线型进口THK直线导轨。由于线棒毛坯最长尺寸为8 240 mm,将底架设计长度定为8 500 mm。根据设备工作特点,将底架分成三部分,中间部分为3 500 mm,安装中心定位装置和压V型窝装置,两端同为2 500 mm,安装冲舌孔装置。因同一线棒加工位置多样性,在底架中安装了伺服传动装置,解决了移动装置的传动问题。
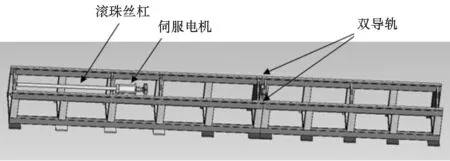
图6 底架与传动装置
设备上为了便于线圈的预存放,增设了间隔支撑装置如图7所示,其主要由支撑板、两侧端板、轴套以及相配套的轴承组成。该装置分散布置在底架导轨上,实现了线圈存放支撑作用。

图7 间隔支撑装置
5 结语
该设备分左右2套,在工作中其不仅可单独工作,也可同步完成多孔冲压操作,其控制系统能够满足制造过程中机构的位置准确性及稳定性。设备已成功投入生产运行,大大降低了生产成本,提高了生产效率,保证了产品质量。设备的通用性很强,无需再对某一产品制造专用工艺装备,仅需编制新程序和更换部分零件即可适用于100~350 MW空内冷发电机转子线圈制造。
猜你喜欢
大电机技术(2022年4期)2022-08-30
大电机技术(2021年2期)2021-07-21
大电机技术(2021年3期)2021-07-16
商品与质量(2020年33期)2020-11-07
专用汽车(2020年3期)2020-04-07
金属加工(热加工)(2020年12期)2020-02-06
现代商贸工业(2018年31期)2018-12-08
中国科技信息(2016年9期)2016-08-16
国防制造技术(2016年2期)2016-03-12
新时代职业教育(2016年2期)2016-02-06
