
真空蒸馏-滴定法测定水玻璃旧砂中乙酸盐的含量
2017-06-10 08:00唐令波卢记军谭远友
理化检验-化学分册 2017年4期
唐令波,卢记军,谭远友,黄 莉
(武汉纺织大学,武汉430073)
真空蒸馏-滴定法测定水玻璃旧砂中乙酸盐的含量
唐令波,卢记军,谭远友,黄 莉
(武汉纺织大学,武汉430073)
水玻璃砂在造型、硬化及浇铸过程中,都不会释放出有刺激性或有害物质,因此它是清洁和无公害的铸造砂[1]。水玻璃旧砂中残留氧化钠量越高,水玻璃旧砂再生越困难,回用性越差,大量废弃旧砂会造成环境的“碱性污染”[2]。残留氧化钠大致可以区分为不溶(5%~10%)、可溶(30%~40%)和易溶(50%~65%)等3部分,其中可溶部分以乙酸钠或碳酸钠状态分散在废水玻璃膜中[3]。乙酸钠是强电解质,能降低胶粒的电位而促使胶粒凝聚,恶化回用砂的可用时间,在浇注高温下受热分解,侵蚀硅砂并恶化硅砂的耐火度。水玻璃旧砂再生时,必须将残留的乙酸钠尽可能除去。因此,水玻璃旧砂中残留乙酸钠含量的测定对再生砂和再生设备性能评价有重要意义[4-6]。从含乙酸的废液中分离回收乙酸的方法主要包括萃取法、精馏法、醋化法、中和法和吸附法等[7-9],工业生产中常采用萃取法和精馏法。传统蒸馏装置操作繁琐,能耗大,易发生泄漏,影响测定准确度,同时会对实验室环境造成污染。
本工作将乙酸钠加入硫酸溶液中,硫酸和乙酸钠反应生成乙酸,通过真空蒸馏后得到乙酸和水的混合物,再用酸碱滴定法测定乙酸的含量,进而得到乙酸钠的含量。本工作采用真空蒸馏-滴定法测定水玻璃旧砂中乙酸盐的含量。
1 试验部分
1.1 仪器与试剂
蒸馏瓶;克氏蒸馏头;毛细管;温度计及冷凝管;接受器;循环水真空泵;电热恒温水浴锅;DHG-9030A型电热恒温鼓风干燥箱;KL-UP-UV-10型纯水机;SHN型辗轮式混砂机。
氢氧化钠溶液:0.114mol·L-1。
所用试剂均为分析纯,试验用水为高纯水。
乙酸钠和硫酸反应生成硫酸钠和乙酸,化学反应如式(1):
2CH3COONa+H2SO4=Na2SO4+2CH3COOH(1)
在标准大气压下,硫酸的沸点为337℃,乙酸的沸点为117.9℃,当外压降低时,其沸点随之降低。真空蒸馏的原理在于利用硫酸和乙酸的沸点不同,通过加热使混合液中沸点低的乙酸先发生汽化,而沸点较高的硫酸仍然为液体没有汽化,于是可以将已经汽化后的乙酸经过冷凝使之重新变成液体,而液体混合物中沸点较高的硫酸仍为液体,从而达到分离硫酸和乙酸的目的。
在标准大气压下,水的沸点是100℃,和乙酸的沸点相差不大,它们的相对挥发度接近于1。通过真空蒸馏后得到乙酸和水的混合物,有水存在不影响乙酸的测定结果。
乙酸与氢氧化钠发生中和反应,化学反应如式(2):
路边的香樟正换新叶,蜡质的老叶子纷纷扬扬地飘落下来,安静而舒展地躺在地上,远看去,像一地鲜艳的红花。敦礼不舍得踩碎这些落叶的梦,小心翼翼地尽量挑空的地方落脚。
CH3COOH+NaOH→CH3COONa+H2O(2)
根据消耗的氢氧化钠量即可计算得到反应生成的乙酸含量,进而得到乙酸钠的含量。
1.3 试验方法
称取水玻璃旧砂1kg,经机械振动粉碎、气力冲击、风选除尘,放入电热恒温鼓风干燥箱,调节温度108℃,烘干至恒重。称取烘干样品20g置于烧杯中,加水200mL搅拌,过滤,滤液倒入蒸馏瓶中,加入质量分数为5%的硫酸20mL,加入3~5块碎瓷片,连接冷凝管、承接管。采用真空蒸馏得到乙酸,工艺参数为:蒸馏温度100℃,蒸馏时间50min,溶剂浓度1.0mol·L-1,真空压力0.06MPa。当无溶液馏出,温度下降,停止加热,蒸馏结束。
采用滴定法测定蒸馏得到乙酸的含量,加酚酞指示剂0.5~1mL于溶液中,并用0.114mol·L-1氢氧化钠标准溶液滴定乙酸,当溶液中刚出现粉红色,停止滴定。根据消耗的氢氧化钠量求得乙酸的含量,进而得到乙酸钠的含量。同时进行空白试验。
2 结果与讨论
2.1 试验条件的选择
在单因素的试验基础上,选取对乙酸盐测定值影响较显著的蒸馏温度、蒸馏时间、溶剂浓度、真空压力等4个因素进行正交试验,对试验条件进行L9(34)优化,正交试验因素水平表见表1。
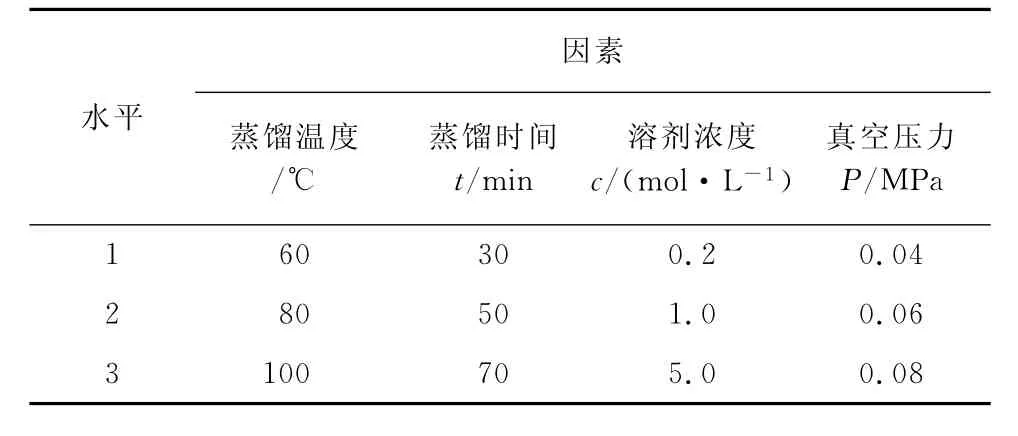
表1 正交试验因素水平表Tab.1 Orthogonal test factors and levels
在不同的试验条件下,测得乙酸钠的含量,其回收率结果见表2。
2.1.1 蒸馏温度
真空蒸馏过程是热分离过程,蒸馏过程需要消耗大量的能量,其能耗占整个分离过程的50%~70%。温度的选择直接影响测试效果、反应时间和真空压力。蒸馏温度太低,真空压力过大,反应缓慢,耗时较长;蒸馏温度太高,真空压力过低,反应过于激烈,干扰因子增加,试验结果易产生误差。乙酸和水的沸点不同,但相对挥发度接近1,故真空蒸馏温度上限设为100℃。方法采用恒温数显水浴锅,控温系统采用微电脑芯片处理器,控温精度高,功能强。由表2可知:随着蒸馏温度的升高,回收率逐渐增加,当达到100℃时,蒸馏速率理想,试验顺利。试验选择蒸馏温度为100℃。
2.1.2 蒸馏时间
在真空蒸馏过程中,蒸馏时间是一个重要参数,必须严格控制。蒸馏速率为2~4mL·min-1,直至吸收液体积接近加入的硫酸溶液的体积(蒸馏瓶剩余液体3~5mL)即可结束蒸馏。蒸馏时间的控制主要通过回收率来判断,在蒸馏温度100℃和真空压力0.04MPa的条件下,对试验样品加热30,50,70min。随着加热时间的增加,回收率不断上升,高浓度(5.0mol·L-1硫酸溶液)样品加热30min后回收率趋于平稳,低浓度(0.2mol·L-1硫酸溶液)样品加热50min后加标回收率才满意。故在确保各类试验样品蒸馏完全的情况下,选择蒸馏时间为50min。
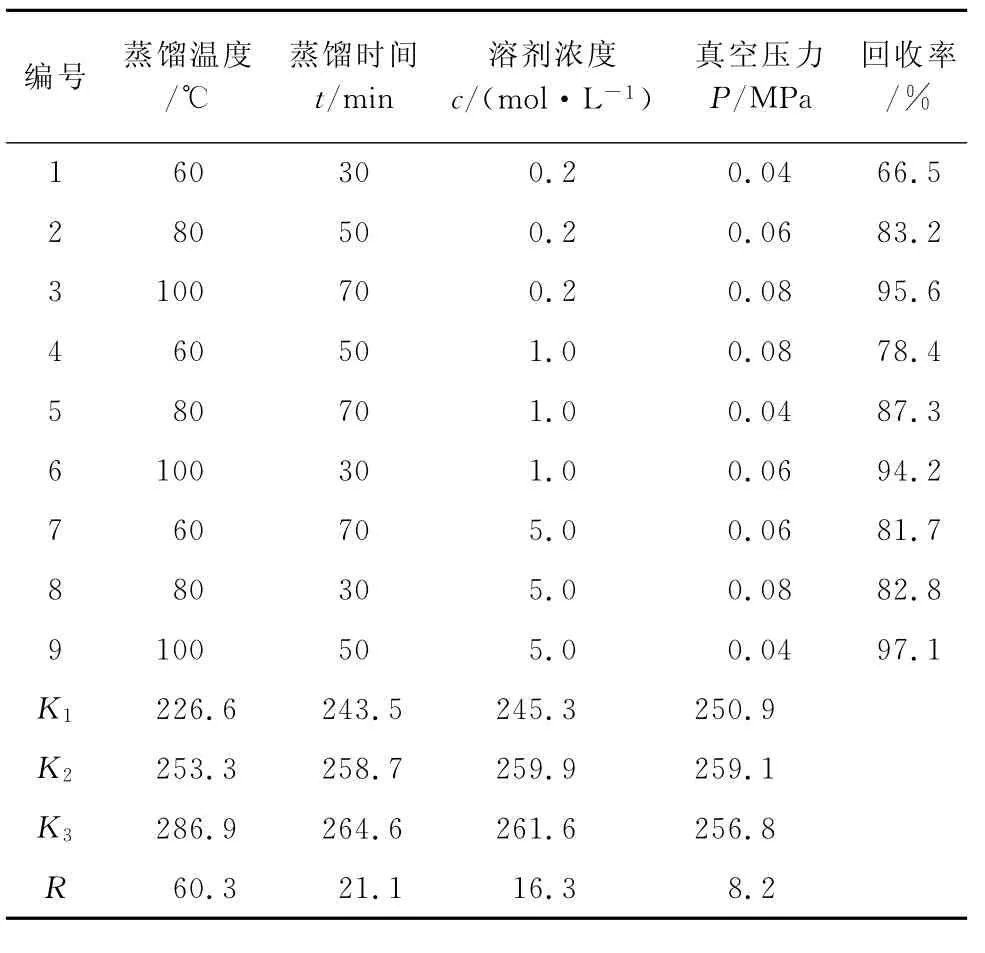
表2 不同试验条件下的试验结果Tab.2 Test results under different conditions
2.1.3 溶剂浓度
硫酸溶液浓度过高,有强烈的腐蚀性和氧化性,易产生杂质影响分析结果;硫酸浓度过低,则反应不充分,造成测定值偏低。按照试验方法,考察了硫酸浓度分别为0.2,1.0,5.0mol·L-1时对测定的影响,结果见表2。由表2可知:当硫酸浓度为0.2mol·L-1时,蒸馏瓶中生成的乙酸浓度低,蒸馏过程时间过长,能耗高;当硫酸浓度为5.0mol· L-1时,蒸馏瓶中生成的乙酸浓度大,蒸馏过程时间短,能耗低。从测试水玻璃砂试样的需液量(保证充分浸没砂样)和测试效率考虑,试验选择1.0mol· L-1的硫酸溶液。
2.1.4 真空压力
真空压力过大,真空泵负荷增加,蒸馏时间长,则影响真空泵寿命。选择合适的真空压力是保证试验顺利进行的必要条件。考虑真空泵最大真空压力(0.098MPa),分别在真空压力为0.04,0.06,0.08MPa下进行试验。由表2可知:随着真空压力和加热温度的升高,回收率逐渐增加。在满足试验顺利进行的条件下,试验选择真空压力为0.06MPa。
2.2 样品分析
2.2.1 模拟样品
取5份500g新砂,分别加入50.00g水玻璃,其中4份样品中分别加入乙酸钠2.00,4.00,6.00,8.00g,剩余1份不加乙酸钠,制得5份水玻璃砂模拟样品。按照试验方法对加乙酸钠的4份水玻璃砂模拟样品进行测定,结果见表3。
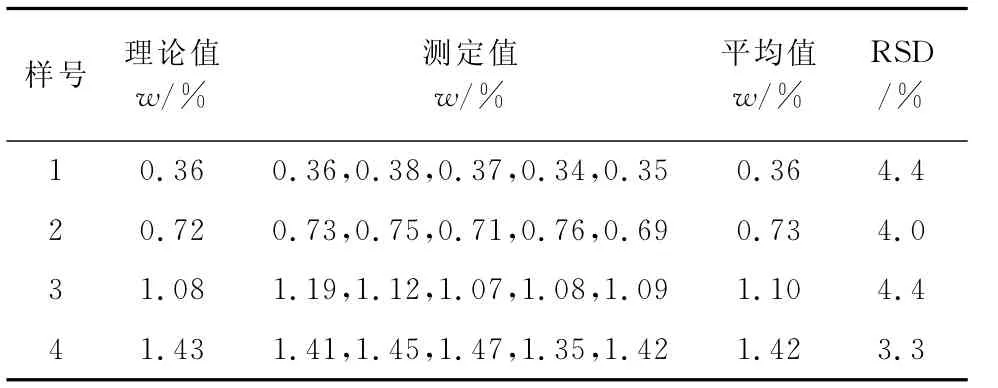
表3 模拟样品分析结果(n=5)Tab.3 Analytical results of simulated samples
由表3可知:乙酸钠的测定值与理论值基本一致,且相对标准偏差(RSD)均小于4.5%。
2.2.2 实际样品
取某铸造厂水玻璃旧砂1kg,粉碎,放入电热恒温鼓风干燥箱,调节温度至108℃,烘干至恒重。分别取样品20.00g置于反应瓶中,按照真空蒸馏-滴定法测定水玻璃旧砂中乙酸钠含量,其结果见表4。
取某铸造厂水玻璃再生砂1kg,烘干,按照真空蒸馏-滴定法测定水玻璃再生砂中乙酸钠含量。以磷溶剂和烷烃化合物组成的混合溶剂作萃取剂,采用萃取-滴定法测定水玻璃旧砂和再生砂中乙酸钠含量,其结果见表4。
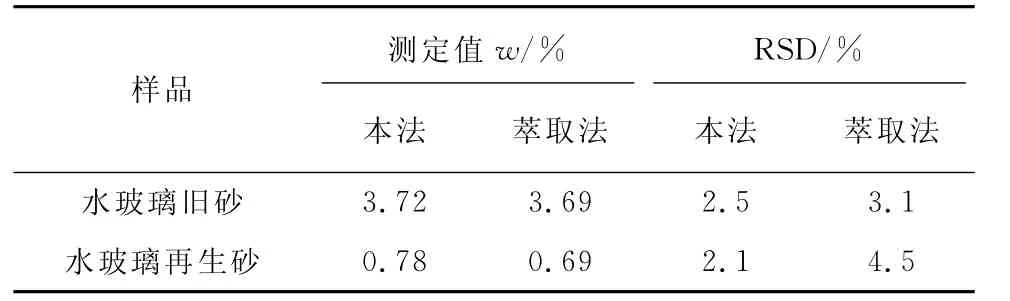
表4 实际样品分析结果(n=5)Tab.4 Analytical results of real samples
由表4可知:用于水玻璃旧砂和再生砂中乙酸钠含量的测定,真空蒸馏-滴定法比萃取-滴定法所得测定值精度高。
本工作探讨了蒸馏温度、蒸馏时间、溶剂浓度和真空压力等试验条件对测定结果的影响,为建立水玻璃旧砂残留乙酸盐的分析奠定了基础。该方法易操作,效率高,生产成本较低,可用于实验室和生产现场水玻璃旧砂乙酸盐的检测,更有利于指导水玻璃旧砂的应用。
[1] RABBII A.Sodium silicate glass as an inorganic binder in foundry industry[J].Iranian Polymer Journal,2001,10(4):229-235.
[2] 朱纯熙,卢晨,季敦生.水玻璃砂基础理论[M].上海:上海交通大学出版社,2000.
[3] MELNGK S A,SMITH R T.Green manufacturing[M].Dearborn,USA:Society of manufacturing engineers,1996.
[4] 樊自田,董选普,陆浔.水玻璃砂工艺原理及应用技术[M].北京:机械工业出版社,2004.
[5] 卢记军,谭远友,王成,等.水玻璃砂中碳酸盐含量的测定[J].理化检验-化学分册,2014,50(5):555-557.
[6] 唐令波,卢记军,谭远友,等.酯硬化水玻璃旧砂中残留酯的提取与测定[J].铸造,2016,65(1):49-51.
[7] 胡兴兰,刘纵宇,孙杨,等.萃取精馏法分离醋酸-水的研究[J].环境污染治理技术与设备,2006,7(11):81-83.
[8] 白鹏,刘劲松,杨志才.回收废醋酸催化精馏过程的研究[J].四川大学学报(工程科学版),2002,34(5):63-66.
[9] 李文风,王丹,吴迪,等.醋酸废水回收利用技术研究[J].广州化工,2010,38(11):171-172.
O658.3
B
1001-4020(2017)04-0459-03
10.11973/lhjy-hx201704019
2016-06-05
国家自然科学基金面上项目(51575405);国家自然科学基金青年基金项目(51405348);湖北省自然科学基金面上项目(2014CFB350)
猜你喜欢
能源与环境(2022年5期)2023-01-10
硅酸盐通报(2022年8期)2022-09-08
食品安全导刊(2021年20期)2021-11-28
石家庄铁路职业技术学院学报(2021年1期)2021-06-09
现代牧业(2020年4期)2020-12-31
理化检验-化学分册(2020年5期)2020-06-15
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
中国铸造装备与技术(2017年3期)2017-06-21
中国调味品(2017年2期)2017-03-20
军事文摘·科学少年(2016年10期)2016-12-08
